ऑटोमोटिव टर्बोचार्जर ब्लेड्स स्टेलाइट सीएनसी मशीनिंग आपूर्तिकर्ता
स्टेलाइट टर्बोचार्जर ब्लेड मशीनिंग का परिचय
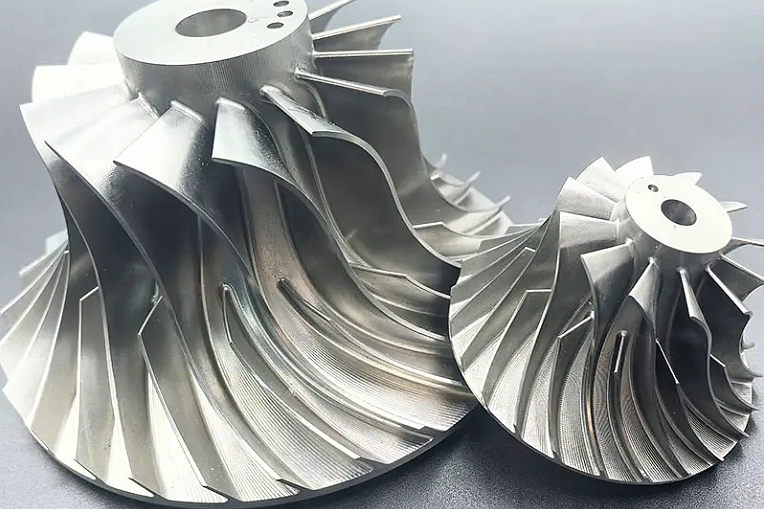
ऑटोमोटिव इंजनों में टर्बोचार्जर ब्लेड्स को अत्यधिक परिस्थितियों का सामना करना पड़ता है, जिसमें उच्च-गति घूर्णन, तीव्र थर्मल चक्रण और गंभीर अपघर्षक घिसाव शामिल हैं। न्यूवे एयरोटेक, एक विशेष स्टेलाइट सीएनसी मशीनिंग आपूर्तिकर्ता, उन्नत मशीनिंग विधियों का उपयोग करके सटीक ऑटोमोटिव टर्बोचार्जर ब्लेड्स का निर्माण करता है। स्टेलाइट 6 जैसे मजबूत कोबाल्ट-आधारित मिश्र धातुओं का उपयोग करते हुए, हम घिसाव, जंग और थर्मल थकान के प्रति असाधारण प्रतिरोध वाले ब्लेड्स प्रदान करते हैं, जो विशेष रूप से उच्च-प्रदर्शन ऑटोमोटिव टर्बोचार्जिंग अनुप्रयोगों के लिए तैयार किए गए हैं।
हमारी सटीक मशीनिंग क्षमताएं हमें ऑटोमोटिव उद्योग में एक विश्वसनीय आपूर्तिकर्ता के रूप में स्थापित करती हैं।
स्टेलाइट टर्बोचार्जर ब्लेड्स की मशीनिंग में मुख्य चुनौतियाँ
स्टेलाइट मिश्र धातुओं से टर्बोचार्जर ब्लेड्स की मशीनिंग में विशिष्ट चुनौतियाँ होती हैं:
थर्मल प्रतिरोध: ब्लेड्स को 850°C से अधिक निरंतर तापमान पर विश्वसनीय रूप से कार्य करना चाहिए।
घिसाव प्रतिरोध: तेज घूर्णन (>150,000 RPM) के दौरान ब्लेड टिप्स पर अपघर्षक घिसाव का प्रतिरोध।
सटीकता आवश्यकताएँ: ±0.005 मिमी के भीतर आया�ी सहनशीलता और Ra 0.8 µm जितनी बारीक सतह खत्म प्राप्त करना।
थकान सहनशीलता: चक्रीय थर्मल और यांत्रिक तनाव के तहत लंबी थकान जीवन सुनिश्चित करना।
स्टेलाइट टर्बोचार्जर ब्लेड्स के लिए सीएनसी मशीनिंग प्रक्रिया
सीएनसी मिलिंग और टर्निंग
मल्टी-एक्सिस सीएनसी मिलिंग जटिल वायुगतिकीय ब्लेड ज्यामिति को सटीकता के साथ प्राप्त करती है।
सीएनसी टर्निंग सटीक संकेंद्रिता और कड़ी सहनशीलता नियंत्रण सुनिश्चित करती है।
उच्च-कठोरता कार्बाइड टूलिंग स्टेलाइट की कठोरता (HRC 40–45) और कम मशीनीयता (स्टील के सापेक्ष 15–20%) का प्रबंधन करती है।
इलेक्ट्रिकल डिस्चार्ज मशीनिंग (ईडीएम)
वायर ईडीएम पारंपरिक मशीनिंग क्षमताओं से परे जटिल ब्लेड प्रोफाइल और आंतरिक ज्यामिति बनाती है।
±0.002 मिमी के भीतर असाधारण आयामी सटीकता और इष्टतम सतह खत्म (Ra 0.4–0.8 µm) प्राप्त करती है।
