Desafíos de la Fundición al Vacío y el Mecanizado CNC para Componentes NGV2 de Inconel 713LC
Los componentes NGV2 de Inconel 713LC son piezas críticas de la sección caliente utilizadas en motores de turbina de turbochorro pequeños, turbofán pequeños, UAV y UCAV. NGV2 suele referirse a una Etapa 2 de Álabes Directores de Tobera o álabes directores de tobera de segunda etapa, que controlan la dirección, velocidad y distribución de presión del gas de alta temperatura antes de que entre en la siguiente etapa del rotor de la turbina.
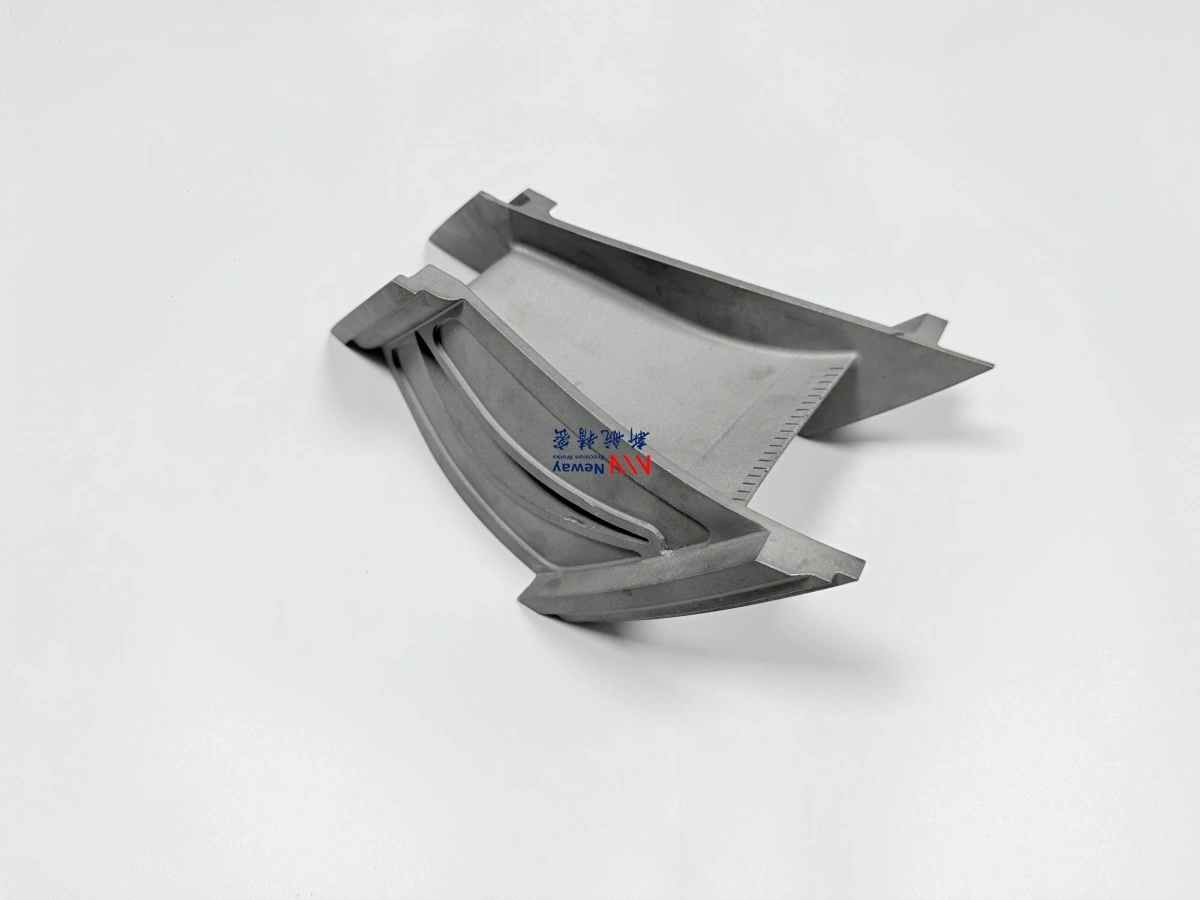
En comparación con los álabes de turbina industriales grandes, los componentes NGV2 de motores para UAV suelen ser más pequeños, más delgados y más sensibles a las desviaciones del perfil aerodinámico. Su geometría compacta crea grandes desafíos en las Fundiciones por Inversión al Vacío, el mecanizado CNC, la inspección del perfil aerodinámico y la verificación final de la calidad.
Para la fabricación de NGV2 de Inconel 713LC, la dificultad clave no es solo producir la pieza bruta fundida. El verdadero desafío es mantener el perfil aerodinámico, el área de garganta, la altura de la plataforma, la interfaz de sellado y la precisión de montaje después de la fundición al vacío y el Mecanizado CNC de Superaleaciones.

