Piezas de perforación de agujeros profundos en superaleaciones y procesamiento CNC de microagujeros
Perforación de alta precisión para aplicaciones críticas
La perforación de microagujeros y agujeros profundos en superaleaciones es esencial para componentes expuestos a altas temperaturas, presión y tensión cíclica. En 2024, la demanda de canales de refrigeración perforados con precisión para motores a reacción, turbinas de potencia y reactores químicos aumentó drásticamente, requiriendo tolerancias CNC inferiores a 10 μm y profundidades de agujero superiores a 20×D.
Neway AeroTech ofrece servicios avanzados de mecanizado CNC de superaleaciones y perforación de agujeros profundos para aleaciones de grado aeroespacial como Inconel 718, CMSX-4 y Rene 88 para componentes críticos de flujo de gas y fluidos.
Tecnología central del procesamiento CNC de microagujeros
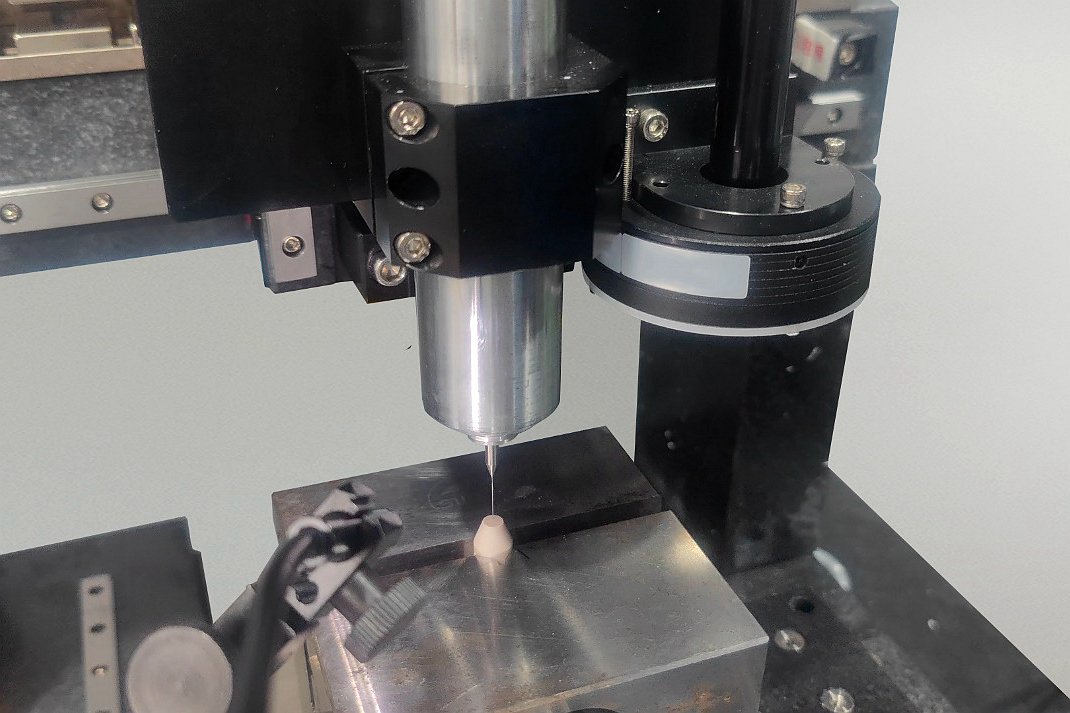
Neway AeroTech utiliza centros CNC de 5 ejes de alta rigidez y EDM para producir microagujeros en superaleaciones resistentes.
Perforación de agujeros profundos de hasta 25×D con brocas de carburo refrigeradas internamente.
Micro EDM para agujeros inferiores a 0,3 mm y características resistentes al calor.
La perforación orbital y los ciclos de taladrado escalonado reducen las rebabas y mejoran la rectitud de las paredes.
El sondeo en proceso garantiza una precisión de posición dentro de ±5 μm en perforaciones angulares.
Todos los procesos cumplen con las normas NADCAP y AS9100D para piezas críticas de vuelo y sistemas de turbinas.
Materiales típicos de superaleaciones para el procesamiento de microagujeros
Aleación | Temp. máx. (°C) | Límite elástico (MPa) | Aplicaciones |
|---|---|---|---|
704 | 1035 | Toberas de combustible, canales de refrigeración | |
1140 | 980 | Álabes de turbina, agujeros de impacto | |
980 | 1250 | Respiraderos de carcasa de motor | |
920 | 1265 | Puertos de refrigeración de álabes directrices de tobera |
Las aleaciones se seleccionan por su resistencia a la oxidación, retención de resistencia y maquinabilidad bajo gradientes térmicos.
