¿Qué debe inspeccionarse antes de entregar piezas NGV2 de Inconel 713LC para motores de UAV?
¿Qué debe inspeccionarse antes de entregar piezas NGV2 de Inconel 713LC para motores de UAV?
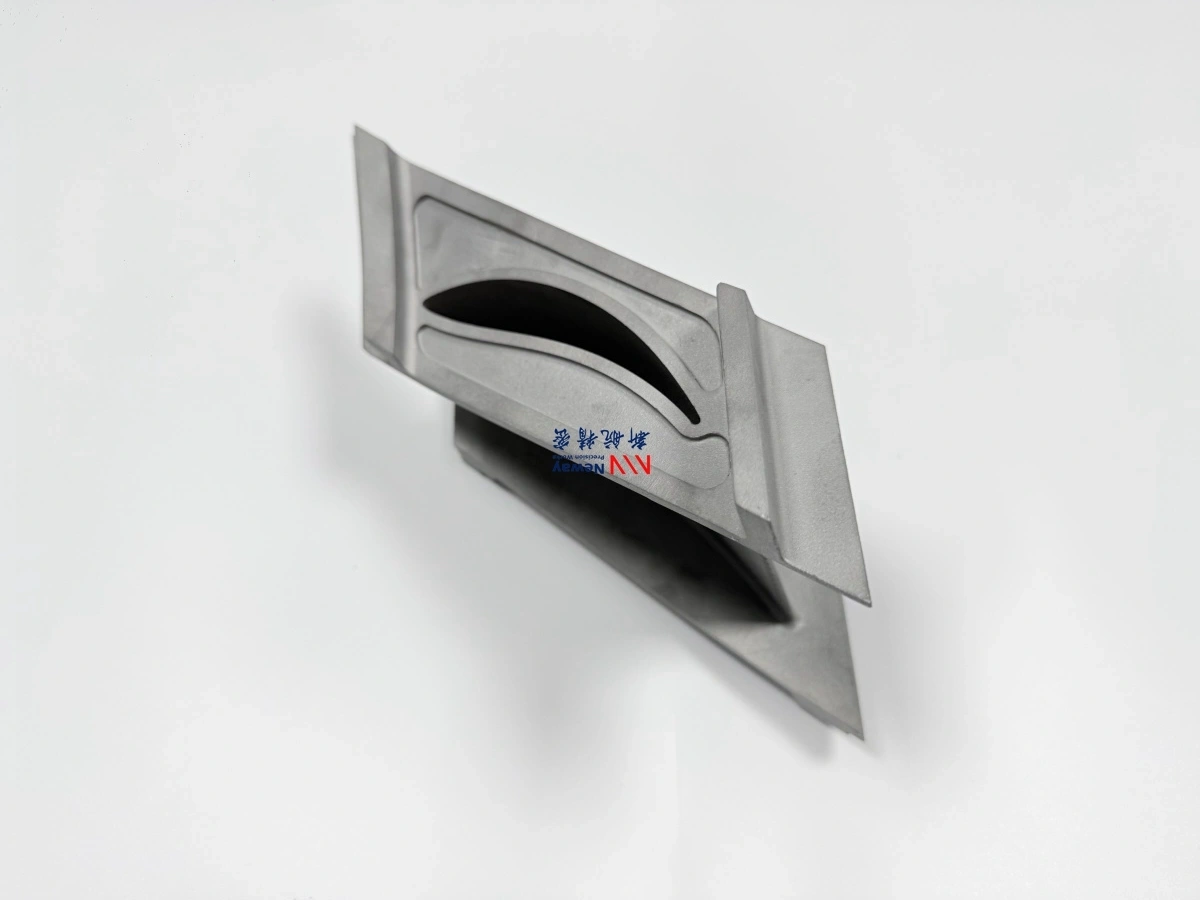
Antes de entregar piezas NGV2 de Inconel 713LC para motores de UAV, el proveedor debe inspeccionar la verificación del material, defectos de fundición, grietas superficiales, perfil del álabe, área de garganta, dimensiones de la plataforma, características de montaje, superficies de sellado, posiciones de los orificios, condición del tratamiento térmico y la documentación final. Dado que los componentes NGV2 funcionan en la sección caliente de la turbina, la inspección debe centrarse tanto en la precisión dimensional como en la fiabilidad a altas temperaturas.