Por qué la Geometría NGV2 es Difícil de Fabricar
Los componentes NGV2 son pequeños, aerodinámicos y están expuestos a altas cargas térmicas. Su geometría suele incluir bordes de ataque delgados, bordes de fuga delgados, superficies de perfil aerodinámico curvadas, plataformas compactas, pasos de flujo estrechos e interfaces de ensamblaje ajustadas. Incluso una pequeña desviación en el perfil del álabe puede afectar la dirección del flujo de gas, la eficiencia de la turbina y la adaptación de la etapa.
Característica NGV2 | Desafío de Fabricación | Riesgo Potencial |
|---|---|---|
Borde de ataque delgado | Fácil de deformar durante la fundición o el mecanizado | Perturbación del flujo de aire, sobrecalentamiento local |
Borde de fuga delgado | Difícil de llenar y propenso a astillarse | Desviación del perfil, daño en el borde |
Perfil aerodinámico curvo | Requiere control preciso del modelo de cera, la fundición y la inspección | Ángulo de flujo de gas incorrecto |
Plataforma pequeña | Espacio limitado para mecanizado y sujeción | Error de posicionamiento, vibración, distorsión |
Área de garganta | Altamente sensible a variaciones del perfil y el espaciado | Reducción de la eficiencia de la turbina |
Por esta razón, los componentes NGV2 deben tratarse como piezas de precisión de sección caliente y no como pequeñas fundiciones ordinarias. La ruta de fabricación debe considerar simultáneamente la deformación por fundición, el margen de mecanizado, el diseño de los utillajes, los datos de inspección y la integridad superficial.
Por qué se Utiliza Inconel 713LC para Componentes NGV2
Inconel 713LC es una superaleación de base níquel fundida utilizada para componentes de turbinas de alta temperatura, incluidos álabes directores de tobera, álabes de turbina y otras partes estáticas de la sección caliente. Ofrece un fuerte equilibrio entre resistencia a altas temperaturas, resistencia a la oxidación y idoneidad para la fundición de geometrías complejas de pequeñas turbinas.
Para motores de turbina de UAV y UCAV, Inconel 713LC se selecciona a menudo cuando el componente debe soportar flujo de gas a alta temperatura, ciclos térmicos, oxidación y estrés mecánico, permitiendo al mismo tiempo una fundición de forma casi neta. Las capacidades relacionadas con el material pueden respaldarse mediante la fundición por inversión al vacío de aleaciones Inconel y la fabricación más amplia de Superaleaciones.
Desafíos de la Fundición al Vacío para Piezas NGV2 de Inconel 713LC
La fundición al vacío es adecuada para piezas NGV2 porque puede formar perfiles aerodinámicos complejos, plataformas, bordes delgados y geometrías de sección caliente de forma casi neta. Sin embargo, el pequeño tamaño y la estructura de pared delgada de los componentes NGV2 hacen que el control de la fundición sea difícil.
1. Deformación del Modelo de Cera
El perfil aerodinámico de las piezas NGV2 comienza con el modelo de cera. Si el modelo de cera se deforma antes de la construcción de la carcasa, la pieza fundida final ya puede contener una desviación del perfil. Para los componentes NGV2 de pequeños motores aeroespaciales, incluso una ligera distorsión de la cera puede afectar el área de garganta y la consistencia del paso de flujo.
2. Resistencia y Estabilidad Dimensional de la Carcasa Cerámica
La carcasa cerámica debe soportar perfiles aerodinámicos delgados y pequeñas plataformas durante el desencerado y el vertido. Una resistencia insuficiente de la carcasa puede causar deformación, mientras que un control deficiente de la misma puede afectar la calidad de la superficie del perfil aerodinámico y la repetibilidad dimensional.
3. Llenado de Paredes Delgadas
Los bordes de ataque, bordes de fuga y secciones delgadas del perfil aerodinámico de NGV2 requieren un flujo de metal estable. Un llenado incompleto puede provocar faltas de llenado, uniones en frío o formación débil de los bordes. Esto es especialmente importante para Inconel 713LC, ya que la temperatura de vertido, la temperatura del molde y el diseño de la ruta de flujo deben controlarse cuidadosamente.
4. Contracción, Porosidad y Grietas en Caliente
Los pequeños álabes de turbina pueden contener transiciones locales de espesor entre el perfil aerodinámico y la plataforma. Estas áreas son sensibles a la porosidad por contracción, la porosidad gaseosa y las grietas en caliente. El sistema de alimentación, el diseño de alimentadores y la ruta de solidificación deben planificarse para reducir los defectos internos.