Estudio de caso: Microagujeros de refrigeración para segmento de álabe de turbina
Antecedentes del proyecto
Un fabricante de turbinas requirió agujeros de refrigeración inferiores a 0,6 mm mecanizados en ángulos compuestos a través de un segmento de CMSX-4 de 5 mm de espesor. La tolerancia fue de ±0,01 mm sin distorsión térmica ni conicidad. Se utilizaron conjuntamente brocas para agujeros profundos y EDM para lograr la geometría y calidad metalúrgica requeridas.
Modelos típicos de componentes perforados y aplicaciones
Modelo de pieza | Descripción | Material | Profundidad del agujero | Industria |
|---|---|---|---|---|
VN-300 | Álabe con 18 microagujeros de impacto, angulados entre 30° y 60° | CMSX-4 | 8×D | |
TN-120 | Inserto de tobera de turbina con agujeros de película de 0,4 mm | Rene 88 | 6×D | |
EIH-200 | Cabezal de intercambiador de calor con matrices de perforaciones paralelas | Inconel 718 | 15×D | |
PCH-480 | Carcasa presurizada con agujeros de ventilación radiales | Nimonic 90 | 10×D |
La precisión del agujero y la entrada angular fueron críticas para el flujo de fluido aguas abajo y la resistencia a la fatiga.
Desafíos del CNC en la perforación de agujeros profundos en superaleaciones
Deflexión de la herramienta superior a 0,03 mm debido a relaciones de aspecto que superan 10×D.
Ablandamiento térmico a >600°C en CMSX de baja conductividad provoca inestabilidad dimensional.
Las microgrietas durante el EDM requieren un control optimizado de pulsos para evitar una capa de refundición >2 μm.
Desviación de la perforación en agujeros largos causada por la congestión de virutas sin lavado a alta presión (>80 bar).
La perforación angular a >45° requiere compensación de 5 ejes y taladrado de entrada en múltiples etapas.
Soluciones CNC para el mecanizado de agujeros profundos y microagujeros
Refrigerante a alta presión a 100 bar utilizado para la evacuación de virutas en perforaciones de Inconel 718 >12×D.
Pre-agujeros orbitales con acabado EDM lograron un diámetro de 0,3 mm con una desviación de redondez <2 μm.
Los ciclos de taladrado escalonado con monitoreo de torque redujeron la rotura de herramientas en un 40%.
La sujeción de piezas con fijación de 5 caras garantizó una desviación angular de la perforación dentro de ±0,005 mm.
La limpieza post-EDM y la pasivación eliminaron la contaminación de la capa de refundición.
Resultados y verificación
Métodos de fabricación
Los componentes se mecanizaron utilizando blanks de fundición a la cera perdida al vacío y se refinaron mediante sistemas de mecanizado CNC de 5 ejes y perforación de agujeros profundos. La perforación multi-eje aseguró el control de entrada radial en contornos variables y geometrías de pared complejas.
Acabado de precisión
Los microorificios se refinaron a Ra ≤ 0,4 μm utilizando ciclos de EDM y escariado. Los sistemas de perforación de agujeros profundos con TIR <0,01 mm garantizaron la redondez, mientras que el taladrado piloto en múltiples etapas y el utillaje de carburo refrigerado internamente soportaron profundidades de perforación de hasta 20×D.
Post-procesamiento
El HIP eliminó la porosidad interna, seguido de un tratamiento térmico de alivio de tensiones a 870–980°C. La pasivación superficial y la opcional aplicación de recubrimiento aseguraron una resistencia a largo plazo a la corrosión y al calor.
Inspección
La MMD (Máquina de Medición por Coordenadas) validó la rectitud de la perforación dentro de ±0,006 mm; el SEM (Microscopio Electrónico de Barrido) examinó la integridad del borde de entrada; y los rayos X confirmaron la alineación en características ocultas. Todas las piezas superaron las pruebas de fuga de helio y validación de fatiga de alto ciclo según las especificaciones del cliente.
Preguntas frecuentes
¿Cuál es el diámetro mínimo achievable con la perforación de agujeros profundos en superaleaciones?
¿Cómo se mantiene la rectitud de la perforación en agujeros largos?
¿Se puede combinar EDM y taladrado en un solo proceso?
¿Qué materiales son los mejores para los canales de refrigeración de microagujeros?
¿Qué pruebas se requieren para validar el rendimiento de los agujeros térmicos?