Para las toberas de guía de álabes (NGV) de motores turbojet y turbofan de UAV, el control de calidad no se limita a verificar las dimensiones externas. El proveedor debe verificar si las fundiciones por inversión al vacío cumplen con los requisitos de defectos, si las características mecanizadas cumplen con las tolerancias de ensamblaje y si la condición del material es adecuada para gas caliente, oxidación, ciclos térmicos y pruebas del motor.
1. Respuesta directa: ¿Qué debe inspeccionarse antes de la entrega?
Antes de la entrega, las piezas NGV2 de Inconel 713LC deben inspeccionarse para verificar la composición del material, la condición del tratamiento térmico, los defectos internos de fundición, las grietas superficiales, el perfil del álabe, el área de garganta, las dimensiones de la plataforma, las posiciones de los orificios, las caras de sellado, los datos de montaje, la condición superficial y la completitud de la documentación. Estas verificaciones ayudan a confirmar que las piezas NGV2 son adecuadas para el ensamblaje y las pruebas de la sección caliente del motor del UAV.
Categoría de inspección | Qué debe verificarse | Por qué es importante para las piezas NGV2 |
|---|---|---|
Verificación del material | Composición química, certificado de material y condición del tratamiento térmico. | Confirma que la pieza está fabricada con el material Inconel 713LC requerido. |
Inspección de defectos internos | Porosidad, rechupes, inclusiones, grietas en caliente y defectos de fundición anormales. | Previene que defectos ocultos reduzcan la fiabilidad de la sección caliente. |
Inspección de defectos superficiales | Grietas superficiales, grietas en los bordes, discontinuidades de fundición y daños por mecanizado. | Reduce el riesgo de iniciación de grietas durante los ciclos térmicos. |
Inspección dimensional | Plataformas, orificios, caras de sellado, datos de montaje y características de ensamblaje. | Garantiza un ajuste correcto con la carcasa, la holgura del rotor y los componentes adyacentes. |
Inspección del perfil del álabe | Perfil del álabe, borde de ataque, borde de fuga, forma del paso y desviación CAD. | Controla la dirección del flujo de gas y la eficiencia de la turbina. |
Inspección del área de garganta | Ancho del paso, área de flujo efectiva y consistencia entre álabes. | Afecta al flujo másico, la distribución de presión y la adaptación de la etapa de la turbina. |
Documentación | FAI, informe dimensional, informe de END, informe de material, registro de tratamiento térmico y COC. | Respaldan la aprobación de calidad del cliente y la trazabilidad. |
2. ¿Cómo debe realizarse la verificación del material?
La verificación del material debe confirmar que la pieza NGV2 está fabricada con el Inconel 713LC especificado o un material equivalente aprobado. Esto puede incluir la revisión de la composición química, la comprobación del certificado de material, la revisión del registro de tratamiento térmico, pruebas de dureza, evaluación de la microestructura y confirmación de la trazabilidad.
Las pruebas y análisis de materiales de superaleaciones pueden respaldar la verificación de la aleación, la revisión de la microestructura, el análisis de defectos y la validación del material para componentes de turbinas de sección caliente. Para las piezas NGV2 de motores de UAV, esto es especialmente importante cuando la pieza se utilizará para pruebas de motores prototipo, validación del rendimiento o producción repetitiva.
