IN713LC टरबाइन पार्ट्स की समदैशिक क्रिस्टल कास्टिंग
परिचय
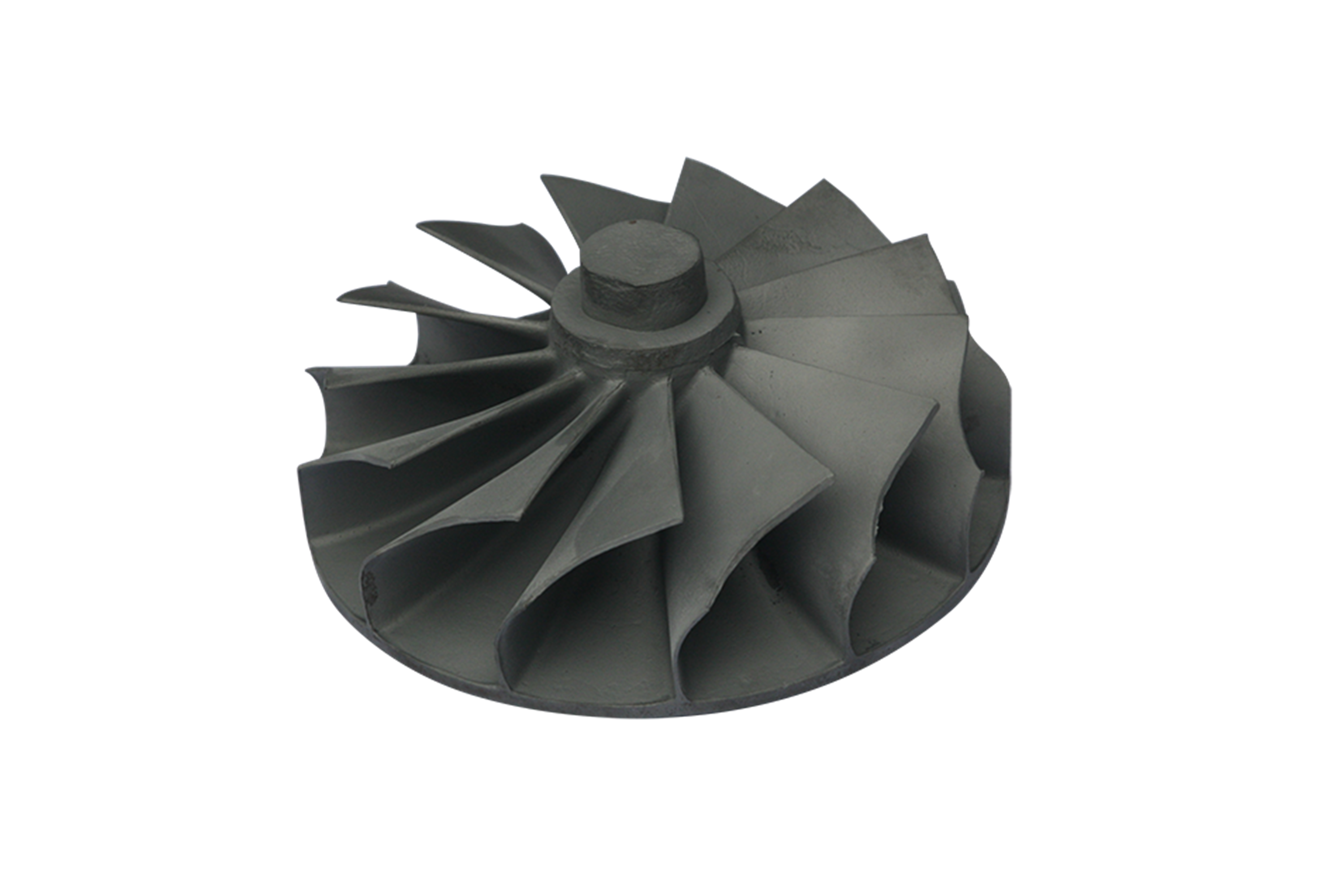
IN713LC निकल-आधारित सुपरएलॉय की समदैशिक क्रिस्टल कास्टिंग का उपयोग एयरोस्पेस और पावर जनरेशन क्षेत्रों में मांग वाले अनुप्रयोगों के लिए उच्च-प्रदर्शन टरबाइन घटकों के निर्माण में व्यापक रूप से किया जाता है। असाधारण उच्च-तापमान स्थिरता के लिए प्रसिद्ध, IN713LC पार्ट्स लगातार 982°C (1800°F) तक के तापमान पर काम करते हैं, जो 1034 MPa से अधिक की श्रेष्ठ तन्य शक्ति प्रदान करते हैं।
न्यूवे एयरोटेक उन्नत सुपरएलॉय समदैशिक क्रिस्टल कास्टिंग में विशेषज्ञता रखता है, वैक्यूम इंडक्शन मेल्टिंग तकनीक का लाभ उठाकर 0.5 और 2 मिमी के बीच एकसमान अनाज आकार वाले टरबाइन घटकों का उत्पादन करता है। यह सूक्ष्म नियंत्रण उत्कृष्ट थकान प्रतिरोध, अनुकूलित यांत्रिक गुण और गंभीर तापीय और यांत्रिक तनाव स्थितियों के तहत असाधारण विश्वसनीयता सुनिश्चित करता है।
IN713LC समदैशिक क्रिस्टल कास्टिंग की मुख्य तकनीक
वैक्स पैटर्न इंजेक्शन: उच्च-सटीकता वाले वैक्स पैटर्न को एल्यूमीनियम मोल्ड में इंजेक्ट किया जाता है, जो टरबाइन घटक ज्यामिति की ±0.05 मिमी सटीकता के भीतर सटीक प्रतिकृति बनाता है।
सिरेमिक शेल निर्माण: पैटर्न को सिरेमिक स्लरी और रिफ्रैक्टरी स्टक्को से कई बार कोट किया जाता है, लगभग 6–8 मिमी मोटी मजबूत शेल बनाता है।
वैक्स निष्कासन (डीवैक्सिंग): शेल मोल्ड 150°C पर ऑटोक्लेव डीवैक्सिंग से गुजरते हैं, जो मोल्ड संरचनात्मक अखंडता या आयामी सटीकता से समझौता किए बिना वैक्स पैटर्न को प्रभावी ढंग से हटाता है।
शेल फायरिंग: सिरेमिक शेल को लगभग 1000°C पर फायर किया जाता है, यांत्रिक शक्ति बढ़ाता है और अवशिष्ट नमी और कार्बनिक अशुद्धियों को पूरी तरह से समाप्त करता है।
वैक्यूम इंडक्शन मेल्टिंग: IN713LC मिश्रधातु इंगोट लगभग 1450°C पर वैक्यूम इंडक्शन मेल्टिंग से गुजरते हैं, जो सटीक रासायनिक संरचना सुनिश्चित करते हैं और गैस-संबंधित दोषों को समाप्त करते हैं।