अवशिष्ट तनाव और संरचनात्मक विरूपण को कम करती है।
ब्लेड निर्माण विधियों की तुलना
निर्माण विधि | आयामी सटीकता | सतह खत्म | उत्पादन दक्षता | जटिलता प्रबंधन |
|---|---|---|---|---|
सीएनसी मिलिंग/टर्निंग | ±0.005 मिमी | Ra 0.8–1.6 µm | उच्च | मध्यम–उच्च |
वायर ईडीएम | ±0.002 मिमी | Ra 0.4–0.8 µm | मध्यम | बहुत उच्च |
वैक्यूम इन्वेस्टमेंट कास्टिंग | ±0.15 मिमी | Ra 3.2–6.3 µm | मध्यम–उच्च | उच्च |
सेलेक्टिव लेजर मेल्टिंग | ±0.10 मिम� | Ra 6.3–12.5 µm | मध्यम | उच्च |
निर्माण प्रक्रिया चयन रणनीति
सीएनसी मिलिंग/टर्निंग: सटीक टर्बोचार्जर ब्लेड्स के लिए आदर्श जिन्हें कड़े आयामी नियंत्रण (±0.005 मिमी) और दोहराने योग्य गुणवत्ता की आवश्यकता होती है।
इलेक्ट्रिकल डिस्चार्ज मशीनिंग (ईडीएम): अत्यधिक जटिल ज्यामिति के लिए इष्टतम जिन्हें उत्कृष्ट सटीकता (±0.002 मिमी) की आवश्यकता होती है।
वैक्यूम इन्वेस्टमेंट कास्टिंग: मध्यम सटीकता (±0.15 मिमी) पर जटिल ब्लेड आकृतियों की लागत-प्रभावी उत्पादन के लिए उपयुक्त।
सेलेक्टिव लेजर मेल्टिंग (एसएलएम): प्रोटोटाइपिंग और जटिल कूलिंग चैनल एकीकरण के लिए प्रभावी।
स्टेलाइट सामग्री प्रदर्शन मैट्रिक्स
सामग्री | कठोरता (HRC) | तन्यता शक्ति | अधिकतम तापमान | घिसाव प्रतिरोध | अनुशंसित ऑटोमोटिव उपयोग |
|---|---|---|---|---|---|
43–45 | 860 MPa | 850°C | असाधारण | टर्बोचार्जर ब्लेड्स | |
45–48 | 810 MPa | 800°C | उत्कृष्ट | उच्च-घिसाव ब्लेड किनारे | |
35–40 | 730 MPa | 850°C | श्रेष्ठ | जंग-प्रतिरोधी ब्लेड्स | |
20–35 | 930 MPa | 980°C | अच्छा | संरचनात्मक ब्लेड घटक | |
28–35 | 650 MPa | 900°C | उत्कृष्ट | थर्मल चक्रण घटक | |
51–55 | 960 MPa | 750°C | असाधारण | अत्यधिक घिसाव ब्लेड टिप्स |
सामग्री चयन रणनीति
स्टेलाइट 6: संतुलित शक्ति (860 MPa) और 850°C पर श्रेष्ठ घिसाव प्रतिरोध की आवश्यकता वाले ब्लेड्स के लिए इष्टतम।
स्टेलाइट 12: 45–48 HRC की कठोरता स्तरों पर ब्लेड किनारों के लिए असाधारण अपघर्षक प्रतिरोध के लिए चुना गया।
स्टेलाइट 21: संक्षारक परिस्थितियों के संपर्क में आने वाले टर्बोचार्जर घटकों के लिए आदर्श, 850°C तक के तापमान पर स्थिर।
