¿Cómo se fabrican las piezas NGV2 de Inconel 713LC mediante fundición al vacío y mecanizado CNC?
¿Cómo se fabrican las piezas NGV2 de Inconel 713LC mediante fundición al vacío y mecanizado CNC?
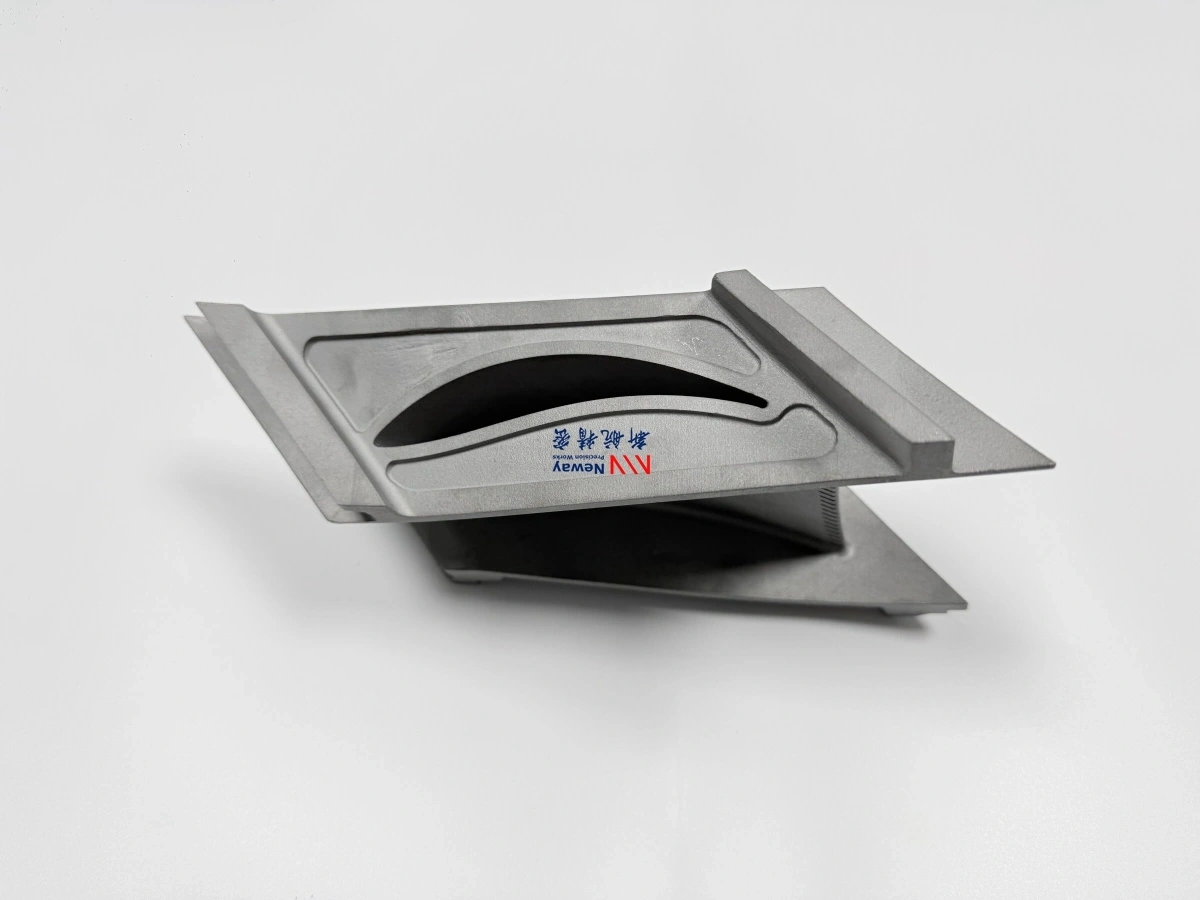
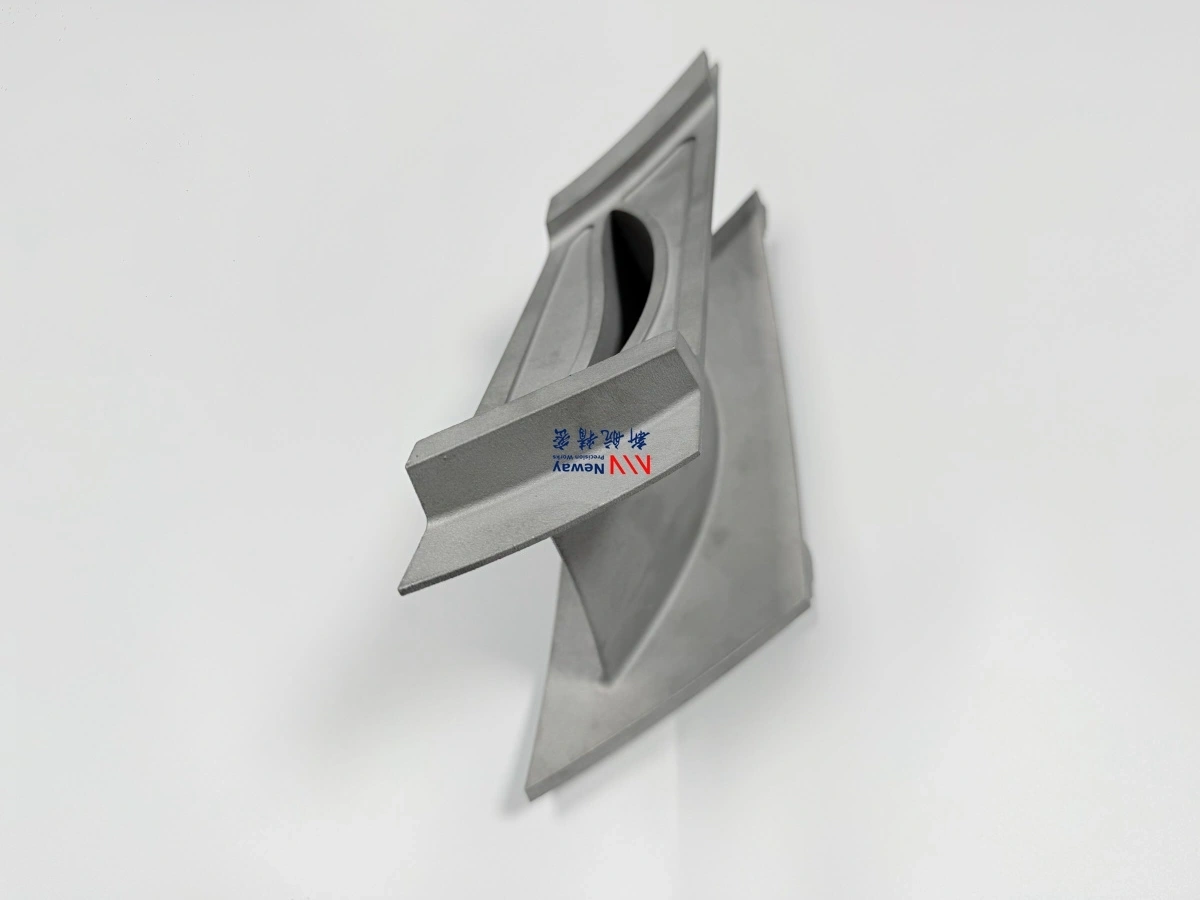
Las piezas NGV2 de Inconel 713LC suelen fabricarse produciendo primero una pieza bruta de fundición a la cera perdida al vacío de forma casi neta, y luego utilizando mecanizado CNC para acabar las plataformas críticas, caras de montaje, bordes de sellado, superficies de referencia y posiciones de los orificios. Para los álabes directores de tobera de motores turbojet y turbofán de UAV, el proceso debe controlar conjuntamente la geometría del perfil aerodinámico, el área de garganta, la calidad de la fundición de pared delgada, el allowance de mecanizado, el tratamiento térmico y la inspección final.
Dado que el IN713LC es una superaleación base níquel para altas temperaturas, la fabricación de NGV2 es más compleja que la fundición o mecanizado ordinario de acero inoxidable. Una ruta de proceso fiable combina normalmente Fundiciones a la Cera Perdida al Vacío, preparación controlada de la cáscara cerámica, tratamiento térmico de superaleaciones, mecanizado CNC de precisión, posible EDM para características difíciles, y una estricta inspección dimensional y de defectos.
1. Respuesta directa: ¿Cómo se fabrican las piezas NGV2 de Inconel 713LC?
Las piezas NGV2 de Inconel 713LC se fabrican creando primero un modelo de cera y una cáscara cerámica, y luego fundiendo al vacío la aleación IN713LC en una pieza bruta de álabe de forma casi neta. Tras la fundición, la pieza puede recibir tratamiento térmico, corrección dimensional, mecanizado CNC, EDM para características locales, inspección del perfil aerodinámico y control de calidad final antes de la entrega.