समदैशिक क्रिस्टल ठोसीकरण: पिघली हुई मिश्रधातु नियंत्रित दरों पर प्रीहीटेड शेल को भरती है; तेज, एकसमान शीतलन समदैशिक क्रिस्टल (0.5–2 मिमी अनाज आकार) उत्पन्न करता है।
शेल निष्कासन (नॉकआउट): कमरे के तापमान पर ठंडा होने के बाद, उच्च-दबाव जल ब्लास्टिंग और सौम्य अपघर्षक कंपन तकनीकों के माध्यम से सिरेमिक मोल्ड को यांत्रिक रूप से हटा दिया जाता है।
कास्टिंग-उपरांत उपचार: घटक नियंत्रित हीट ट्रीटमेंट, 1150°C और 150 MPa दबाव पर HIP से गुजरते हैं, जो यांत्रिक अखंडता बढ़ाता है और अवशिष्ट सरंध्रता को समाप्त करता है।
IN713LC की सामग्री विशेषताएं
IN713LC एक अवक्षेप-दृढ़ीकरण योग्य निकल-आधारित मिश्रधातु है जो उच्च-तापमान शक्ति और संक्षारण प्रतिरोध के लिए अनुकूलित है। प्रमुख सामग्री गुणों में शामिल हैं:
अधिकतम कार्य तापमान: 982°C (1800°F) तक
तन्य शक्ति: कमरे के तापमान पर ≥1034 MPa (150 ksi)
यील्ड शक्ति: कमरे के तापमान पर ≥862 MPa (125 ksi)
बढ़ाव: ≥5%
क्रीप शक्ति: 760°C पर 1000 घंटे के बाद 200 MPa से अधिक श्रेष्ठ क्रीप रप्चर शक्ति
ऑक्सीकरण प्रतिरोध: उच्च तापमान पर लंबे समय तक संपर्क के तहत असाधारण प्रतिरोध
ये विशेषताएं IN713LC को एयरोस्पेस इंजन और औद्योगिक गैस टरबाइन में टरबाइन अनुप्रयोगों के लिए आदर्श बनाती हैं।
केस स्टडी: टरबाइन पार्ट्स की समदैशिक क्रिस्टल कास्टिंग
प्रोजेक्ट पृष्ठभूमि
न्यूवे एयरोटेक ने हाल ही में एक अग्रणी टरबाइन निर्माता के साथ साझेदारी की है ताकि IN713LC की समदैशिक क्रिस्टल कास्टिंग का उपयोग करके सटीक-कास्ट टरबाइन घटकों की आपूर्ति की जा सके। ग्राहक को उच्च-थ्रस्ट एविएशन इंजन और औद्योगिक गैस टरबाइन में चरम परिचालन स्थितियों के तहत विश्वसनीय प्रदर्शन की आवश्यकता थी, जिसमें कठोर AS9100 और NADCAP गुणवत्ता मानकों का पालन करने की मांग थी।
सामान्य टरबाइन मॉडल
IN713LC का उपयोग करने वाले विशिष्ट टरबाइन मॉडल में शामिल हैं:
प्रैट एंड व्हिटनी PT6 सीरीज: व्यापक रूप से उपयोग किए जाने वाले टर्बोप्रॉप इंजन जो क्षेत्रीय विमान, हेलीकॉप्टर, कृषि विमान और जनरल एविएशन प्लेटफॉर्म को शक्ति प्रदान करते हैं।