Verificación del material | Propósito | Documentación recomendada |
|---|---|---|
Composición química | Confirma que la aleación cumple con los requisitos del Inconel 713LC. | Informe de prueba de material o informe de análisis de composición. |
Certificado de material | Proporciona trazabilidad para la aleación bruta o el lote de fundición. | Certificado de material o informe de material del proveedor. |
Condición del tratamiento térmico | Confirma que la pieza recibió el proceso térmico requerido. | Registro de tratamiento térmico y trazabilidad del lote. |
Revisión de la microestructura | Comprueba si la fundición y la condición del tratamiento térmico son aceptables. | Informe metalográfico cuando sea requerido. |
Prueba de dureza | Proporciona una indicación básica de la condición del material y la consistencia del proceso. | Informe de inspección de dureza cuando se especifique. |
3. ¿Qué defectos de fundición deben inspeccionarse?
Las piezas NGV2 de Inconel 713LC deben inspeccionarse para detectar defectos de fundición como porosidad gaseosa, porosidad por rechupe, inclusiones, grietas en caliente, falta de llenado, solapas superficiales, condición de grano anormal y deformación local. Dado que las piezas NGV2 tienen álabes delgados, pasos estrechos, plataformas y requisitos de servicio a alta temperatura, los defectos de fundición deben controlarse cuidadosamente antes de la entrega.
Defecto de fundición | Posible impacto | Método de inspección |
|---|---|---|
Porosidad gaseosa | Puede reducir la resistencia a la fatiga y crear zonas débiles en el álabe o la plataforma. | Rayos X, TC o revisión de secciones cuando sea necesario. |
Porosidad por rechupe | Puede reducir la integridad estructural en las áreas de transición de grueso a fino. | Rayos X, TC o inspección dirigida de defectos. |
Inclusiones | Pueden crear concentración de tensiones locales o sitios de iniciación de grietas. | Rayos X, TC, inspección visual o análisis metalúrgico. |
Grietas en caliente | Pueden causar grietas cerca de los filetes, plataformas, raíces de los álabes o bordes delgados. | Líquidos penetrantes fluorescentes (FPI), inspección visual e inspección local ampliada. |
Falta de llenado o llenado incompleto | Puede afectar a los bordes de fuga delgados, plataformas locales y la geometría del paso del álabe. | Inspección visual, inspección dimensional y escaneo de perfiles. |
Condición de grano anormal | Puede afectar al rendimiento a alta temperatura y a la consistencia. | Inspección metalúrgica cuando lo exija la especificación. |
4. ¿Cómo deben inspeccionarse los defectos superficiales?
La inspección de defectos superficiales debe centrarse en grietas, defectos en los bordes, discontinuidades de fundición, daños por rectificado, marcas de mecanizado, rebabas y daños superficiales locales. La inspección por líquidos penetrantes fluorescentes se utiliza comúnmente para detectar grietas que rompen la superficie en fundiciones de álabes de turbina y piezas mecanizadas de sección caliente.
Para las piezas NGV2 de Inconel 713LC, los defectos superficiales son especialmente críticos en el borde de ataque, el borde de fuga, los filetes del álabe, las transiciones de la plataforma, los bordes de sellado, las características de montaje y los orificios mecanizados. Estas áreas son más sensibles a la fatiga térmica, la vibración y la concentración de tensiones durante el funcionamiento del motor.
Área superficial | Enfoque de la inspección | Por qué es importante |
|---|---|---|
Borde de ataque | Grietas, defectos similares a la erosión, defectos de fundición y daños superficiales. | Recibe gas caliente y afecta a la calidad de entrada del flujo. |
Borde de fuga | Grietas en bordes delgados, astillamiento, llenado incompleto o daños por mecanizado. | Afecta al ángulo de salida del gas y a la sensibilidad a las grietas. |
Filetes del álabe | Grietas en caliente, grietas relacionadas con el rechupe y concentración de tensiones. | Las grietas en los filetes pueden crecer durante los ciclos térmicos. |
Transiciones de la plataforma | Grietas de fundición, marcas de mecanizado y discontinuidades superficiales locales. | Importante para el soporte estructural y la estabilidad del ensamblaje. |
Orificios y ranuras mecanizados | Rebabas, microfisuras, capa refundida por EDM y condición del borde. | Afecta a la fiabilidad del ensamblaje y al riesgo de iniciación de grietas. |
Bordes de sellado | Rebabas, abolladuras, grietas y defectos en el perfil del borde. | Influye en el control de fugas y el ajuste del ensamblaje. |
5. ¿Qué inspección dimensional se requiere?