5. Control del Grano y la Microestructura
Los componentes NGV2 utilizados en entornos de sección caliente requieren una microestructura estable y un rendimiento consistente a altas temperaturas. Para los componentes de álabes estáticos, la Fundición de Cristales Equiaxiales se considera comúnmente cuando el componente requiere rendimiento de superaleación fundida sin requisitos de monocristal o solidificación direccional.
Estrategia de Margen de Mecanizado Después de la Fundición
La fundición al vacío crea la pieza bruta NGV2 de forma casi neta, pero aún se requiere mecanizado CNC para superficies de montaje de precisión, límites de plataforma, interfaces de sellado, agujeros, ranuras y características de referencia. El margen de mecanizado debe planificarse antes de la fundición.
Un margen demasiado pequeño puede dejar piel de fundición, deformación local o defectos superficiales en superficies críticas. Un margen excesivo puede aumentar el tiempo de mecanizado, el desgaste de la herramienta y el riesgo de distorsión de paredes delgadas. Para los componentes NGV2 de Inconel 713LC, la estrategia de margen debe considerar tres factores:
contracción de la fundición y deformación esperada;
referencia de mecanizado y ubicación del utillaje;
referencia de inspección final y requisitos del perfil aerodinámico.
Un plan sólido de fabricación de NGV2 mantiene alineados los datos de fundición, mecanizado e inspección. Esto reduce el error acumulado y mejora la consistencia entre la geometría fundida, las interfaces mecanizadas y los resultados finales de la inspección del perfil aerodinámico.
Desafíos del Mecanizado CNC para Álabes de Inconel 713LC
Inconel 713LC es difícil de mecanizar porque retiene su resistencia a temperaturas elevadas y puede acelerar el desgaste de las herramientas. Para las pequeñas piezas NGV2, el mecanizado CNC es aún más desafiante porque el componente es delgado, compacto y difícil de sujetar sin distorsión.
1. Desgaste de la Herramienta y Calor de Corte
Las superaleaciones de base níquel generan altas fuerzas de corte y calor durante el mecanizado. El desgaste de la herramienta debe controlarse para evitar un acabado superficial deficiente, deriva dimensional, rebabas y daños en los bordes.
2. Vibración de Paredes Delgadas
Los perfiles aerodinámicos y las plataformas NGV2 pueden vibrar durante el mecanizado si el utillaje no soporta correctamente la pieza. La vibración puede causar marcas de traqueteo, desviación del perfil y daños locales en la superficie.
3. Distorsión por Sujeción
Debido a que los componentes NGV2 son pequeños y delgados, una fuerza de sujeción excesiva puede distorsionar la pieza fundida durante el mecanizado. Una vez liberada del utillaje, la pieza puede recuperar su forma elástica y quedar fuera de tolerancia.
4. Control de Rebabas
Las rebabas en los bordes de la plataforma, los agujeros de montaje, las caras de sellado o los límites del paso de flujo pueden afectar el ensamblaje y el flujo de aire. El control de rebabas es especialmente importante cerca de los bordes de ataque, bordes de fuga y pequeñas aberturas.
5. Consistencia de los Datos
El dato mecanizado debe coincidir con la estrategia de inspección. Si los datos de mecanizado e inspección no están alineados, la pieza puede pasar una etapa de inspección pero fallar en el ensamblaje final o en la verificación del perfil aerodinámico.
Cuándo Puede Ser Necesario el EDM
Algunos diseños de NGV2 incluyen pequeños agujeros, ranuras estrechas, esquinas internas afiladas o características locales que son difíciles de mecanizar con herramientas de corte convencionales. En tales casos, el Electroerosión (EDM) para Superaleaciones puede utilizarse como un proceso complementario.
El EDM es útil para componentes de superaleaciones duras porque no depende de la fuerza de corte tradicional. Sin embargo, las características obtenidas por EDM aún deben controlarse en cuanto a la capa refundida, microfisuras, condición de los bordes y acabado superficial antes de la inspección final o el uso en servicio.
Inspección del Perfil Aerodinámico y del Área de Garganta
Para los componentes NGV2, el control del perfil aerodinámico es uno de los requisitos de calidad más importantes. El álabe no solo necesita encajar mecánicamente; también debe guiar correctamente el flujo de gas.
La inspección debe centrarse en las siguientes características:
Ítem de Inspección | Propósito |
|---|---|
Perfil aerodinámico | Confirma que la superficie del álabe coincide con el diseño aerodinámico |
Borde de ataque y borde de fuga | Verifica el espesor, el contorno y la integridad del borde |
Área de garganta | Verifica la consistencia del paso de flujo de gas |
Altura de la plataforma | Asegura el ensamblaje correcto y la alineación del paso de flujo |
Superficies de montaje y sellado | Confirma el ajuste con la carcasa del motor o componentes adyacentes |
Posición de agujeros y ranuras | Asegura que las características de ensamblaje y funcionales sean precisas |
Dependiendo del nivel de tolerancia y la aplicación del motor, pueden requerirse inspección por MMC, escaneo de perfiles, medición óptica y utillajes dedicados. Para las piezas aeroespaciales de sección caliente, la inspección también debe incluir la verificación de materiales y defectos mediante Pruebas y Análisis de Materiales de Superaleaciones.
