Inconel 738LC, FSX-414 et Haynes 188 pour les demandes de devis (RFQ) de composants de la veine gaze...
Inconel 738LC, FSX-414 et Haynes 188 pour les demandes de devis (RFQ) de composants de la veine gazeuse chaude
Résumé de la réponse directe
L'utilisation d'Inconel 738LC, FSX-414 et Haynes 188 pour les demandes de devis (RFQ) de composants de la veine gazeuse chaude est un sujet matériel pour les acheteurs ayant besoin d'une chaîne de fabrication contrôlée pour les chemises de chambre de combustion, les pièces de transition, les aubes de turbine, les carénages, les segments d'étanchéité et les écrans thermiques métalliques. L'examen doit relier l'Inconel 738LC, l'Inconel 625, le Hastelloy X, le Haynes 188, le FSX-414, les alliages de cobalt, la fonderie, l'usinage CNC, l'électro-érosion (EDM), le traitement thermique, les revêtements barrière thermique (TBC), les revêtements résistant à l'oxydation, l'inspection, la géométrie, les preuves d'inspection et les conditions de livraison avant toute comparaison de prix.
NewayAeroTech examine ce travail par le biais de la fonderie de précision sous vide sur la base des plans, échantillons, notes relatives aux matériaux, quantités, exigences de tolérance, état de surface et normes d'acceptation du client. Le projet doit faire l'objet d'un devis en tant que fabrication personnalisée selon les exigences du client, et non en tant que stock OEM d'origine ou revente de pièces de rechange issues d'un catalogue.

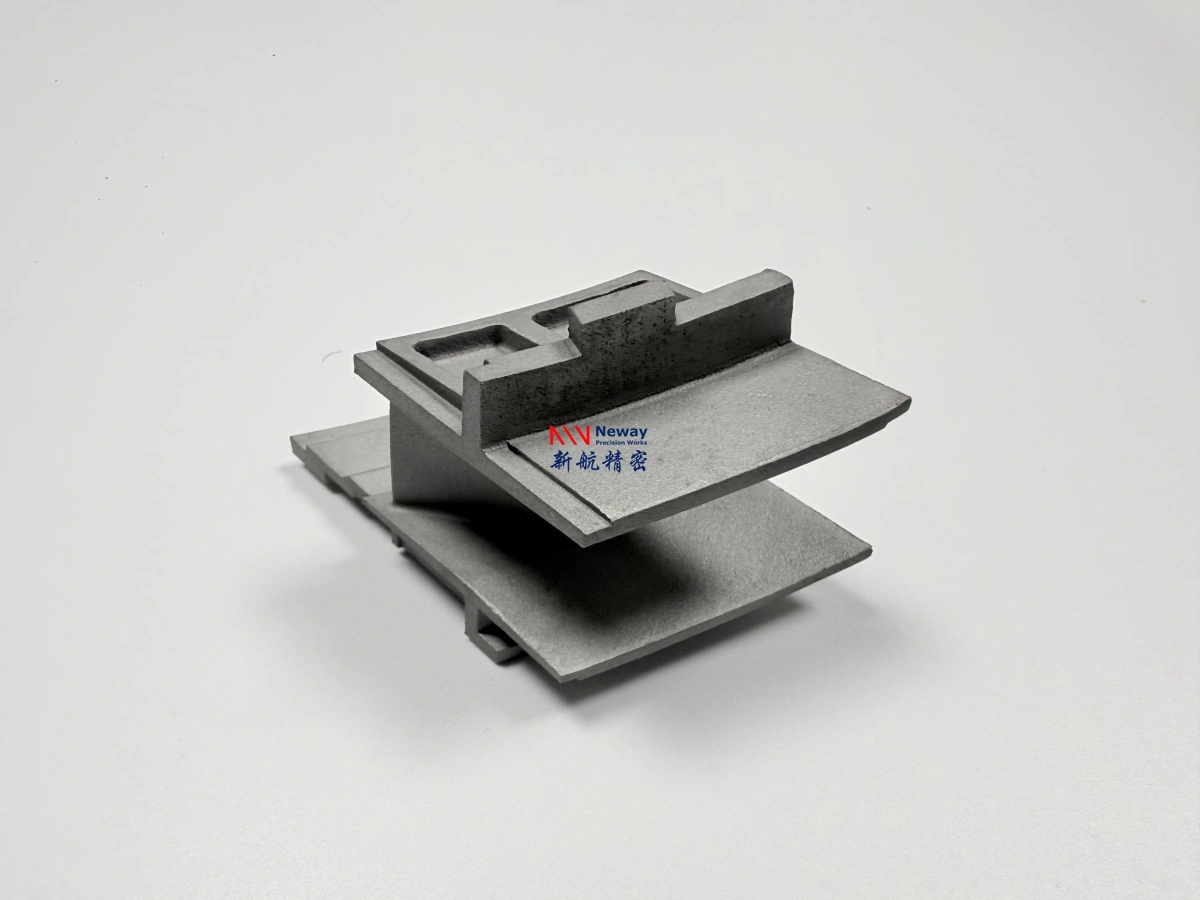
Tableau d'examen des matériaux et des composants
Une réponse utile de la part du fournisseur doit rendre la chaîne de fabrication visible dès le début. Les acheteurs doivent voir ce qui est confirmé, ce qui reste conditionnel, quels dossiers sont inclus et quelles exigences nécessitent une confirmation du client.