La inspección dimensional debe verificar las dimensiones de la plataforma NGV2, las superficies de montaje, las características de referencia, las posiciones de los orificios, las caras de sellado, las interfaces del anillo, el espesor de la pared y las características críticas para el ensamblaje. La inspección por MMC (Máquina de Medición por Coordenadas) se utiliza comúnmente para características mecanizadas, mientras que el escaneo 3D puede respaldar la revisión de perfiles y geometrías de forma libre.
El mecanizado CNC de superaleaciones debe verificarse cuidadosamente porque el mecanizado controla las características finales de instalación y ensamblaje de la pieza NGV2. Si las dimensiones de la plataforma, los orificios o los datos están fuera de tolerancia, el álabe puede no alinearse correctamente con la carcasa, la holgura del rotor o los componentes adyacentes de la turbina.
Elemento dimensional | Qué verifica | Método de inspección |
|---|---|---|
Dimensiones de la plataforma | Confirma el tamaño, espesor y ajuste de la plataforma interior y exterior. | MMC, calibre de altura, medición de perfiles o escaneo 3D. |
Superficies de montaje | Comprueba la planitud, posición, paralelismo y ajuste de ensamblaje. | MMC e inspección superficial. |
Posiciones de los orificios | Verifica el diámetro, profundidad, posición y orientación. | MMC, calibre de pasador, medición óptica o utillaje dedicado. |
Caras de sellado | Comprueba la planitud, el perfil, la condición del borde y el acabado superficial. | MMC, rugosímetro, inspección visual y comprobación de ajuste. |
Datos de instalación | Confirma las superficies de referencia utilizadas para el ensamblaje del motor. | MMC e informe de inspección basado en datos. |
Espesor de la pared | Verifica que las secciones delgadas y las plataformas cumplan con los requisitos de diseño. | Ensayos por ultrasonidos, TC, revisión de secciones o medición mecánica cuando corresponda. |
6. ¿Cómo se inspeccionan el perfil del álabe y el área de garganta?
La inspección del perfil del álabe y del área de garganta es crítica porque el NGV2 controla la dirección, velocidad y distribución de presión del gas caliente antes del rotor de la turbina aguas abajo. El perfil del álabe, el borde de ataque, el borde de fuga, el ángulo del álabe, el ancho del paso y el área efectiva de garganta deben verificarse según el dibujo o el modelo CAD.
Para las toberas de guía de álabes de motores de UAV, incluso pequeñas desviaciones del perfil pueden afectar a la eficiencia de la turbina, la respuesta de empuje, la carga del rotor y la distribución térmica. La inspección del perfil puede realizarse mediante escaneo 3D, MMC, medición óptica, plantillas o calibres dedicados, dependiendo del tamaño de la pieza y los requisitos de tolerancia.
Elemento de inspección del álabe | Qué controla | Por qué es importante |
|---|---|---|
Perfil del álabe | Lado de presión del álabe, lado de succión y forma de la superficie aerodinámica. | Controla la dirección del flujo de gas y la eficiencia aerodinámica. |
Borde de ataque | Radio del borde, forma, condición superficial y defectos locales. | Afecta a la entrada del flujo y a la sensibilidad a las grietas. |
Borde de fuga | Espesor del borde de salida, rectitud y condición de daño. | Afecta al ángulo de salida del gas y a la separación del flujo. |
Ángulo del álabe | Orientación del álabe respecto a la trayectoria del gas del motor. | Controla el ángulo de flujo de entrada del rotor y la adaptación de la etapa. |
Área de garganta | Área de paso efectiva mínima entre álabes. | Controla el flujo másico, la relación de presión, la respuesta de velocidad de la turbina y el rendimiento del motor. |
Consistencia del paso | Variación entre pasos de álabes adyacentes. | Previene cargas desiguales en el rotor y puntos calientes locales. |
7. ¿Cuándo deben inspeccionarse las características EDM?