Paso de Fabricación | Propósito Principal | Punto de Control Clave |
|---|---|---|
Modelo de cera | Crea la geometría casi neta del perfil aerodinámico, la plataforma y el paso del NGV2. | Contracción de la cera, perfil del álabe, área de garganta y repetibilidad del álabe. |
Cáscara cerámica | Forma un molde resistente para la fundición de superaleaciones. | Resistencia de la cáscara, acabado superficial, estabilidad térmica y control de la deformación. |
Fundición al vacío | Produce la pieza bruta fundida del NGV2 de Inconel 713LC. | Llenado de paredes delgadas, contracción, porosidad, grietas en caliente, condición del grano y allowance de mecanizado. |
Tratamiento térmico | Estabiliza la estructura del material y respalda el rendimiento a altas temperaturas. | Temperatura específica del material, tiempo de mantenimiento, método de enfriamiento y registro del lote. |
Mecanizado CNC | Acaba plataformas, caras de montaje, bordes de sellado, referencias y orificios. | Diseño de utillajes, alineación de referencias, desgaste de herramientas, control de rebabas y control de tolerancias. |
Inspección | Verifica el perfil del álabe, el área de garganta, las dimensiones, los defectos y la calidad del material. | Máquina de medición por coordenadas (CMM), escaneo 3D, inspección por líquidos penetrantes (FPI), rayos X/TC, análisis de materiales e informes dimensionales. |
2. ¿Cómo se controlan el modelo de cera y la cáscara cerámica?
El modelo de cera y la cáscara cerámica definen la precisión inicial de la fundición del NGV2 de Inconel 713LC. Para los álabes directores de tobera, el modelo de cera debe controlar el perfil del álabe, el borde de ataque, el borde de fuga, la geometría de la plataforma, las características de los anillos interior y exterior, y el área de garganta entre álabes adyacentes.
La calidad de la cáscara cerámica es igualmente importante, ya que la cáscara debe mantener su resistencia y estabilidad dimensional durante la fundición a alta temperatura. Si la cáscara se deforma, se agrieta o tiene una calidad superficial deficiente, la fundición final del NGV2 puede mostrar distorsión del perfil aerodinámico, superficies rugosas, variación de espesor o dimensiones incorrectas de la plataforma.
Ítem de Control | Por qué es importante | Enfoque de Fabricación |
|---|---|---|
Precisión del modelo de cera | Afecta directamente a la forma del perfil aerodinámico, el ángulo del álabe y el área de garganta. | Precisión de la herramienta, allowance de contracción, inspección del modelo y control de reparación del modelo. |
Montaje de cera | Controla el espaciado de los álabes, la disposición de los conductos de alimentación y el diseño de alimentación de la fundición. | Posición de montaje consistente y evitación de deformaciones locales. |
Resistencia de la cáscara cerámica | Previene el agrietamiento o deformación de la cáscara durante la fundición. | Espesor de capa, control de secado, material de la cáscara y calidad de cocción. |
Calidad superficial de la cáscara | Afecta a la superficie final de la fundición y a la preparación para recubrimiento o acabado. | Calidad de la capa frontal, control de la lechada y prevención de contaminación. |
Riesgo de deformación del perfil aerodinámico | La pequeña geometría del álabe es sensible a la distorsión. | Diseño de soporte de cera, rigidez de la cáscara y retroalimentación de la primera pieza. |
3. ¿Qué debe controlarse durante la fundición al vacío?
Durante la fundición al vacío, los principales desafíos para las piezas NGV2 de Inconel 713LC incluyen el llenado de paredes delgadas, la porosidad por contracción, la porosidad gaseosa, el agrietamiento en caliente, el control del grano, la distorsión del perfil aerodinámico y el allowance de mecanizado. Estos riesgos son más graves en las piezas compactas de NGV2 para motores de UAV, ya que los pasos de los álabes son pequeños y la geometría del perfil aerodinámico es crítica para el rendimiento.
Dependiendo del diseño y los requisitos de rendimiento, se puede utilizar la Fundición de Cristal Equiaxial para componentes estáticos de NGV en la sección caliente donde no se requiere monocristal o solidificación direccional. La ruta de fundición debe seleccionarse en función del material, la geometría, la temperatura de servicio, los límites de defectos y la especificación del cliente.
