Service de fabrication additive pour pièces personnalisées en superalliage Haynes 188 imprimées en 3...
Introduction à la fabrication additive du Haynes 188
Le Haynes 188 est un superalliage à base de cobalt réputé pour sa résistance exceptionnelle, sa résistance à l'oxydation et sa stabilité thermique à des températures allant jusqu'à 1095 °C. Il est largement utilisé dans les turbines à gaz, les chambres de combustion, les postcombusteurs et les composants de section chaude des moteurs où les alliages conventionnels échouent.
Chez Neway Aerotech, nos services d'impression 3D de superalliages permettent la fabrication de précision de pièces personnalisées en Haynes 188 par fusion laser sélective (SLM) pour des géométries complexes et des performances supérieures à haute température.
Capacités du procédé SLM pour les composants en Haynes 188
Paramètres de fabrication
Paramètre | Valeur | Description |
|---|---|---|
Technologie d'impression | Fusion laser sélective (SLM) | Permet la fabrication de formes complexes à haute résolution |
Épaisseur de couche | 30–50 µm | Prend en charge les parois minces, les conduits et les structures en treillis |
Atmosphère de la chambre | Argon, O₂ < 100 ppm | Prévient l'oxydation pendant l'impression |
Post-traitement | HIP, recuit de mise en solution, vieillissement | Améliore les propriétés de fatigue et de fluage |
Tolérances atteignables | ±0,05 mm | Adapté aux caractéristiques des chambres de combustion et des buses |
Pourquoi le Haynes 188 est idéal pour la fabrication additive
Propriété | Valeur | Avantage fonctionnel |
|---|---|---|
Limite de température | Jusqu'à 1095 °C | Adapté aux chemises de chambre de combustion et aux conduits de postcombusteur |
Résistance à l'oxydation | Excellente | Maintient l'intégrité dans les environnements de flamme à haute vitesse |
Résistance au fluage | Stable à >1000 °C | Durabilité à long terme dans les zones chaudes |
Soudabilité | Bonne en FA | Résistant aux fissures lors du refroidissement rapide |
Ductilité et résistance à la fatigue | Élevée | Fiable pour les charges thermiques et mécaniques cycliques |
Stratégie de post-traitement pour les pièces en Haynes 188 imprimées en 3D
HIP : 1180 °C à 100 MPa pendant 4 heures pour éliminer la porosité.
Recuit de mise en solution : 1175 °C pendant 2 heures suivi d'un refroidissement à l'air.
Vieillissement : Vieillissement optionnel à 870 °C pour améliorer la résistance.
Usinage : Finition CNC appliquée aux alésages de précision, aux surfaces d'étanchéité et aux filetages.
Passivation et polissage de surface utilisés pour les pièces exposées à la combustion.
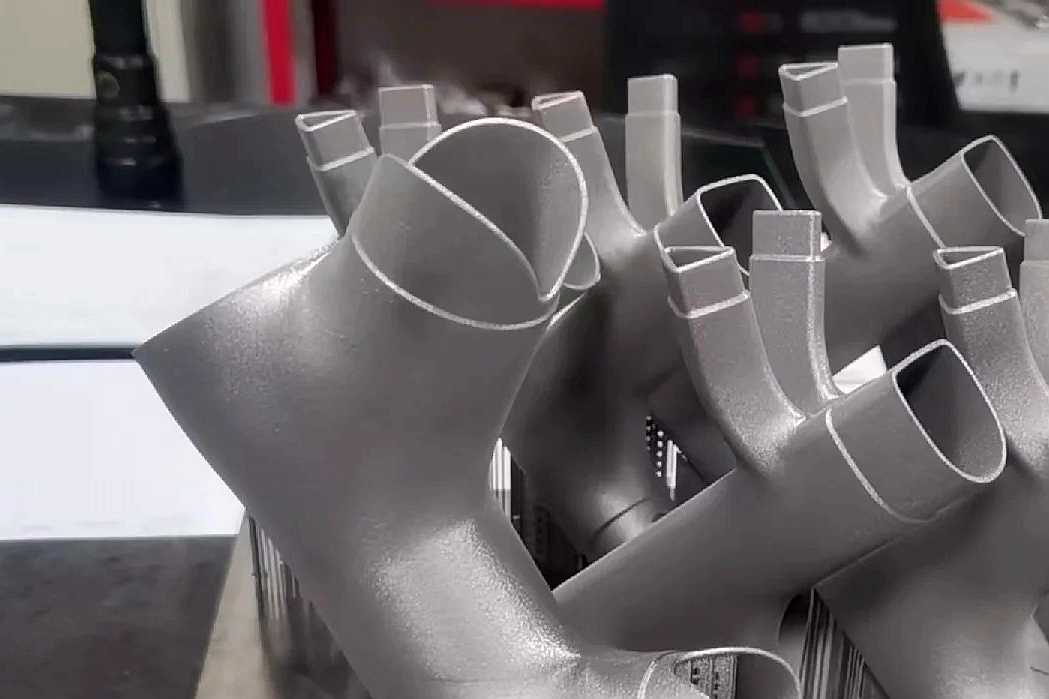
Étude de cas : Swirler en Haynes 188 imprimé en 3D pour chambre de combustion aérospatiale
Contexte du projet
Un fabricant de turbines à gaz avait besoin d'un composant swirler personnalisé pour une chambre de combustion à haute température. La pièce nécessitait des aubes intricées, des canaux d'écoulement internes et un fonctionnement à long terme à 1000 °C. La coulée traditionnelle ne pouvait pas atteindre la géométrie de paroi mince et de canal requise.
Flux de travail de fabrication
Conception : Modèle CAO avec une épaisseur d'aube de 1 mm et des déviateurs de flux intégrés.
Matériau : Poudre atomisée de Haynes 188, D50 = 35 µm.
Impression : SLM avec une épaisseur de couche de 40 µm, laser de 350 W.
Post-traitement : HIP + recuit + usinage CNC des brides et des alésages internes.
Inspection : La MMT et le END par rayons X ont assuré la conformité dimensionnelle et métallurgique.
Résultats et vérification
Le swirler en Haynes 188 imprimé a résisté à des tests cycliques de flamme de 1200 heures à 980–1040 °C sans formation de fissures ni dommages dus à l'oxydation. La résistance à la traction finale a dépassé 930 MPa, et les passages internes ont maintenu un écoulement lisse et propre sans porosité détectée par scan CT.
FAQ
Quelles industries bénéficient le plus des composants en Haynes 188 imprimés en 3D ?
Comment le Haynes 188 se compare-t-il à l'Inconel 625 ou 718 dans les utilisations à haute température ?
Quelle est la taille maximale de pièce imprimable en Haynes 188 par SLM ?
Les scans CT et les inspections par rayons X sont-ils inclus pour les composants de combustion ?
Le Haynes 188 peut-il être utilisé pour les pièces de section chaude rotatives et statiques ?