Control de Calidad Superficial y de Bordes
La calidad superficial y de los bordes es crítica para los pequeños componentes NGV2 de turbina. Las rebabas afiladas, los astillamientos de bordes, las aletas de fundición, las grietas locales o las superficies rugosas del paso de flujo pueden afectar el rendimiento del motor y reducir la fiabilidad del servicio.
Los puntos de control clave incluyen:
suavidad del borde de ataque y consistencia del espesor;
integridad del borde de fuga sin astillamientos;
desbarbado de los bordes de la plataforma;
planitud y acabado de la superficie de sellado;
condición del borde del agujero;
rugosidad de la superficie del paso de flujo;
ausencia de grietas visibles después de la fundición y el mecanizado.
Para las piezas pequeñas de motores de UAV, la calidad de los bordes es especialmente importante porque el tamaño de la pieza es pequeño y los canales de flujo de aire son compactos. Una pequeña rebaba o desajuste del perfil puede crear un efecto aerodinámico proporcionalmente mayor que en un componente grande de turbina industrial.
Documentación de Calidad para Piezas NGV2 de Inconel 713LC
Un paquete de entrega completo de NGV2 debe incluir más que un informe dimensional. Para los componentes del motor de sección caliente, la trazabilidad y la verificación son esenciales.
Documento | Propósito |
|---|---|
Informe de material | Confirma la composición química y el grado del material |
Registro de tratamiento térmico | Confirma la condición del procesamiento térmico |
Informe FAI | Verifica las dimensiones de la primera pieza y las características clave |
Informe de inspección dimensional | Confirma las dimensiones mecanizadas y las interfaces de ensamblaje |
Informe de perfil aerodinámico | Confirma el control de la superficie aerodinámica y el área de garganta |
Informe NDT | Verifica grietas superficiales o defectos internos de fundición |
Dependiendo de los requisitos del proyecto, se pueden añadir al plan de control FPI, rayos X, inspección por TC, medición por MMC, análisis metalográfico y pruebas de dureza.
Por Qué es Importante la Integración de Fundición, Mecanizado CNC e Inspección
Los componentes NGV2 requieren una coordinación estrecha entre la fundición, el mecanizado y la inspección. Si estos pasos se manejan por separado sin una planificación compartida de los datos, el proyecto puede sufrir desajustes entre la fundición y el mecanizado, márgenes de mecanizado excesivos, desviaciones del perfil o fallos en la inspección final.
Un proveedor integrado puede controlar el proceso desde la pieza bruta fundida de Inconel 713LC hasta la pieza NGV2 mecanizada final. Esto ayuda a reducir el riesgo de fabricación, acortar los bucles de retroalimentación de ingeniería y mejorar la consistencia entre los lotes de prototipos y producción.
Para proyectos de motores de turbina de UAV y UCAV, este enfoque integrado es especialmente valioso porque las piezas de sección caliente de pequeños motores aeroespaciales a menudo requieren una iteración rápida, un control dimensional estricto y un rendimiento fiable del material.
Lista de Verificación de Solicitud de Presupuesto (RFQ) para la Fabricación de NGV2 de Inconel 713LC
Para evaluar con precisión un proyecto de NGV2 de Inconel 713LC, se recomienda la siguiente información:
tipo de motor o plataforma de aplicación, como turbochorro para UAV o turbofán pequeño;
nombre de la pieza, número de pieza e información de la etapa NGV;
modelo 3D, preferiblemente en formato STEP o X_T;
dibujo 2D con tolerancias y definición de datos;
especificación del material para Inconel 713LC;
requisitos de tratamiento térmico;
requisitos de recubrimiento o tratamiento superficial, si corresponde;
requisitos de inspección, incluyendo FAI, FPI, rayos X, TC o MMC;
cantidad de prototipos y producción;
calendario de entrega y requisitos de documentación.
Preguntas Frecuentes (FAQ)
¿Cuál es la Función de un Álabe Director de Tobera de Etapa 2 en Pequeños Motores Aeroespaciales?
¿Por qué se Utiliza Inconel 713LC para Componentes NGV2 de Motores de UAV?
¿Cómo se Fabrican las Piezas NGV2 de Inconel 713LC mediante Fundición al Vacío y Mecanizado CNC?
¿Qué Debe Inspeccionarse Antes de Entregar Piezas NGV2 de Inconel 713LC para Motores de UAV?