स्टेलाइट 25: उच्च तापमान (980°C) पर उच्च शक्ति (930 MPa) की आवश्यकता वाली संरचनात्मक अखंडता के लिए चुना गया।
स्टेलाइट 31: तीव्र थर्मल चक्रण के अधीन ब्लेड्स के लिए अनुशंसित, 900°C पर उत्कृष्ट प्रतिरोध प्रदान करता है।
स्टेलाइट 3: ब्लेड टिप्स के लिए उपयोग किया जाता है जहाँ अत्यधिक घिसाव प्रतिरोध और कठोरता (55 HRC तक) की आवश्यकता होती है।
मुख्य पोस्ट-प्रोसेसिंग प्रौद्योगिकिय�ँ
हीट ट्रीटमेंट: ब्लेड सूक्ष्म संरचना, शक्ति और थकान प्रदर्शन में सुधार करती है।
हॉट आइसोस्टेटिक प्रेसिंग (एचआईपी): सरंध्रता को समाप्त करती है, अत्यधिक परिचालन स्थितियों के तहत ब्लेड अखंडता में काफी वृद्धि करती है।
थर्मल बैरियर कोटिंग (टीबीसी): सतह के तापमान को लगभग 200°C कम करके ब्लेड्स की सुरक्षा करती है, परिचालन जीवनकाल में सुधार करती है।
डायनेमिक बैलेंसिंग: 150,000 RPM से अधिक घूर्णन गति पर न्यूनतम कंपन और इष्टतम प्रदर्शन सुनिश्चित करती है।
उद्योग केस स्टडी: सीएनसी मशीनीकृत स्टेलाइट टर्बोचार्जर ब्लेड्स
न्यूवे एयरोटेक ने हाल ही में एक प्रमुख ऑटोमोटिव टर्बोचार्जिंग ओईएम के लिए सीएनसी-मशीनीकृत स्टेलाइट 6 टर्बोचार्जर ब्लेड्स वितरित किए। सटीक सीएनसी मिलिंग, उन्नत ईडीएम प्रक्रियाओं और व्यापक पोस्ट-प्रोसेसिंग (हीट ट्रीटमेंट, एचआईपी, डायनेमिक बैलेंसिंग) का लाभ उठाते हुए, हमने उद्योग-अग्रणी आयामी सटीकता (±0.005 मिमी), उत्कृष्ट घिसाव प्रतिरोध और श्रेष्ठ थकान जीवन प्राप्त किया, जो ग्राहक प्रदर्शन आवश्यकताओं से अधिक था।
हमारी सटीक मशीनिंग और सामग्री विशेषज्ञता हमें टर्बोचार्जर ब्लेड्स के एक प्रमुख आपूर्तिकर्ता के रूप में स्थापित करती है।
अक्सर पूछे जाने वाले प्रश्न
सीएनसी मशीनीकृत स्टेलाइट टर्बोचार्जर ब्लेड्स के लिए आपका विशिष्ट उत्पादन लीड टाइम क्या है?
क्या आप टर्बोचार्जर ब्लेड परियोजनाओं के लिए छोटी-मात्रा या प्रोटोटाइप रन को समायोजित कर सकते हैं?
��पके टर्बोचार्जर ब्लेड कौन से ऑटोमोटिव उद्योग प्रमाणन और गुणवत्ता मानकों को पूरा करते हैं?
क्या आप विशिष्ट टर्बोचार्जर अनुप्रयोगों के लिए उपयुक्त स्टेलाइट मिश्र धातुओं के चयन में तकनीकी सहायता प्रदान करते हैं?
कौन सी परीक्षण विधियाँ आपके सीएनसी-मशीनीकृत टर्बोचार्जर ब्लेड्स की विश्वसनीयता और प्रदर्शन सुनिश्चित करती हैं?