जनरल इलेक्ट्रिक (GE) LM2500: औद्योगिक गैस टरबाइन जो आमतौर पर समुद्री प्रणोदन, पावर जनरेशन सुविधाओं और वैश्विक स्तर पर तेल और गैस पंपिंग स्टेशनों के लिए लागू होते हैं।
रोल्स-रॉयस RB211: एक उच्च-बाईपास टर्बोफैन इंजन जिसका व्यापक रूप से वाणिज्यिक एविएशन में उपयोग किया जाता है, विशेष रूप से बोइंग 747 और 757 विमान मॉडल को शक्ति प्रदान करता है।
हनीवेल TPE331: टर्बोप्रॉप इंजन जो कम्यूटर विमान, सैन्य प्रशिक्षक, कृषि विमान और विशेष निगरानी और टोही ड्रोन अनुप्रयोगों में पसंद किए जाते हैं।
विशिष्ट टरबाइन पार्ट्स का चयन और संरचनात्मक विशेषताएं
चयनित टरबाइन घटकों में ब्लेड, वेन और नोजल सेगमेंट शामिल थे। विचारित महत्वपूर्ण संरचनात्मक विशेषताएं:
CFD विश्लेषण के माध्यम से अनुकूलित जटिल वायुगतिकीय ज्यामिति
उच्च तापीय प्रवणता को कम करने के लिए आंतरिक शीतलन मार्ग
वजन अनुकूलन के लिए पतली-दीवार विन्यास (0.8 मिमी मोटाई तक कम)
CMM का उपयोग करके सत्यापित ±0.05 मिमी के भीतर सटीक आयामी सहनशीलता
टरबाइन घटक निर्माण समाधान
कास्टिंग तैयारी: सटीक वैक्स पैटर्न और सिरेमिक मोल्ड का उत्पादन किया गया, जो एयरोस्पेस उद्योग मानकों के ±0.05 मिमी सहनशीलता के भीतर आयामी सटीकता बनाए रखता है।
वैक्यूम कास्टिंग: नियंत्रित वैक्यूम (≤10^-3 Pa) के तहत 1450°C पर वैक्यूम इंडक्शन मेल्टिंग इष्टतम रासायनिक संरचना स्थिरता के लिए संदूषण-मुक्त मेल्ट सुनिश्चित करता है।
नियंत्रित ठोसीकरण: पिघली हुई मिश्रधातु नियंत्रित शीतलन दरों पर प्रीहीटेड मोल्ड के भीतर जमती है ताकि 0.5–2 मिमी के औसत के साथ एकसमान अनाज संरचनाएं उत्पन्न हों।
हॉट आइसोस्टेटिक प्रेसिंग (HIP): घटकों को 1150°C और 150 MPa पर HIP के अधीन किया गया, जो आंतरिक सरंध्रता को प्रभावी ढंग से कम करता है और यांत्रिक और संरचनात्मक अखंडता बढ़ाता है।
हीट ट्रीटमेंट: हीट ट्रीटमेंट 1200°C पर 2 घंटे के लिए किया गया, तेज हवा शीतलन, उसके बाद 850°C पर 16 घंटे के लिए एजिंग।
सटीक CNC मशीनिंग: उच्च-सटीक CNC मशीनिंग की जाती है ताकि जटिल वायुगतिकीय प्रोफाइल और ±0.02 मिमी सटीकता की सहनशीलता के साथ महत्वपूर्ण आयाम प्राप्त किए जा सकें।