Point d'examen | Ce que les acheteurs doivent vérifier | Risque en cas d'omission |
|---|---|---|
Plan et révision | Plan 2D actuel, modèle 3D, état de l'échantillon et notes contrôlées. | Le fournisseur peut proposer un devis basé sur une géométrie ou une version de plan incorrecte. |
Responsabilité matérielle | Inconel 738LC, Inconel 625, Hastelloy X, Haynes 188, FSX-414, alliages de cobalt | Les hypothèses de fabrication peuvent ne pas correspondre à l'alliage ou aux spécifications du client. |
Portée du processus | Fonderie, usinage CNC, électro-érosion (EDM), traitement thermique, TBC, revêtement résistant à l'oxydation, inspection | Le devis peut exclure des étapes nécessaires pour le composant fini. |
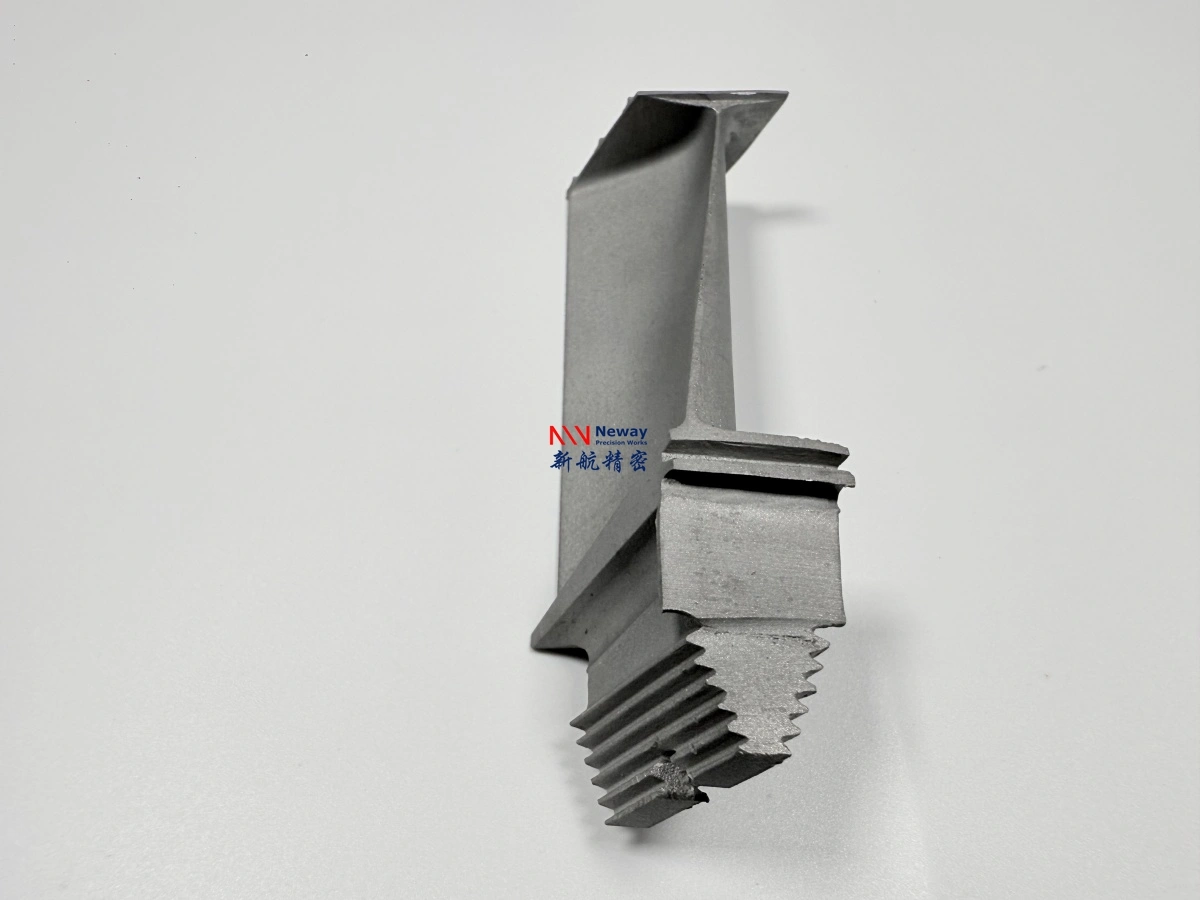
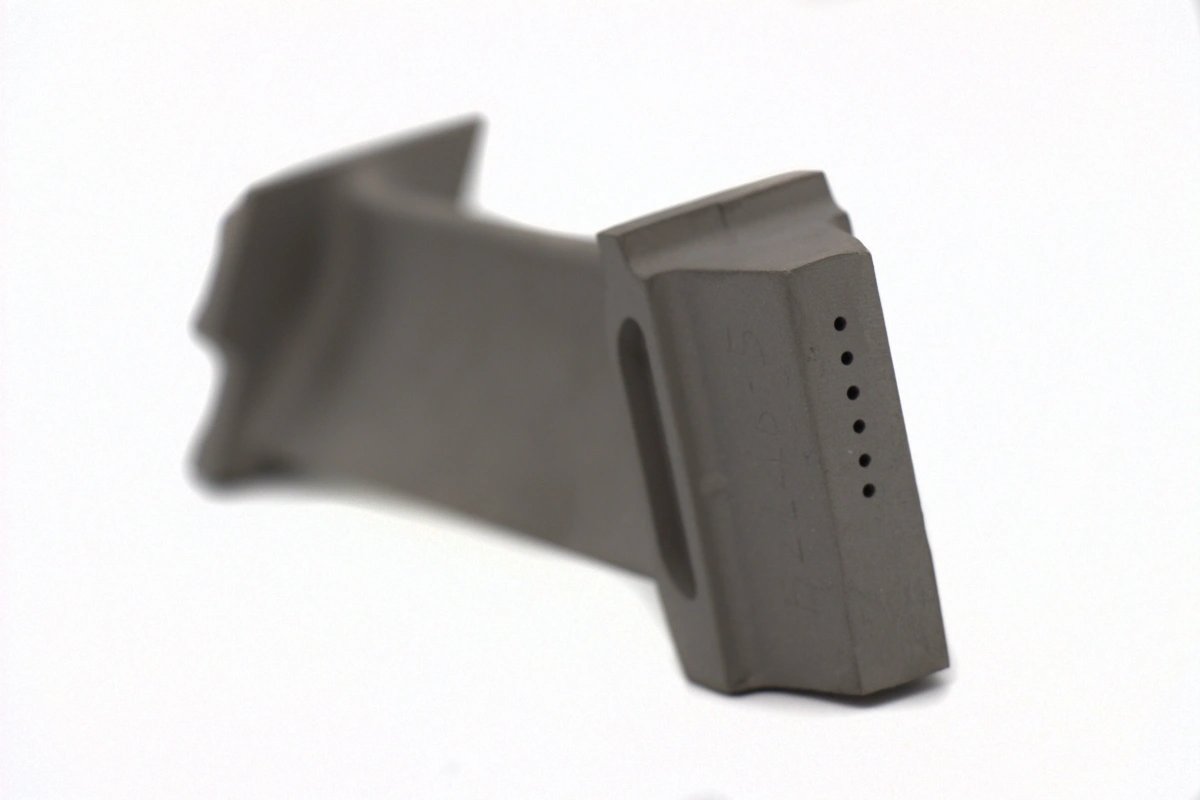
Fonction du composant | Chemises de chambre de combustion, pièces de transition, aubes de turbine, carénages, segments d'étanchéité, écrans thermiques métalliques | Les surfaces critiques et l'environnement opérationnel peuvent être négligés. |
Preuves d'inspection | MMT, ressuage (FPI), radiographie (X-ray), métallographie, analyse chimique, dureté ou dossiers spécifiques au projet. | Les preuves d'approbation peuvent apparaître après la comparaison des prix au lieu d'avoir lieu avant la commande. |
Pourquoi la responsabilité de la chaîne de fabrication des matériaux est importante
Compatibilité des matériaux entre les aubes, les chemises, les écrans thermiques et les pièces de transition. Pour les moteurs aéronautiques, les turbines à gaz industrielles, les moteurs de turbine pour UAV, la production d'énergie, ainsi que les applications pétrolières et gazières à haute température, la chaîne de fabrication doit être définie autour de la pièce réelle plutôt que par un nom de service générique.