Si la pieza NGV2 incluye orificios, ranuras, aberturas estrechas o características difíciles de mecanizar realizadas por EDM (electroerosión), estas áreas deben inspeccionarse antes de la entrega. La inspección de EDM debe verificar la precisión dimensional, la condición del borde, el riesgo de capa refundida, microfisuras, obstrucciones, rebabas y limpieza.
El mecanizado por electroerosión (EDM) de superaleaciones puede producir características complejas en Inconel 713LC, pero un control inadecuado del EDM puede dejar daños superficiales o capas refundidas que no son adecuadas para los ciclos térmicos. Estas áreas deben revisarse cuidadosamente si están cerca de los bordes del álabe, zonas de montaje o características de alta tensión.
Elemento de inspección de EDM | Qué comprueba | Por qué es importante |
|---|---|---|
Ancho y posición de la ranura | Confirma que la geometría de la característica local coincide con el dibujo. | Respaldan la función de ensamblaje, flujo o alivio de tensiones. |
Diámetro y profundidad del orificio | Verifica el tamaño de la abertura y la completitud del mecanizado. | Previene problemas de ensamblaje o funcionales. |
Condición del borde | Comprueba bordes afilados, rebabas, virutas o daños afectados por el calor. | Reduce el riesgo de iniciación de grietas. |
Riesgo de capa refundida | Identifica la capa superficial potencialmente frágil después del EDM. | Importante para la fiabilidad de la fatiga y los ciclos térmicos. |
Características bloqueadas | Confirma que las aberturas están limpias y libres de residuos. | Previene obstrucciones de instalación o funcionales. |
8. ¿Cómo debe verificarse el tratamiento térmico?
El tratamiento térmico debe verificarse comprobando la especificación del tratamiento térmico, el registro del lote del horno, la temperatura del proceso, el tiempo de mantenimiento, el método de enfriamiento y la trazabilidad de la pieza. Para las piezas NGV2 de Inconel 713LC, el tratamiento térmico puede influir en la estabilidad de la microestructura, la resistencia a altas temperaturas, la estabilidad dimensional y la resistencia a la fatiga térmica.
El tratamiento térmico de superaleaciones debe vincularse con la verificación del material y la inspección final. Si la pieza tiene tolerancias ajustadas en el álabe o la plataforma, la inspección dimensional después del tratamiento térmico es importante porque las estructuras de álabes delgados pueden distorsionarse durante el procesamiento térmico.
9. ¿Qué documentación de entrega debe incluirse?
La documentación de entrega para piezas NGV2 de Inconel 713LC puede incluir un informe de inspección de primera pieza (FAI), informe de inspección dimensional, informe de END, informe de material, registro de tratamiento térmico, informe de MMC, informe de escaneo 3D, informe de FPI, informe de rayos X o TC y certificado de conformidad. El paquete de documentación exacto debe confirmarse durante la revisión de la solicitud de presupuesto (RFQ), ya que afecta al coste, el tiempo de entrega y los requisitos de aceptación.