इलेक्ट्रिकल डिस्चार्ज मशीनिंग (EDM): EDM का उपयोग जटिल आंतरिक शीतलन मार्ग और 0.8 मिमी मोटाई तक के पतली-दीवार वाले फीचर्स को सटीक रूप से बनाने के लिए किया जाता है।
सतह फिनिशिंग और निरीक्षण: सतह फिनिशिंग को कठोर आयामी निरीक्षण (CMM), गैर-विनाशकारी परीक्षण (एक्स-रे, अल्ट्रासोनिक) के साथ जोड़ा गया, जो AS9100 मानकों के अनुपालन को सुनिश्चित करता है।
उच्च-तापमान मिश्रधातु पार्ट्स की मुख्य निर्माण चुनौतियां
सटीक अनाज आकार नियंत्रण (<2 मिमी) और एकरूपता बनाए रखना
सूक्ष्म संरचनात्मक दोषों को कम करना, जैसे माइक्रो-श्रिंकेज और कार्बाइड अवक्षेपण
जटिल ज्यामिति में सुसंगत यांत्रिक गुण सुनिश्चित करना
कठोर एयरोस्पेस विनिर्देशों के भीतर आयामी सटीकता
परिणाम और सत्यापन
अनाज आकार एकरूपता लगातार 0.5–2 मिमी के लक्ष्य सीमा के भीतर बनी रहती है, जो इष्टतम थकान शक्ति और यांत्रिक स्थिरता सुनिश्चित करती है।
गैर-विनाशकारी एक्स-रे और अल्ट्रासोनिक निरीक्षणों ने शून्य महत्वपूर्ण आंतरिक दोषों का पता लगाया, जिससे घटक अखंडता और एयरोस्पेस मानकों के अनुपालन की पुष्टि हुई।
तन्य शक्ति परीक्षणों ने कमरे के तापमान पर 1034 MPa से ऊपर प्रदर्शन की पुष्टि की, जिससे गंभीर परिचालन तनाव और तापमान के तहत विश्वसनीयता मान्य हुई।
थकान परीक्षण ने अनुकरणित परिचालन स्थितियों के तहत लक्षित 100,000 चक्रों को पार कर लिया, जिससे बढ़ी हुई स्थायित्व और विस्तारित सेवा जीवन क्षमताओं का प्रदर्शन हुआ।
अक्सर पूछे जाने वाले प्रश्न
IN713LC उच्च-तापमान टरबाइन अनुप्रयोगों में क्या विशिष्ट लाभ प्रदान करता है?
समदैशिक क्रिस्टल कास्टिंग के दौरान कौन से महत्वपूर्ण गुणवत्ता नियंत्रण लागू किए जाते हैं?
कौन से उद्योग मुख्य रूप से IN713LC समदैशिक क्रिस्टल कास्ट टरबाइन पार्ट्स का उपयोग करते हैं?
IN713LC टरबाइन घटकों के साथ आप कौन सी आयामी सहनशीलता प्राप्त कर सकते हैं?
उच्च-तापमान मिश्रधातु टरबाइन पार्ट्स में यांत्रिक विश्वसनीयता सुनिश्चित करने के लिए कौन सी परीक्षण विधियां हैं?