Pour ces projets, la définition de la chaîne de fabrication doit relier le matériau sélectionné, tel que l'Inconel 738LC, l'Inconel 625, le Hastelloy X, le Haynes 188, le FSX-414 ou les alliages de cobalt, avec la fonderie, l'usinage CNC, l'électro-érosion (EDM), le traitement thermique, les TBC, les revêtements résistant à l'oxydation et l'inspection. Cela est particulièrement important pour les chemises de chambre de combustion, les pièces de transition, les aubes de turbine, les carénages, les segments d'étanchéité et les écrans thermiques métalliques, où l'état de surface, les éléments de référence, les zones de revêtement, les détails de refroidissement ou l'accès pour l'inspection peuvent modifier la chaîne de fabrication du fournisseur.
Chaîne de fabrication des matériaux : de la demande de devis (RFQ) à la livraison
Étape de la chaîne | Objectif | Point de contrôle pour l'acheteur |
|---|---|---|
Examen de la RFQ et des plans | Confirmer la révision, la nuance de matériau, la fonction du composant, le contexte d'application et les normes du client. | Envoyer le plan, le modèle 3D, les notes sur l'échantillon et les exigences d'inspection. |
Examen du processus principal | Confirmer si le projet correspond à l'examen RFQ pour la fonderie de précision sous vide. | Préciser l'état fini, la quantité et les dossiers de livraison requis. |
Examen des processus de soutien | Définir les travaux de soutien tels que le revêtement TBC et l'étude de cas sur le revêtement d'écrans thermiques métalliques en Inconel 738LC. | Séparer les étapes obligatoires de l'examen technique optionnel. |
Post-traitement et inspection | Planifier le revêtement TBC, les contrôles dimensionnels, l'état de surface et le calendrier des rapports. | Lister les preuves requises : MMT, ressuage (FPI), radiographie (X-ray), métallographie, etc. |
Dossier de livraison | Définir l'état fini, les certificats, les rapports, l'emballage, les exclusions et les questions en suspens. | Rendre visibles les limites du devis avant l'émission de la commande. |
Compatibilité des matériaux et des composants
La compatibilité des matériaux doit être rédigée en termes techniques, et non sous forme d'une simple liste d'alliages. L'Inconel 738LC, l'Inconel 625, le Hastelloy X, le Haynes 188, le FSX-414 et les alliages de cobalt peuvent nécessiter différentes limites de processus, conditions thermiques, préparations de surface, marges d'usinage et preuves d'inspection selon la fonction du composant.
La compatibilité des composants modifie également la chaîne de fabrication pour les chemises de chambre de combustion, les pièces de transition, les aubes de turbine, les carénages, les segments d'étanchéité et les écrans thermiques métalliques. Les parois minces, les caractéristiques de montage, les trous de refroidissement, les faces d'étanchéité, les zones de revêtement et l'exposition à haute température peuvent changer les dossiers de fabrication et d'inspection utiles.
La même note relative au matériau peut donc conduire à différentes questions de la part des fournisseurs. Les acheteurs doivent identifier les surfaces critiques et les dossiers d'acceptation avant de comparer les fournisseurs.
