IN713LC 等轴晶铸造涡轮部件
简介
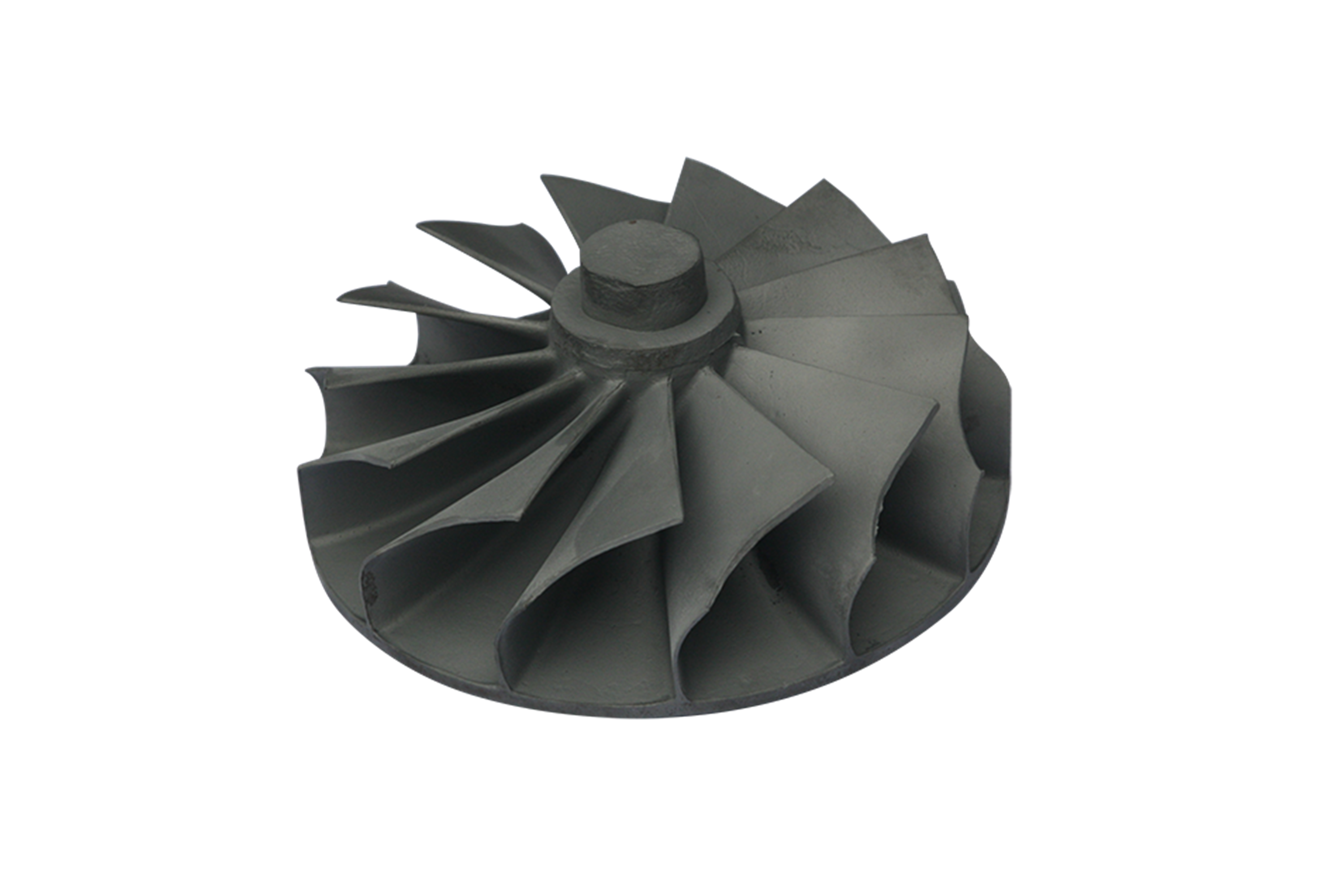
IN713LC 镍基高温合金的等轴晶铸造被广泛应用于制造高性能涡轮部件,以满足航空航天和发电领域严苛应用的需求。IN713LC 部件以卓越的高温稳定性著称,可在高达 982°C (1800°F) 的温度下持续运行,提供超过 1034 MPa 的优异抗拉强度。
Neway AeroTech 专注于先进的高温合金等轴晶铸造,利用真空感应熔炼技术生产晶粒尺寸均匀(在 0.5 至 2 mm 之间)的涡轮部件。这种精细的控制确保了在严酷的热和机械应力条件下,部件具有出色的抗疲劳性、优化的机械性能和卓越的可靠性。
IN713LC 等轴晶铸造核心技术
蜡模注射: 将高精度蜡模注入铝制模具,精确复制涡轮部件几何形状,精度在 ±0.05 mm 以内。
陶瓷型壳成型: 蜡模多次涂覆陶瓷浆料和耐火砂,构建厚度约为 6–8 mm 的坚固型壳。
脱蜡: 型壳模具在 150°C 下进行高压釜脱蜡,有效去除蜡模,同时不损害模具结构完整性或尺寸精度。
型壳焙烧: 陶瓷型壳在约 1000°C 下焙烧,增强机械强度并完全消除残留水分和有机杂质。
真空感应熔炼: IN713LC 合金锭在约 1450°C 下进行真空感应熔炼,确保精确的化学成分并消除与气体相关的缺陷。
等轴晶凝固: 熔融合金以受控速率填充预热型壳;快速、均匀的冷却产生等轴晶(晶粒尺寸 0.5–2 mm)。
脱壳: 冷却至室温后,通过高压水喷射和温和的磨料振动技术机械去除陶瓷模具。
铸后处理: 部件进行受控热处理,在 1150°C 和 150 MPa 压力下进行热等静压,增强机械完整性并消除残余孔隙。
IN713LC 材料特性
IN713LC 是一种沉淀硬化型镍基合金,针对高温强度和耐腐蚀性进行了优化。关键材料特性包括:
最高工作温度: 高达 982°C (1800°F)
抗拉强度: 室温下 ≥1034 MPa (150 ksi)
屈服强度: 室温下 ≥862 MPa (125 ksi)
延伸率: ≥5%
蠕变强度: 在 760°C 下 1000 小时后,优异的蠕变断裂强度超过 200 MPa
抗氧化性: 在高温下长时间暴露具有卓越的抵抗力
这些特性使得 IN713LC 成为航空航天发动机和工业燃气轮机涡轮应用的理想选择。
案例研究:涡轮部件等轴晶铸造
项目背景
Neway AeroTech 最近与一家领先的涡轮制造商合作,利用 IN713LC 的等轴晶铸造技术供应精密铸造的涡轮部件。客户要求部件在高推力航空发动机和工业燃气轮机的极端运行条件下具有可靠的性能,并需严格遵守 AS9100 和 NADCAP 质量标准。
常见涡轮型号
采用 IN713LC 的典型涡轮型号包括:
普惠 PT6 系列: 广泛使用的涡桨发动机,为支线飞机、直升机、农用飞机和通用航空平台提供动力。
通用电气 (GE) LM2500: 工业燃气轮机,通常应用于全球的船舶推进、发电设施以及石油和天然气泵站。
罗尔斯·罗伊斯 RB211: 一种高涵道比涡扇发动机,广泛用于商业航空,尤其为波音 747 和 757 飞机型号提供动力。
霍尼韦尔 TPE331: 涡桨发动机,在通勤飞机、军用教练机、农用飞机以及专门的监视和侦察无人机应用中备受青睐。
典型涡轮部件的选择与结构特征
选定的涡轮部件包括叶片、导叶和喷嘴段。考虑的关键结构特征包括:
涡轮部件制造解决方案
铸造准备: 生产精确的蜡模和陶瓷模具,尺寸精度始终保持在航空航天工业标准 ±0.05 mm 公差范围内。
真空铸造: 在受控真空 (≤10^-3 Pa) 下,于 1450°C 进行真空感应熔炼,确保熔体无污染,获得最佳的化学成分稳定性。
受控凝固: 熔融合金在预热模具内以受控冷却速率凝固,产生平均晶粒尺寸在 0.5–2 mm 之间的均匀晶粒结构。
热等静压 (HIP): 部件在 1150°C 和 150 MPa 下进行热等静压,有效减少内部孔隙并增强机械和结构完整性。
热处理: 在 1200°C 下进行热处理 2 小时,快速空冷,随后在 850°C 下时效 16 小时。
精密 CNC 加工: 进行高精度CNC 加工,以实现复杂的空气动力学轮廓和关键尺寸,精度公差为 ±0.02 mm。
电火花加工 (EDM): 采用电火花加工 精确创建复杂的内部冷却通道和薄壁特征,厚度可精确至 0.8 mm。
表面精加工与检测: 表面精加工结合严格的尺寸检测 (CMM)、无损检测 (X 射线、超声波),确保符合 AS9100 标准。
高温合金部件的核心制造挑战
保持精确的晶粒尺寸控制 (<2 mm) 和均匀性
最小化微观结构缺陷,如微观缩松和碳化物析出
确保复杂几何形状下机械性能的一致性
在严格的航空航天规范内保持尺寸精度
结果与验证
晶粒尺寸均匀性始终保持在 0.5–2 mm 的目标范围内,确保了最佳的疲劳强度和机械稳定性。
无损 X 射线和超声波检测未发现任何关键内部缺陷,确认了部件的完整性并符合航空航天标准。
抗拉强度测试证实室温下性能超过 1034 MPa,验证了其在严酷运行应力和温度下的可靠性。
在模拟运行条件下,疲劳测试超过了 100,000 次循环的目标,证明了其增强的耐用性和延长的使用寿命能力。
常见问题解答
IN713LC 在高温涡轮应用中有哪些具体优势?
在等轴晶铸造过程中实施了哪些关键质量控制措施?
哪些行业主要使用 IN713LC 等轴晶铸造涡轮部件?
IN713LC 涡轮部件可以实现哪些尺寸公差?
哪些测试方法可以确保高温合金涡轮部件的机械可靠性?