Riesgo de Fundición | Efecto en el NGV2 | Método de Control |
|---|---|---|
Falta de llenado en pared delgada | Bordes de álabe, plataformas o características de paso incompletas. | Diseño del sistema de alimentación, temperatura del molde, parámetros de colada y revisión de la primera pieza. |
Porosidad por contracción | Debilidad interna o rechazo durante la inspección por rayos X/TC. | Diseño de alimentación, control de solidificación y validación del proceso. |
Porosidad gaseosa | Reducción de la resistencia a la fatiga y posible inicio de fugas o grietas. | Control del vacío, limpieza de la masa fundida, calidad de descerado de la cáscara e inspección. |
Agrietamiento en caliente | Grietas en los filetes del perfil aerodinámico, transiciones de plataforma o secciones delgadas. | Revisión de geometría, control del proceso de la aleación, diseño de la cáscara e inspección FPI. |
Condición del grano | Afecta a la resistencia a altas temperaturas y a la fiabilidad en servicio. | Solidificación controlada, parámetros de fundición y revisión metalúrgica cuando sea necesario. |
Distorsión del perfil aerodinámico | Cambia el ángulo del álabe, el área de garganta y la eficiencia de la turbina. | Compensación de la herramienta, control del utillaje e inspección del perfil 3D. |
4. ¿Por qué se utiliza el tratamiento térmico después de la fundición?
El tratamiento térmico puede utilizarse después de la fundición de Inconel 713LC para estabilizar la microestructura de la aleación, apoyar el rendimiento a altas temperaturas, reducir las tensiones relacionadas con el proceso y mejorar la consistencia entre lotes. La condición exacta del tratamiento térmico debe seguir el plano, la norma del material, la especificación del cliente o la ruta de proceso aprobada.
El Tratamiento Térmico de Superaleaciones es importante para los componentes NGV2 porque la pieza final debe resistir gases calientes, oxidación, fatiga térmica y deriva dimensional durante las pruebas o el servicio del motor. El tratamiento térmico debe combinarse con comprobaciones dimensionales, ya que las estructuras de álabes delgados pueden ser sensibles a la distorsión.
Propósito del Tratamiento Térmico | Por qué es importante para el NGV2 de IN713LC | Requisito de Control |
|---|---|---|
Estabilización de la microestructura | Apoya un comportamiento consistente del material en la sección caliente. | Temperatura controlada del horno, tiempo de mantenimiento, método de enfriamiento y atmósfera. |
Reducción de tensiones | Reduce el riesgo de distorsión o agrietamiento durante el mecanizado y el servicio. | Ciclo térmico específico del material e inspección posterior al tratamiento. |
Soporte de propiedades a altas temperaturas | Ayuda a mantener la resistencia y la estabilidad durante el funcionamiento del motor. | Trazabilidad del lote y documentación del proceso. |
Preparación para inspección | Confirma que la fundición permanece estable antes del mecanizado final. | Inspección visual, comprobación dimensional y revisión de defectos después del tratamiento térmico. |
5. ¿Qué controla el mecanizado CNC en las piezas NGV2?
El mecanizado CNC controla las características críticas de montaje y funcionales de las piezas NGV2 de Inconel 713LC. Mientras que la fundición al vacío forma la geometría casi neta del álabe, el mecanizado CNC es necesario para las superficies de la plataforma, caras de montaje, bordes de sellado, referencias de localización, posiciones de orificios y cualquier característica que deba cumplir tolerancias más estrechas que las que puede proporcionar la fundición.
El Mecanizado CNC de Superaleaciones es un desafío para el IN713LC porque el material es duro, resistente al calor y difícil de cortar. El control del proceso debe abordar el desgaste de las herramientas, la formación de rebabas, la deformación de paredes delgadas, la integridad superficial y la alineación de referencias entre las operaciones de fundición y mecanizado.
Característica Mecanizada por CNC | Función en el NGV2 | Enfoque de Control de Calidad |
|---|---|---|
Superficies de plataforma | Controlan el ajuste con la carcasa, el anillo o las estructuras de álabes adyacentes. | Planitud, perfil, espesor y allowance de mecanizado. |
Caras de montaje | Soportan la instalación y el posicionamiento del ensamblaje del motor. | Estrategia de referencia, perpendicularidad, paralelismo y acabado superficial. |
Bordes de sellado | Reducen las fugas de gas y apoyan la eficiencia de la etapa. | Geometría del borde, control de rebabas, integridad superficial y revisión de holguras. |
Referencias de localización | Definen los puntos de referencia para inspección y ensamblaje. | Posicionamiento estable del utillaje y medición repetible con CMM. |
Posiciones de orificios | Soportan características de sujeción, localización o ensamblaje cuando es necesario. | Diámetro del orificio, posición, profundidad, condición del borde y desbarbado. |
6. ¿Cuándo se utiliza el EDM para piezas NGV2 de Inconel 713LC?
