Pièces de turbine en superalliage en petite série pour la validation de prototype
Les pièces de turbine en superalliage en petite série sont généralement commandées pour valider un matériau, une voie de coulée, une surépaisseur d'usinage, une caractéristique de refroidissement, une interface de revêtement ou une méthode d'inspection avant qu'un acheteur ne s'engage dans une production répétitive. Une demande de devis (RFQ) pour un prototype ne doit pas être traitée comme une commande de lot normal avec une quantité réduite. Le devis nécessite un objectif de validation clair, car un premier lot de pales de turbine, d'aubes directrices, de carénages, d'écrans thermiques, d'équipements de chambre de combustion ou de composants de tuyère peut nécessiter un examen supplémentaire du processus et des preuves d'inspection qui n'apparaîtraient pas dans une simple demande de prix unitaire.
NewayAeroTech peut examiner les projets de composants de turbine à faible volume et de prototypes via la coulée à cire perdue sous vide, l'usinage CNC de superalliages, le support d'impression 3D de superalliages lorsque cela est approprié, et les essais et analyses de matériaux. Ce travail constitue un support de fabrication personnalisée pour la validation par l'acheteur, et non un remplacement de l'approbation finale de la conception, de la libération du moteur ou du processus de qualification de production de l'acheteur.

Limites du prototype avant l'outillage de production
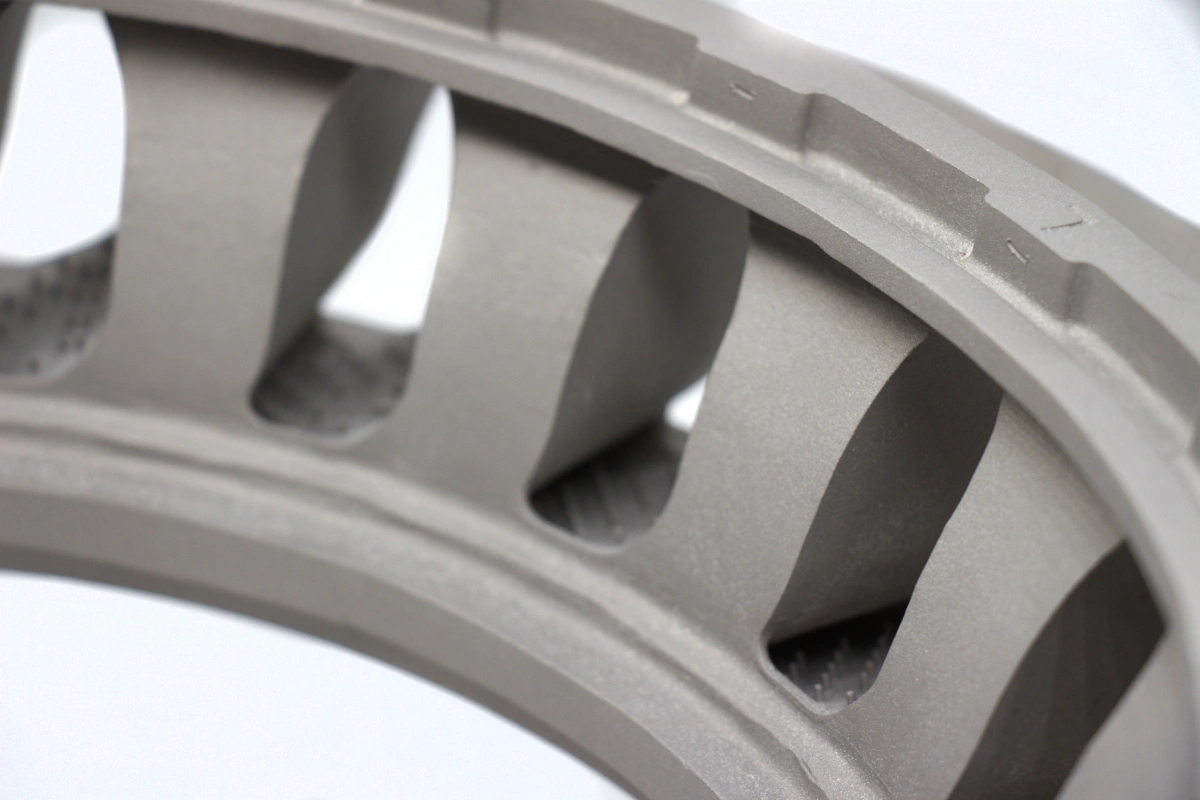
Les acheteurs doivent d'abord définir ce que le prototype est censé prouver. Un échantillon de pale de turbine peut tester la coulabilité du profil aérodynamique, la matière d'usinage du pied, la faisabilité des caractéristiques de refroidissement ou une voie de matériau. Un échantillon d'aube directrice peut tester le comportement du noyau céramique à paroi mince, la distorsion de la plateforme, l'usinage de la face d'étanchéité ou l'acceptation par radiographie. Un échantillon de carénage ou d'écran thermique peut tester le retrait de coulée, les surfaces de préparation au revêtement et les références d'assemblage. Sans cette limite, le fournisseur peut proposer un devis pour une pièce qui semble correcte mais qui ne répond pas à la question de validation de l'acheteur.