Exigences d'inspection et de documentation
Les exigences d'inspection doivent être nommées avant la comparaison des fournisseurs. L'étude de cas sur le revêtement d'écrans thermiques en Inconel 738LC peut soutenir les preuves dimensionnelles, tandis que le ressuage (FPI), la radiographie (X-ray), la métallographie, l'analyse chimique, la dureté, les essais de traction, l'inspection de surface ou les dossiers de revêtement peuvent être exigés par le plan.
Le plan d'inspection doit expliquer quels contrôles ont lieu avant la finition, quels contrôles ont lieu après la finition et quels rapports sont expédiés avec les pièces. Sans cette distinction, deux fournisseurs peuvent proposer des portées différentes tout en semblant répondre à la même demande de devis (RFQ).
Surfaces critiques et preuves d'acceptation
L'acheteur doit identifier les surfaces critiques avant de demander aux fournisseurs de chiffrer la chaîne de fabrication. Les interfaces, les faces d'étanchéité, les sections de profil aérodynamique, les caractéristiques des chemises, les passages de refroidissement, les surfaces de revêtement et les éléments de référence peuvent nécessiter un calendrier d'inspection différent.
Le langage d'acceptation doit rester conditionnel lorsque la norme du client fait défaut. Cela est plus sûr que de promettre des résultats sans connaître la révision du plan, la méthode d'inspection, le format du rapport et les critères de rejet.
Les preuves matérielles et dimensionnelles doivent être examinées ensemble. Une pièce peut répondre aux attentes matérielles mais échouer nonetheless en termes d'ajustement final si l'usinage, le revêtement ou la portée de l'inspection ne sont pas définis tôt.
Adéquation du fournisseur pour les projets spécifiques aux matériaux
L'adéquation du fournisseur doit être jugée sur la chaîne de fabrication complète, et non sur un seul nom de processus. Le tableau ci-dessous sépare les travaux de fabrication personnalisée appropriés des demandes qui doivent être traitées comme de l'approvisionnement en pièces de rechange issues d'un catalogue.
Exigence du projet | Adéquation pour NewayAeroTech | Note commerciale |
|---|---|---|
Pièces personnalisées pour turbines et sections chaudes | Approprié lorsque les plans, les nuances de matériaux, les quantités et les besoins d'inspection sont fournis. | Idéal pour la fabrication basée sur des plans. |
Chaîne de fabrication plus processus de soutien | Approprié lorsque la fonderie, l'usinage CNC, l'électro-érosion (EDM), le traitement thermique, les TBC, les revêtements résistant à l'oxydation, l'inspection et les opérations de soutien nécessitent un examen unique. | La portée doit définir la livraison à l'état brut, semi-fini ou fini. |
Livraison pilotée par l'inspection | Approprié lorsque la MMT, le ressuage (FPI), la radiographie (X-ray), la métallographie, l'analyse chimique ou des dossiers de rapports sont requis. | Les dossiers doivent être listés avant la comparaison des fournisseurs. |
Prototype ou production répétée | Approprié lorsque la RFQ indique l'étape du projet, le contrôle des révisions et les preuves d'acceptation. | Les travaux de prototype peuvent nécessiter davantage de questions techniques. |
Stock de pièces de rechange OEM d'origine | Non adapté. NewayAeroTech ne vend pas de pièces de stock OEM d'origine. | Deviser en tant que fabrication personnalisée selon les exigences du client. |
Étape du projet et portée commerciale
Les lots de développement et la production répétée nécessitent une gestion différente. Un lot de développement peut nécessiter des retours techniques plus larges, tandis que la production répétée nécessite généralement un contrôle stable des révisions, des modèles d'inspection et des dossiers de livraison cohérents.
Les acheteurs doivent comparer les exclusions, et non seulement les étapes incluses. L'inspection par tierce partie, les points de témoignage, les essais destructifs, l'emballage spécial, les rapports spécifiques à une révision ou les formats de documents clients peuvent nécessiter un devis séparé.
Si deux devis semblent proches en prix, comparez les preuves derrière le prix. Un devis qui inclut l'examen de la chaîne de fabrication, des rapports contrôlés et la responsabilité de l'état fini peut réduire le travail de clarification ultérieur.
