航空航天高温合金燃烧室部件 SLS 3D 打印服务
航空航天燃烧部件 SLS 3D 打印简介
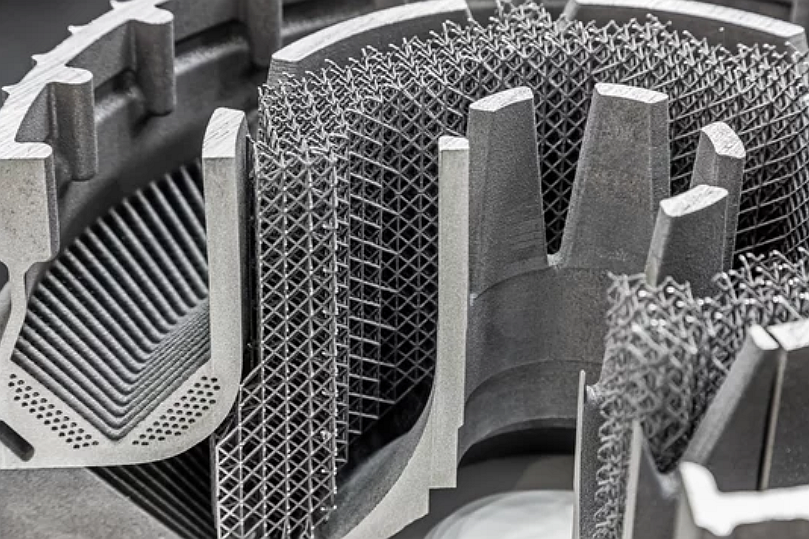
选择性激光烧结(SLS)是一种可靠的方法,用于制造由航空航天级高温合金制成的复杂燃烧室部件。这种逐层粉末熔融工艺可确保在极端高温和压力下,复杂几何形状具有均匀的密度、受控的微观结构和热完整性。
在Neway Aerotech,我们的SLS 3D 打印服务支持推进系统、航空发动机和涡轮燃烧组件用高温合金燃烧部件的制造。
SLS 3D 打印概述
工艺能力
参数 | 数值 |
|---|---|
层厚 | 40–60 μm |
最小特征尺寸 | ~0.5 mm |
尺寸公差 | ±0.1 mm / 10 mm |
最大腔室温度 | >1000°C(适用于高温合金构建) |
密度(热等静压后) | ≥99.7% |
SLS 能够在单次构建周期中创建轻量化点阵结构、内部冷却网络和复杂的壁厚轮廓。
为何选择 SLS 制造航空航天燃烧室?
非接触式层间融合可保持薄壁几何形状
支持集成复杂特征(冷却孔、点阵加强筋、集成端口)
高分辨率粉末熔融确保在 1000°C 以上环境中的机械性能
完全兼容后处理工艺,如热等静压(HIP)、电火花加工(EDM)和涂层
材料考量
SLS 燃烧室常用高温合金
材料 | 最高温度 (°C) | 800°C 下的强度 (MPa) | 抗氧化性 | 应用案例 |
|---|---|---|---|---|
700–750 | ~970 | 优异 | 航空燃烧室衬套、燃油喷嘴安装座 | |
>980 | ~1100 | 卓越 | 涡轮燃烧罐、旋流器本体 | |
>1000 | ~1200 | 优异 | 燃烧环、点火器外壳 | |
~1175 | ~880 | 极佳 | 氧化气流路径中的燃烧室壁 |
案例研究:Inconel 939 燃烧室衬套段的 SLS 制造
项目背景
航空航天领域的一位客户需要一种一体式燃烧室衬套,具备 3D 打印的内部冷却通道、点阵加强筋和集成燃油入口。所选材料为Inconel 939,适用于 980–1050°C 的工作温度。
制造流程
增材设计:集成 1 mm 冷却通道、0.7 mm 点阵壁厚,并优化燃烧室轮廓
SLS 构建:层厚 50 μm,构建时间 38 小时,尺寸公差 ±0.08 mm
HIP 处理:1200°C、100 MPa 下保持 4 小时,以达到 99.8% 的密度
EDM 精加工:对喷嘴端口和密封法兰进行电火花线切割,公差控制在 ±0.005 mm
涂层:在内壁施加热障涂层
后处理与检测
对所有功能特征进行三坐标测量机(CMM)验证
X 射线检测显示无收缩或孔隙簇
扫描电子显微镜(SEM)分析证实晶粒融合均匀
水浸超声波检测验证了内部完整性
结果与验证
最终的 Inconel 939 燃烧室段实现了 ±0.08 mm 以内的尺寸精度,密封区域的表面粗糙度 Ra ≤ 0.6 μm。
所有内部冷却通道均畅通无阻,经 EDM 精修后,测得的壁厚变化低于 ±0.05 mm。
X 射线和超声波测试确认密度 >99.8%,无亚表面缺陷或层间剥离。
该部件通过了 1000 小时的高压热气测试,无变形或疲劳裂纹。
常见问题解答
哪些类型的高温合金最适合用于 SLS 打印的燃烧室部件?
如何解决 SLS 涡轮燃烧部件中的孔隙率问题?
气膜冷却通道能否直接打印并使用 EDM 进行后处理?
SLS 燃烧硬件可实现的最大壁厚是多少?
SLS 部件获得航空航天认证需要哪些后处理?
