Peças de Furação Profunda em Superligas e Usinagem CNC de Microfuros
Furação de Alta Precisão para Aplicações Críticas
A furação de microfuros e furos profundos em superligas é essencial para componentes expostos a altas temperaturas, pressão e tensão cíclica. Em 2024, a demanda por canais de resfriamento usinados com precisão em motores a jato, turbinas de energia e reatores químicos aumentou significativamente — exigindo tolerâncias CNC abaixo de 10 μm e profundidades de furo superiores a 20×D.
Neway AeroTech oferece serviços avançados de usinagem CNC em superligas e furação profunda para ligas aeroespaciais como Inconel 718, CMSX-4 e Rene 88 para componentes críticos de fluxo de gás e fluido.
Tecnologia Central da Usinagem CNC de Microfuros
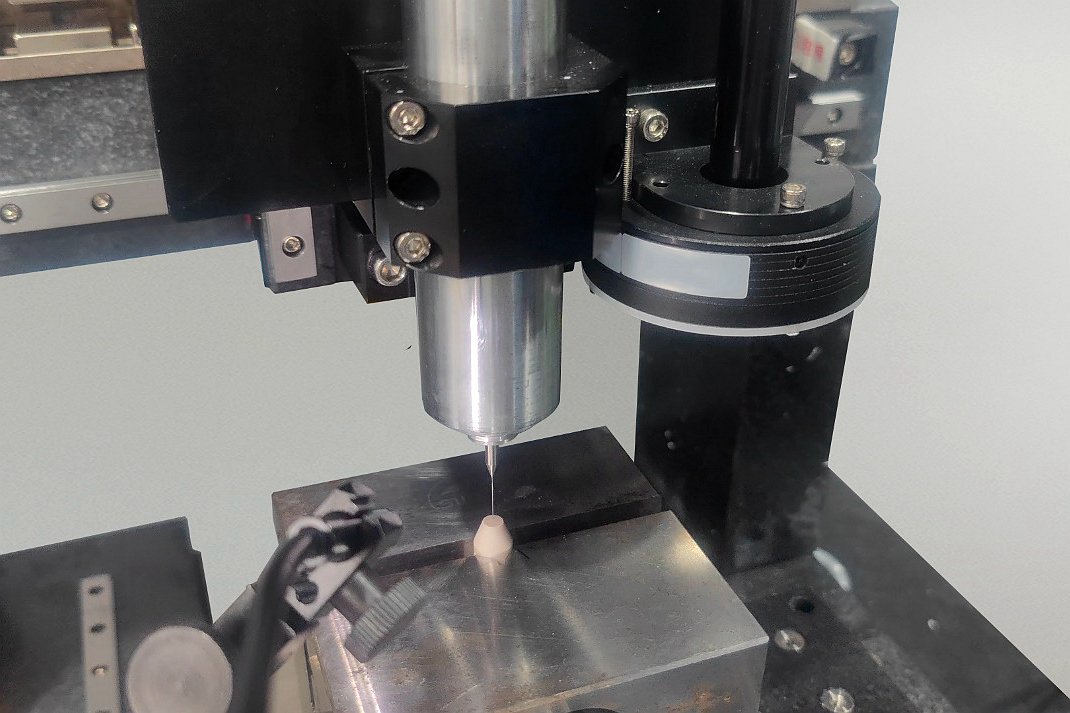
A Neway AeroTech utiliza centros CNC de 5 eixos de alta rigidez e EDM (Eletroerosão) para produzir microfuros em superligas resistentes.
Furação profunda de até 25×D com brocas de metal duro refrigeradas internamente.
Micro EDM para furos inferiores a 0,3 mm e características resistentes ao calor.
A furação orbital e ciclos de martelamento reduzem rebarbas e melhoram a retidão das paredes.
A **verificação em processo** garante precisão de posicionamento dentro de ±5 μm em furos angulares.
Todos os processos atendem aos padrões NADCAP e AS9100D para peças críticas de voo e sistemas de turbinas.
Materiais Típicos de Superligas para Processamento de Microfuros
Liga | Temp. Máx. (°C) | Limite de Escoamento (MPa) | Aplicações |
|---|---|---|---|
704 | 1035 | Bicos de combustível, canais de resfriamento | |
1140 | 980 | Pás de turbina, furos de impacto | |
980 | 1250 | Respiros de carter do motor | |
920 | 1265 | Portas de resfriamento de palhetas guia do bocal |
As ligas são escolhidas pela resistência à oxidação, retenção de resistência e usinabilidade sob gradientes térmicos.