Données RFQ pour l'examen des matériaux et de la chaîne de fabrication
Informations RFQ | Pourquoi c'est important |
|---|---|
Plan 2D et modèle 3D | Définit la géométrie, les tolérances, les références de datum, l'accès aux caractéristiques et les marges. |
Nuance et spécification du matériau | Contrôle la responsabilité matérielle, les hypothèses de processus et les preuves d'acceptation. |
Quantité et étape de commande | Sépare la logique de prototype, de lot pilote, de réparation, de remplacement et de production répétée. |
État fini | Clarifie la livraison à l'état brut, semi-fini, usiné, revêtu, inspecté ou documenté. |
Norme d'inspection | Définit la MMT, le ressuage (FPI), la radiographie (X-ray), la métallographie, les certificats, le format du rapport et le calendrier. |
Environnement d'application | Aide à examiner la température, la corrosion, la fatigue, l'usure, le besoin de revêtement et les risques de service à haute température. |
Notes commerciales pour la comparaison des chaînes de fabrication
Une réponse courte d'un fournisseur peut toujours être utile lorsqu'elle sépare la portée confirmée des hypothèses. Le fournisseur doit identifier les questions en suspens au lieu de les cacher dans des affirmations générales sur ses capacités.
Un examen pratique doit laisser à l'acheteur une courte liste d'étapes confirmées, d'étapes conditionnelles, de documents requis, de rapports optionnels, d'exclusions et de conditions de livraison. Ce format est plus facile à approuver pour les équipes d'achat et d'ingénierie.
Avant l'émission de la commande, les deux parties doivent convenir de la manière dont les points techniques en suspens seront clos. Cela peut inclure la confirmation de la révision du plan, l'approbation de l'échantillon, le format du rapport, les points d'arrêt d'inspection ou une note d'examen technique écrite.
Limites de fabrication avant approbation
Le devis doit définir où commence et où se termine la responsabilité de NewayAeroTech. Pour certains projets, la portée demandée peut être une ébauche de fonderie, une ébauche imprimée, une pièce semi-finie usinée, un composant revêtu ou un assemblage final inspecté ; chaque option entraîne des coûts, des délais et des exigences de preuves différents.
Cette limite doit être visible avant que l'acheteur ne compare les fournisseurs. Si le revêtement, les essais destructifs, la conception de gabarits, les points de témoignage du client, le nettoyage spécial ou les rapports de tierce partie sont hors de la portée de base, l'acheteur doit le savoir avant l'émission de la commande.
La même règle s'applique au calendrier et au transfert de documents. Un devis réaliste doit montrer quelles questions techniques doivent être résolues avant la production et quels dossiers sont livrés avec les pièces.
Calendrier d'inspection et propriété des rapports
Le calendrier d'inspection peut modifier la chaîne de fabrication autant que le processus lui-même. Un rapport dimensionnel avant le revêtement ne répond pas à la même question qu'un rapport MMT final après le revêtement, l'usinage ou le traitement thermique.
La propriété des rapports doit également être claire. La RFQ doit indiquer si les dossiers sont nécessaires pour un examen technique interne, une approbation de premier article, une soumission au client, un contrôle de production répétée ou une expédition avec chaque lot. Cela permet de garder les preuves d'acceptation traçables.
Conclusion
L'utilisation d'Inconel 738LC, FSX-414 et Haynes 188 pour les demandes de devis (RFQ) de composants de la veine gazeuse chaude est utile lorsque les acheteurs doivent comparer une véritable portée de fabrication, et non simplement un prix de service unique. NewayAeroTech peut examiner les projets de chemises de chambre de combustion, de pièces de transition, d'aubes de turbine, de carénages, de segments d'étanchéité et d'écrans thermiques métalliques, et suggérer une chaîne de fabrication personnalisée soumise à la géométrie, au matériau, à la norme d'inspection et aux exigences du client.
Pour obtenir un devis, envoyez les plans, la nuance de matériau, la quantité, les exigences de tolérance, l'état de surface, les attentes en matière de traitement thermique ou de revêtement, les normes d'inspection, ainsi que tout échantillon ou contexte d'application. Cela donne aux équipes d'achat et d'ingénierie une base plus claire pour comparer la portée, les risques et la documentation des fournisseurs.
FAQ connexes
FAQ