Componentes de Perfuração Usinados em CNC de Superliga de Grande Profundidade
Perfuração de Profundidade Extrema para Aplicações Avançadas
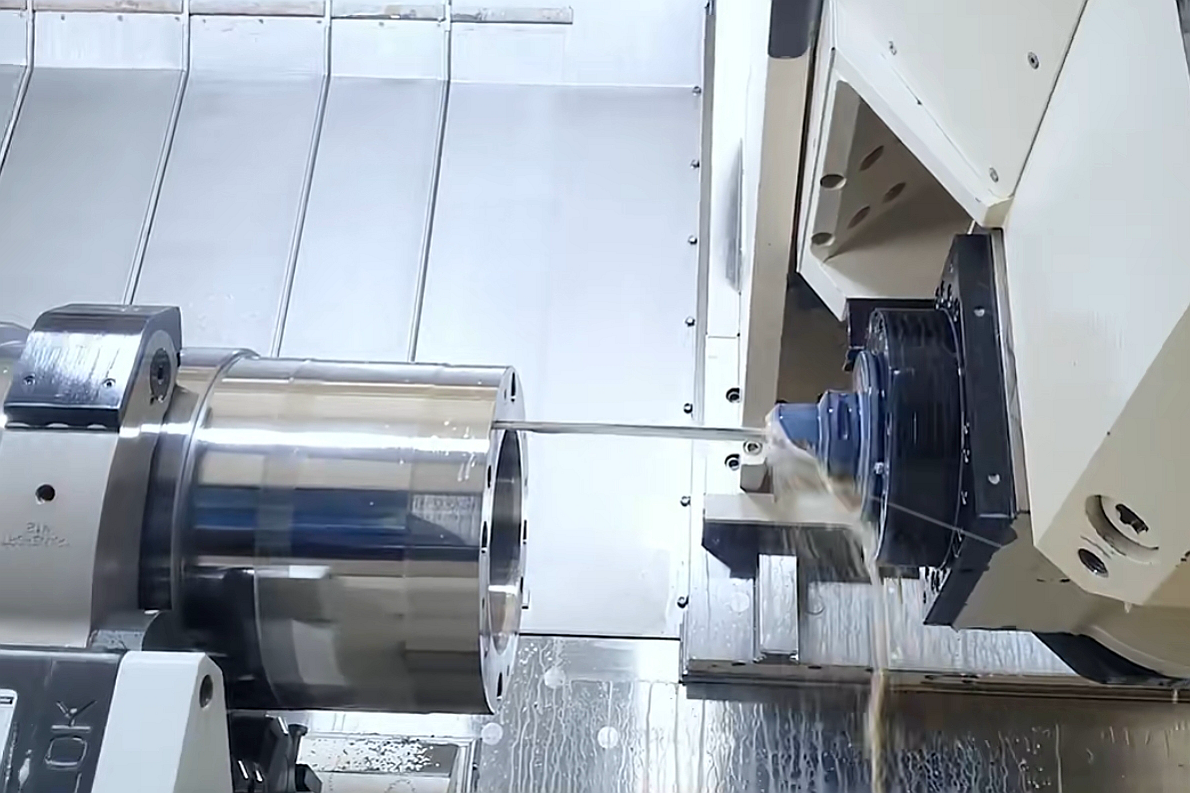
Em sistemas críticos aeroespaciais, de energia e de defesa, componentes com características de perfuração de grande profundidade desempenham um papel fundamental na distribuição de refrigerante, injeção de combustível e ventilação estrutural. Esses furos frequentemente excedem 25×D, exigindo processos precisos de usinagem CNC de superligas e perfuração de furos profundos para garantir a integridade estrutural sob cargas térmicas e mecânicas extremas.
A Neway AeroTech é especializada em componentes usinados em CNC de grande profundidade feitos de Inconel 718, CMSX-4, Hastelloy X e Rene 41, com furos de precisão, rebaixos e canais angulares.
Tecnologia Principal para Perfuração CNC Profunda em Superligas
Características de furos profundos em superligas requerem estabilidade da ferramenta, controle térmico e monitoramento em tempo real para prevenir desvios.
Perfuração com broca canhão (Gun drilling) e mandrilamento BTA para profundidades de furo >25×D com refrigeração interna
Usinagem CNC de 5 eixos para características de entrada angulares
Estratégias de perfuração rotativa e por batidas (peck drilling) para controlar a evacuação de cavacos
Ferramentas de metal duro com refrigeração interna classificadas para condições de corte de 1000°C
Todos os processos são controlados conforme as normas ISO 10791 e NADCAP.