La demande de devis doit également indiquer si le lot d'échantillons est uniquement une ébauche de coulée, un essai d'usinage semi-fini ou un composant prêt pour les tests de l'acheteur. Ces états de livraison nécessitent des efforts d'outillage, des enregistrements de processus, des rapports de MMT, un calendrier de ressuage (FPI), un examen par radiographie, un traitement thermique, un HIP (compaction isostatique à chaud) et un contrôle de surface final différents. Une faible quantité ne supprime pas la nécessité de définir la voie d'acceptation.
Objectif du prototype | Exemple de pièce typique | Décision RFQ avant le devis |
|---|---|---|
Vérification de la coulabilité | Pale, aube directrice, écran thermique ou carénage avec des transitions de paroi difficiles. | Confirmer l'alliage, la voie, les zones à risque de paroi et les preuves d'échantillon requises. |
Vérification de la surépaisseur d'usinage | Pied de pale, plateforme, face d'étanchéité, bossage, bride ou plot de référence. | Marquer la surépaisseur de matière, les surfaces finales et les points de rapport MMT. |
Essai de refroidissement ou de caractéristique de trou | Passages de profil aérodynamique, trous percés, fentes EDM ou motifs de trous de chemise. | Définir si le fournisseur propose un devis pour les trous, les caractéristiques pilotes ou uniquement la matière de coulée. |
Essai de méthode d'inspection | Aube directrice à paroi mince, pièce moulée à noyau ou composant de section chaude à haute valeur. | Choisir le ressuage (FPI), la radiographie, la tomographie (CT), la MMT ou la métallographie avant la libération de l'échantillon. |
Choix d'outillage et de modèles pour les coulées à faible volume
Les demandes de devis en petite série nécessitent souvent une discussion sur l'outillage avant la comparaison des prix. L'outillage dur peut convenir à la production répétitive ou à une géométrie nécessitant un contrôle stable du modèle en cire. L'outillage souple, les modèles imprimés ou les voies de modèles de prototype peuvent convenir à une validation précoce lorsque l'acheteur s'attend à des modifications de conception après l'examen du premier échantillon. Le coût d'entrée inférieur peut être utile, mais l'acheteur doit comprendre que les choix de modèles de prototype peuvent affecter la répétabilité dimensionnelle, l'état de surface et le nombre d'itérations de conception autorisées.
NewayAeroTech peut examiner si une voie de coulée à cire perdue sous vide doit commencer par un outillage de prototype, une approche par modèle imprimé ou un outil plus orienté vers la production. La décision doit suivre l'épaisseur de paroi de la pièce, le détail des caractéristiques, l'alliage, l'exigence d'inspection, la quantité et la probabilité de modification de la conception. Une voie de prototype est réussie lorsqu'elle rend la prochaine décision d'ingénierie plus claire, et non simplement lorsqu'elle réduit le premier devis.
Voie de modèle ou d'outillage | Où cela peut-il convenir | Prudence de l'acheteur |
|---|---|---|
Outillage de prototype | Coulées de turbine à faible volume avec des mises à jour géométriques probables après l'examen du premier article. | Définir le nombre de révisions de conception que l'acheteur attend. |
Voie de modèle imprimé | Validation précoce de la coulée, géométrie de prototype complexe ou discussion rapide sur les échantillons. | Vérifier l'état de surface, la stabilité du modèle et les attentes dimensionnelles. |
Outillage orienté production | Conceptions stables évoluant vers des lots répétitifs. | Un effort initial plus élevé ne peut être justifié que lorsque la conception est mature. |
Séquence de coulée, CNC, HIP et inspection pour les échantillons
Une pièce de turbine de prototype doit être devisée comme un processus complet, et non comme une coulée isolée. La coulée sous vide peut créer l'ébauche ; le traitement thermique et le HIP peuvent être requis par le plan ou le plan de validation ; l'usinage CNC peut préparer les références, les faces de pied, les surfaces d'étanchéité ou les interfaces d'assemblage ; l'EDM ou le perçage peut créer des caractéristiques de refroidissement ou de flux ; l'inspection confirme ensuite si l'échantillon répond à la question de l'acheteur. Si la séquence n'est pas définie, chaque fournisseur peut supposer un état de livraison différent.
Les acheteurs doivent décider quelles preuves sont nécessaires à chaque point d'arrêt. La radiographie ou la tomographie (CT) peut être utile avant l'usinage d'une aube directrice ou d'une pale à noyau. Le ressuage (FPI) peut être requis après la coulée et à nouveau après l'usinage. La MMT doit être liée aux références et aux surfaces qui affectent la validation par l'acheteur. La métallographie ou l'analyse chimique doit être spécifiée lorsque l'état du matériau fait partie de la décision concernant l'échantillon.