El EDM puede utilizarse para piezas NGV2 de Inconel 713LC cuando el diseño incluye ranuras estrechas, pequeños orificios, características locales afiladas, áreas de difícil acceso o características que no son prácticas para herramientas de corte convencionales. Esto es común en componentes de turbinas de superaleaciones porque el material es difícil de mecanizar y la geometría puede ser compacta.
El Electroerosión (EDM) de Superaleaciones puede soportar el mecanizado de características locales, pero la calidad del EDM debe controlarse cuidadosamente. La capa refundida, las microfisuras, la condición del borde, los residuos y la precisión dimensional deben inspeccionarse antes de que la pieza sea aceptada para su uso final.
Aplicación de EDM | Por qué se usa EDM | Enfoque de Inspección |
|---|---|---|
Ranuras estrechas | Las herramientas convencionales pueden no caber o pueden deformar características delgadas. | Ancho de la ranura, condición del borde y control de la capa refundida. |
Pequeños orificios | La dureza del IN713LC y la geometría compacta pueden dificultar la perforación. | Diámetro, posición, profundidad y comprobación de obstrucciones. |
Características locales afiladas | El EDM puede crear geometrías locales que el fresado no puede producir fácilmente. | Condición de las esquinas, comprobación de grietas e integridad superficial. |
Áreas de difícil acceso | La geometría compleja del NGV2 puede restringir el acceso de la herramienta. | Completitud de la característica, eliminación de residuos e inspección visual. |
7. ¿Cómo se realiza la inspección del perfil aerodinámico?
La inspección del perfil aerodinámico verifica si el perfil del álabe NGV2, el borde de ataque, el borde de fuga, el área de garganta y la geometría de la plataforma cumplen con los requisitos de diseño. Dado que el NGV2 controla el flujo de gas caliente hacia el rotor de la turbina aguas abajo, la inspección del perfil aerodinámico es uno de los pasos de calidad más importantes en el proceso de fabricación.
La inspección puede incluir medición con CMM, escaneo 3D, medición óptica, plantillas de sección, medición del área de garganta y comparación con el modelo CAD. El método de inspección debe seleccionarse en función de los requisitos del plano, el tamaño de la pieza, el nivel de tolerancia y si el proyecto es para validación de prototipos o producción repetitiva.
Área de Inspección | Qué verifica | Por qué es importante |
|---|---|---|
Perfil del álabe | Confirma la forma de la superficie del álabe y la geometría de desviación del gas. | Afecta a la eficiencia de la turbina y a la carga del rotor aguas abajo. |
Borde de ataque | Comprueba el radio del borde, la condición de la superficie y los defectos de fundición. | Influye en la entrada del flujo y la sensibilidad al agrietamiento. |
Borde de fuga | Comprueba el espesor del borde, la rectitud y los daños. | Afecta al ángulo de salida del gas y al riesgo de separación del flujo. |
Área de garganta | Mide el ancho del paso y el área de flujo efectiva. | Controla el flujo másico, la distribución de presión y la adaptación de la etapa. |
Dimensiones de la plataforma | Confirma el ajuste con la carcasa, componentes adyacentes y características de sellado. | Soporta la alineación del ensamblaje y el control de fugas. |
8. ¿Qué control de calidad final se requiere?
El control de calidad final para las piezas NGV2 de Inconel 713LC puede incluir inspección visual, FPI, inspección por rayos X o TC, medición con CMM, escaneo 3D, análisis de materiales, pruebas de dureza, revisión del registro de tratamiento térmico y preparación del informe dimensional. El paquete de inspección exacto debe seguir el plano del cliente, el requisito de desarrollo del motor o la especificación de compra.
Las Pruebas y Análisis de Materiales de Superaleaciones pueden apoyar la confirmación de la aleación, la revisión de la microestructura, la evaluación de defectos y el análisis de fallos. Para los componentes NGV2 de motores de UAV, la inspección debe centrarse en las características que afectan a la fiabilidad de la sección caliente y al rendimiento de la turbina, no solo en las dimensiones generales.