Materiais Típicos de Superliga para Perfuração de Grande Profundidade
Liga | Temp. Máx. (°C) | Limite de Escoamento (MPa) | Caso de Uso |
|---|---|---|---|
704 | 1035 | Tubos de ventilação de motores a jato | |
1140 | 980 | Furos de revestimento de turbina | |
980 | 950 | Corpos de pressão de mísseis | |
1175 | 790 | Dutos resistentes ao calor |
Estas ligas são otimizadas para fadiga térmica, resistência à fluência e estabilidade dimensional.
Estudo de Caso: Furo 26×D em Carcaça de Tubo em Hastelloy X
Contexto do Projeto
Um cliente do setor nuclear necessitava de um furo passante reto de 5 mm de diâmetro e 130 mm de profundidade (26×D) em Hastelloy X. Tolerâncias: circularidade <0,007 mm, acabamento superficial Ra ≤ 0,4 μm, sem rebarbas ou trincas. A evacuação de cavacos e a deflexão térmica foram as principais preocupações.
Modelos e Aplicações Típicas de Componentes Perfurados Profundamente
Modelo da Peça | Descrição | Material | Razão de Profundidade | Indústria |
|---|---|---|---|---|
DHC-600 | Luva de injetor com furo de 2 mm sobre 55 mm | Inconel 718 | 27×D | |
LHP-480 | Carcaça de tubo de calor com furos duplos concêntricos | Rene 41 | 25×D | |
FTV-200 | Canal de resfriamento por filme em base de cristal único | CMSX-4 | 30×D | |
HXD-350 | Coletor de pressão com furos axiais e transversais | Hastelloy X | 26×D |
A geometria do furo e o desempenho do fluxo de resfriamento dependem do alinhamento preciso e do acabamento interno suave.
Desafios da Perfuração CNC Profunda em Componentes de Superliga
Deflexão da ferramenta superior a 0,02 mm em furos >25×D
Acúmulo de calor acima de 500°C sem controle de refrigerante interno
Acúmulo de cavacos leva a riscamentos e conicidade dimensional
Distorção da peça em seções de paredes finas após a perfuração
Desalinhamento na entrada afeta canais intersectantes a jusante
Soluções de Usinagem CNC para Perfuração de Furos Longos em Superligas
Sistemas BTA com pressão de refrigerante de 100 bar e sensores de torque em tempo real
Otimização do ciclo de batidas (Peck cycle) para limpar cavacos a cada incremento de 2×D
Usinagem multi-eixo para alinhar portas angulares dentro de ±0,01 mm
Tratamento térmico antes e depois da usinagem para aliviar tensões residuais
Raios-X e Máquina de Medição por Coordenadas (MMC) utilizados para mapeamento e verificação de furos
Resultados e Verificação
Métodos de Fabricação
Os componentes foram usinados a partir de tarugos forjados ou fundições de precisão. A perfuração com broca canhão (Gun drilling) foi aplicada em Inconel, Rene e Hastelloy para obter furos com relações profundidade-diâmetro superiores a 25:1.
Acabamento de Precisão
Os furos foram refinados com cabeçotes de polimento e acabamento por EDM onde aplicável. Acabamento superficial ≤ Ra 0,4 μm. Precisão final do diâmetro do furo ±0,01 mm. As faces de entrada foram faceadas em CNC para planicidade <0,01 mm para superfícies de vedação.
Pós-processamento
O tratamento HIP foi utilizado para eliminar vazios internos, seguido de tratamento térmico de alívio de tensões a 900–980°C. Componentes selecionados receberam passivação ou revestimentos TBC dependendo da aplicação final.
Inspeção
A MMC verificou a concentricidade e o alinhamento do furo dentro de 0,006 mm. Os Raios-X confirmaram a profundidade contínua do furo e o ponto de saída. O MEV foi utilizado para detecção de microtrincas e validação sem rebarbas.
Perguntas Frequentes
Qual é a maior profundidade de furo alcançável com usinagem CNC de superligas?
Como prevenir a deflexão da ferramenta em furos profundos?
O EDM pode ser usado para correção de furos ou limpeza da saída?
Como as dimensões dos furos são verificadas internamente sem testes destrutivos?
Quais ligas são melhores para passagens de combustível aeroespaciais de furos profundos?