Tipo de documento | Qué respalda | Uso recomendado |
|---|---|---|
Informe FAI | Confirma las dimensiones de la primera pieza y la preparación para la fabricación. | Prototipo, primer lote o validación de nuevas herramientas. |
Informe dimensional | Documenta los resultados de la plataforma, orificios, cara de sellado, datos y dimensiones críticas. | Piezas NGV2 controladas por dibujo. |
Informe de MMC | Proporciona mediciones precisas para características mecanizadas y basadas en datos. | Componentes de álabes críticos para el ensamblaje. |
Informe de escaneo 3D | Muestra el perfil del álabe y la desviación CAD. | Geometría compleja de álabes y validación del área de garganta. |
Informe FPI | Documenta los resultados de la inspección de grietas superficiales. | Fundiciones de sección caliente y piezas de superaleación mecanizadas. |
Informe de rayos X / TC | Documenta los resultados de la inspección de defectos internos. | Fundiciones NGV2 de alta fiabilidad o proyectos especificados por el cliente. |
Informe de material | Confirma la química de la aleación y la trazabilidad del material. | Proyectos con control de material Inconel 713LC. |
Registro de tratamiento térmico | Confirma la ruta de procesamiento térmico y la trazabilidad del lote. | Piezas que requieren una condición de material controlada. |
COC | Confirma la conformidad con las especificaciones acordadas y los requisitos de compra. | Envío final y documentación de calidad del cliente. |
10. ¿Qué deben definir los compradores antes de pedir piezas NGV2 inspeccionadas?
Antes de pedir piezas NGV2 de Inconel 713LC inspeccionadas, los compradores deben definir la norma del material, la condición del tratamiento térmico, las tolerancias del dibujo, los requisitos del perfil del álabe, los límites del área de garganta, los requisitos de END, el alcance de la inspección dimensional, el paquete de documentación, la cantidad y el propósito de la prueba del motor. Esto ayuda al proveedor a planificar la ruta de inspección correcta antes de iniciar la producción.
Requisito del comprador | Entrada recomendada | Por qué es importante |
|---|---|---|
Requisito de material | Inconel 713LC, IN713LC, estándar del cliente o equivalente aprobado. | Define la verificación de la aleación y los requisitos del informe de material. |
Tolerancias del dibujo | Dimensiones críticas, tolerancias generales, datos, GD&T y notas de inspección. | Define la inspección dimensional y los criterios de aceptación. |
Álabe y área de garganta | Tolerancia del perfil, ancho del paso, ángulo del álabe, área de garganta y requisito de comparación CAD. | Controla el rendimiento del flujo de la turbina y la adaptación de la etapa. |
Requisitos de END | FPI, rayos X, TC, nivel de aceptación y formato del informe. | Controla la aceptación de defectos superficiales e internos. |
Paquete de documentación | FAI, informe de MMC, informe de escaneo 3D, informe de material, registro de tratamiento térmico, informe de END y COC. | Respaldan la revisión de calidad del cliente y la trazabilidad. |
Etapa de aplicación | Comprobación de ajuste, prueba del motor, validación de prototipo, primera pieza o producción repetitiva. | Ayuda a equilibrar el alcance de la inspección, el coste y el tiempo de entrega. |
11. Resumen
Antes de entregar piezas NGV2 de Inconel 713LC para motores de UAV, el proveedor debe inspeccionar la verificación del material, la condición del tratamiento térmico, los defectos internos de fundición, las grietas superficiales, el perfil del álabe, el área de garganta, las dimensiones de la plataforma, los orificios, las caras de sellado, los datos de montaje, las características EDM y la documentación final. Estos controles ayudan a confirmar que las piezas NGV2 son adecuadas para el ensamblaje de la sección caliente de la turbina, las pruebas del motor y la fabricación repetitiva.
Un proveedor fiable de inspección de álabes de turbinas aeroespaciales debe combinar pruebas de materiales, inspección de fundiciones por inversión al vacío, FPI, rayos X o TC, medición por MMC, escaneo 3D, inspección de características CNC, revisión de características EDM, comprobación de registros de tratamiento térmico y documentación de entrega completa. Los compradores deben definir los requisitos de inspección antes de la producción para que las piezas finales NGV2 de Inconel 713LC cumplan tanto con los requisitos aerodinámicos como con los críticos para el ensamblaje.