Ítem de QC | Qué comprueba | Cuándo se recomienda |
|---|---|---|
Inspección visual | Defectos superficiales, daños, características incompletas, rebabas y mano de obra general. | Todas las piezas NGV2 antes del envío. |
FPI | Grietas y discontinuidades que rompen la superficie. | Álabes delgados, filetes, plataformas y transiciones mecanizadas. |
Inspección por Rayos X / TC | Porosidad interna, contracción, grietas y defectos ocultos de fundición. | Fundiciones de álabes de turbina de alta fiabilidad o proyectos especificados por el cliente. |
Inspección CMM | Referencias mecanizadas, plataformas, caras de montaje, posiciones de orificios y dimensiones críticas. | Piezas NGV2 controladas por plano. |
Escaneo 3D | Perfil del álabe, consistencia del paso y desviación del CAD. | Geometría compleja de álabes y validación de prototipos. |
Pruebas de materiales | Química de la aleación, microestructura, dureza y condición del tratamiento térmico. | Proyectos de desarrollo controlados por material o relacionados con el vuelo. |
9. ¿Qué deben proporcionar los compradores para una solicitud de presupuesto (RFQ) de fabricación de NGV2 de IN713LC?
Para una solicitud de presupuesto (RFQ) de fabricación de NGV2 de Inconel 713LC, los compradores deben proporcionar archivos CAD 3D, planos 2D, norma del material, requisito de tratamiento térmico, cantidad, norma de tolerancia, requisitos de perfil aerodinámico o área de garganta, acabado superficial, requisito de recubrimiento, norma de inspección y calendario de entrega objetivo. Si la pieza está en desarrollo, el comprador también debe indicar si el componente es para verificación de ajuste, prueba de motor, validación de rendimiento o preparación para producción.
Información de RFQ | Entrada recomendada | Por qué es importante |
|---|---|---|
Archivo CAD 3D | Se prefiere archivo STEP o X_T. | Soporta la herramienta de fundición, la planificación del mecanizado y la inspección del perfil aerodinámico. |
Plano 2D | Tolerancias, referencias, acabado superficial, material, tratamiento térmico y notas de inspección. | Define los criterios de aceptación y los puntos de control de fabricación. |
Norma del material | Inconel 713LC, IN713LC, norma del cliente o equivalente aprobado. | Confirma la química de la aleación, la ruta de fundición, el tratamiento térmico y la documentación. |
Requisito del perfil aerodinámico | Tolerancia del perfil, área de garganta, borde de ataque, borde de fuga y límites del paso. | Controla el rendimiento del flujo de la turbina y la adaptación de la etapa. |
Post-procesamiento | Tratamiento térmico, mecanizado CNC, EDM, recubrimiento, pulido o tratamiento superficial. | Determina la ruta completa del proceso y el coste. |
Alcance de la inspección | FPI, rayos X, TC, CMM, escaneo 3D, informe de material, FAI o COC. | Define el nivel de control de calidad, el tiempo de entrega y el paquete de documentación. |
Cantidad y etapa del proyecto | Prototipo, lote de prueba de motor, primera pieza, lote piloto o cantidad de producción. | Afecta a la estrategia de utillaje, la validación del proceso y el precio unitario. |
10. Resumen
Las piezas NGV2 de Inconel 713LC se fabrican combinando fundición a la cera perdida al vacío y mecanizado CNC. El proceso de fundición forma el cuerpo casi neto del álabe director de tobera, los pasos del perfil aerodinámico, las plataformas y la geometría compleja, mientras que el mecanizado CNC controla las caras de montaje críticas, los bordes de sellado, las referencias, las posiciones de los orificios y las características finales de ensamblaje.
Para la fabricación personalizada de NGV fundidos y mecanizados, los controles clave incluyen la precisión del modelo de cera, la resistencia de la cáscara cerámica, la calidad de la fundición al vacío, el tratamiento térmico, el mecanizado CNC, las características de EDM, la inspección del perfil del álabe, la medición del área de garganta, FPI, rayos X/TC, inspección CMM y pruebas de materiales. Los compradores deben proporcionar archivos CAD completos, planos, normas de materiales, requisitos de post-procesamiento, requisitos de inspección, cantidad y detalles de la aplicación del motor para apoyar una cotización precisa y una revisión de fabricabilidad.