Étape du processus | Risque de prototype contrôlé | Preuve utile |
|---|---|---|
Coulée sous vide | Remplissage, retrait, position du noyau, épaisseur de paroi et définition des caractéristiques. | Examen de la coulée, radiographie ou CT si nécessaire, et notes de processus. |
Traitement thermique ou HIP | État du matériau et attentes de solidité interne. | Enregistrement du processus et inspection définie par l'acheteur après traitement. |
Usinage CNC | Contrôle des références, interfaces, pieds, étanchéités et caractéristiques d'assemblage. | Rapport MMT pour les dimensions marquées et retour sur la surépaisseur d'usinage. |
Inspection finale | Acceptabilité de l'échantillon avant le gel de la conception ou un petit lot répétitif. | Ressuage (FPI), rapport dimensionnel, dossier matériel et liste des problèmes ouverts. |
Facteurs de coût et de délai que les acheteurs doivent définir
Le coût du prototype n'est pas contrôlé uniquement par la quantité. Une commande d'échantillon de deux pièces peut être coûteuse lorsqu'elle nécessite un nouvel outillage, un alliage difficile, des noyaux céramiques, une coulée à paroi mince, un HIP, plusieurs configurations d'usinage, un ressuage (FPI), une radiographie, une tomographie (CT), une MMT et des essais de matériaux. Une commande de dix pièces peut être plus efficace lorsque la géométrie est stable et que l'inspection est ciblée. Les acheteurs obtiennent des devis plus utiles lorsqu'ils séparent les preuves de validation requises des preuves optionnelles qui peuvent être ajoutées après le premier examen.
La planification du calendrier doit également inclure le temps de réponse de l'acheteur. Si le fournisseur livre un essai de coulée et que l'acheteur prend plusieurs semaines pour examiner les coupes transversales, les données MMT ou la surépaisseur d'usinage, l'étape suivante de l'échantillon ne peut pas avancer correctement. La demande de devis doit indiquer qui approuve les plans, qui accepte les écarts d'échantillon et si le premier article est autorisé à déclencher une mise à jour contrôlée de la conception.
La quantité d'échantillons doit inclure les pièces consommées par la validation. Si une coulée est sectionnée pour l'examen des parois, une autre est usinée pour la vérification des références et une troisième est conservée pour l'assemblage ou les vérifications de revêtement par l'acheteur, la demande de devis ne doit pas demander une seule pièce livrable. Un lot de prototype peut inclure des coupons témoins, des coulées supplémentaires pour une inspection destructive ou des ébauches de rechange pour des essais d'usinage lorsque l'acheteur souhaite des preuves avant de geler la conception. Indiquer cela au stade du devis évite la confusion entre la quantité expédiée et la quantité de validation.
Preuves du premier article avant la libération de la production
Le premier article ne doit pas être jugé uniquement sur la base de la ressemblance de l'échantillon avec le modèle CAO. Les acheteurs doivent demander quelles preuves sont nécessaires avant de passer de la validation du prototype à un lot répétitif. Pour les pièces de section chaude de turbine, cela peut inclure des cartes dimensionnelles, un examen des défauts de coulée, des vérifications d'orientation ou de grain le cas échéant, l'identité du matériau, l'enregistrement du traitement thermique, des notes d'usinage et une liste des risques de fabrication non résolus. Le premier article est un point d'apprentissage pour les deux parties.
NewayAeroTech peut prendre en charge la fabrication d'échantillons personnalisés et la documentation d'inspection, mais l'acheteur doit décider si l'échantillon répond à ses propres critères de conception et d'application. Si un échantillon utilisé ou une pièce existante est fourni comme référence, l'usure, l'oxydation, la déformation, les résidus de revêtement ou les réparations précédentes peuvent fausser la géométrie. La demande de devis doit définir si l'échantillon est uniquement une référence ou une source approuvée pour la rétro-ingénierie.
Liste de contrôle RFQ pour les pièces de turbine en petite série
Envoyez le plan 2D, le modèle 3D, la nuance de matériau, la fonction du composant, la quantité cible, l'objectif du prototype, l'état de livraison, l'usinage requis, l'exigence de traitement thermique ou de HIP, la portée de l'inspection, la norme d'acceptation et l'étape suivante attendue après l'examen de l'échantillon. Si l'acheteur a besoin d'une comparaison entre la coulée, une voie de prototype assistée par fabrication additive (AM) et l'usinage à partir de stock, indiquez clairement cette comparaison afin que le fournisseur puisse proposer des options au lieu de supposer une seule voie.
Une demande de devis solide en petite série rend le travail du fournisseur visible : examen du processus, décision d'outillage, essai de coulée, post-traitement, usinage et preuves d'inspection. Elle rend également la responsabilité de l'acheteur visible : approbation de la conception, critères d'acceptation, validation de l'application et timing de la décision après le premier article. Cette division donne au prototype un objectif pratique avant que l'investissement de production n'augmente.
FAQ connexes
Pourquoi le prototypage rapide est-il essentiel dans la production de composants de turbine à gaz ?
Comment le prototypage rapide peut-il améliorer le développement des pièces de turbine ?
Quelles inspections sont utiles pour les pièces en superalliage coulées sous vide ?
Quels sont les alliages les plus couramment utilisés dans les composants de turbine à gaz ?