Estudo de Caso: Microfuros de Resfriamento para Segmento de Palheta de Turbina
Contexto do Projeto
Um fabricante de turbinas necessitava de furos de resfriamento inferiores a 0,6 mm usinados em ângulos compostos através de um segmento de CMSX-4 com 5 mm de espessura. A tolerância era de ±0,01 mm sem distorção térmica ou conicidade. Brocas de furo profundo e EDM foram utilizados em conjunto para alcançar a geometria e qualidade metalúrgica necessárias.
Modelos Típicos de Componentes Perfurados e Aplicações
Modelo da Peça | Descrição | Material | Profundidade do Furo | Indústria |
|---|---|---|---|---|
VN-300 | Palheta com 18 microfuros de impacto, angulados entre 30°–60° | CMSX-4 | 8×D | |
TN-120 | Inserto de bocal de turbina com furos de filme de 0,4 mm | Rene 88 | 6×D | |
EIH-200 | Cabeçote de trocador de calor com matrizes de furos paralelos | Inconel 718 | 15×D | |
PCH-480 | Carcaça pressurizada com furos de ventilação radiais | Nimonic 90 | 10×D |
A precisão do furo e a entrada angular foram críticas para o fluxo de fluido a jusante e resistência à fadiga.
Desafios CNC na Furação Profunda de Superligas
Deflexão da ferramenta superior a 0,03 mm devido a relações de aspecto superiores a 1×D.
Amolecimento térmico acima de 600°C em CMSX de baixa condutividade leva à instabilidade dimensional.
Microtrincas durante o EDM requerem controle otimizado de pulsos para evitar camada refundida >2 μm.
Desvio do furo em furos longos causado por congestionamento de cavacos sem lavagem de alta pressão (>80 bar).
A furação angular acima de 45° requer compensação de 5 eixos e furação de entrada em múltiplos estágios.
Soluções CNC para Usinagem de Furos Profundos e Microfuros
Refrigerante de alta pressão a 100 bar utilizado para evacuação de cavacos em furos de Inconel 718 >12×D.
Pré-furos orbitais com acabamento por EDM alcançaram diâmetro de 0,3 mm com desvio de circularidade <2 μm.
Ciclos de furação por martelamento com monitoramento de torque reduziram a quebra de ferramentas em 40%.
Fixação de peça com grampeamento de 5 faces garantiu desvio de furo angular dentro de ±0,005 mm.
A limpeza pós-EDM e passivação eliminaram a contaminação da camada refundida.
Resultados e Verificação
Métodos de Fabricação
Os componentes foram usinados utilizando tarugos de fundição de precisão a vácuo e refinados usando sistemas de usinagem CNC de 5 eixos e furação profunda. A furação multi-eixo garantiu controle de entrada radial em contornos variáveis e geometrias de parede complexas.
Acabamento de Precisão
Os microfuros foram refinados para Ra ≤ 0,4 μm usando ciclos de EDM e alargamento. Sistemas de furação profunda com TIR <0,01 mm garantiram circularidade, enquanto furação piloto em múltiplos estágios e ferramentas de metal duro refrigeradas suportaram profundidades de furo de até 20×D.
Pós-Processamento
O HIP (Compactação Isostática a Quente) removeu a porosidade interna, seguido por tratamento térmico de alívio de tensões a 870–980°C. A passivação de superfície e a aplicação opcional de revestimento garantiram resistência à corrosão e térmica a longo prazo.
Inspeção
A MCC (Máquina de Medir por Coordenadas) validou a retidão do furo dentro de ±0,006 mm; o MEV (Microscópio Eletrônico de Varredura) examinou a integridade da borda de entrada; e o Raio-X confirmou o alinhamento em recursos ocultos. Todas as peças passaram na validação de vazamento de hélio e fadiga de alto ciclo conforme especificações do cliente.
Perguntas Frequentes (FAQs)
Qual é o diâmetro mínimo alcançável com furação profunda em superligas?
Como manter a retidão do furo em furos longos?
É possível combinar EDM e furação em um único processo?
Quais materiais são melhores para canais de resfriamento de microfuros?
Quais testes são necessários para validar o desempenho de furos térmicos?
