¿Cómo se fabrican los orificios de refrigeración, las superficies de recubrimiento y las zonas de de...
¿Cómo se fabrican los orificios de refrigeración, las superficies de recubrimiento y las zonas de desgaste en los álabes de turbina GE 9E?
Los orificios de refrigeración, las superficies de recubrimiento y las zonas de desgaste en los álabes de turbina GE 9E se fabrican mediante una combinación controlada de fundición de superaleaciones, HIP (compactación isostática en caliente), tratamiento térmico, mecanizado CNC, taladrado por EDM, perforación de agujeros profundos, recubrimiento de barrera térmica, capa de unión MCrAlY, soldadura de revestimiento duro e inspección final. Estas características son críticas porque los álabes de turbina operan bajo altas temperaturas, carga centrífuga, oxidación, vibración y ciclos térmicos repetidos.
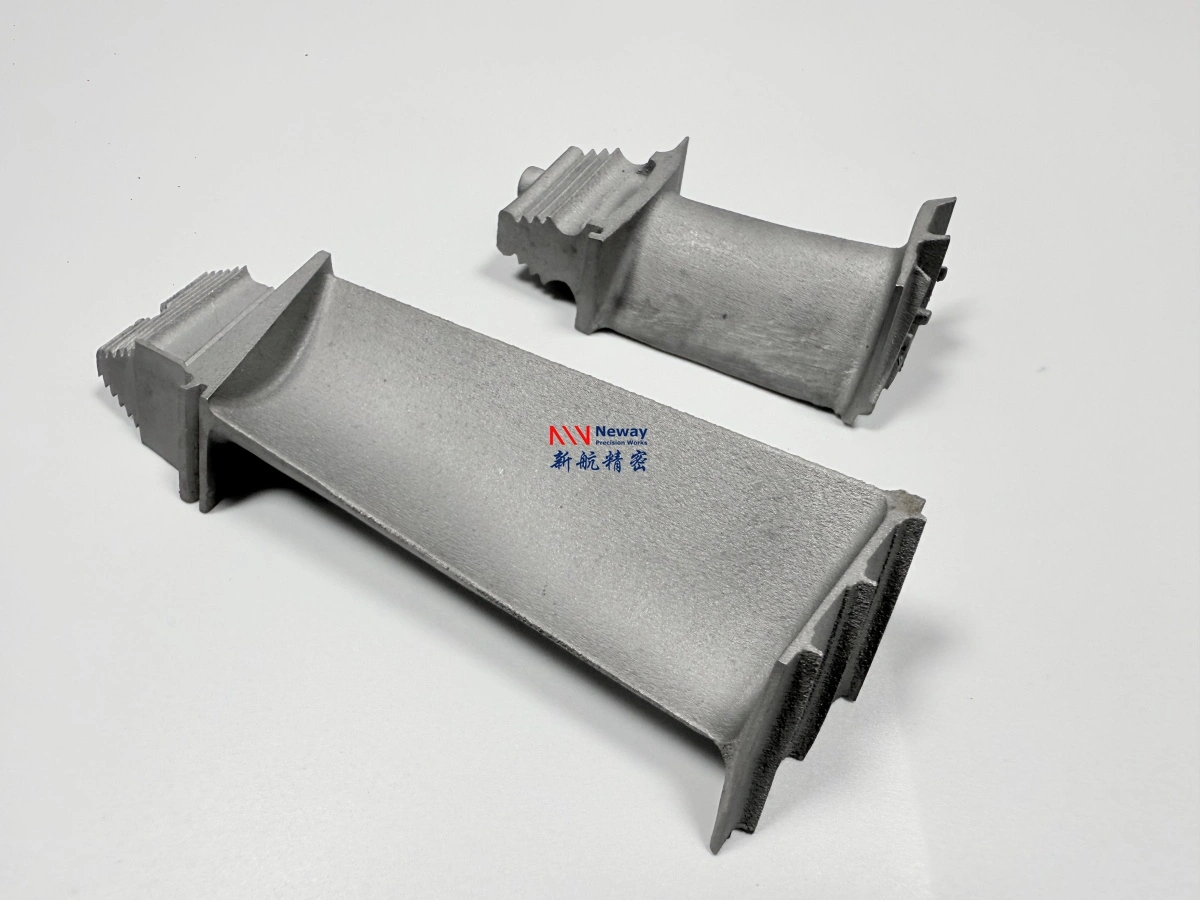
Para la fabricación de álabes de turbina GE 9E / 9171E, el cuerpo del álabe suele producirse a partir de una superaleación de alta temperatura mediante fundición o control avanzado de solidificación. Después de producir la pieza en bruto, la raíz, la plataforma, la cubierta (shroud), los orificios de refrigeración, las zonas de muesca en Z, las caras de sellado y las superficies recubiertas deben procesarse cuidadosamente. NewayAeroTech ofrece Mecanizado CNC de Superaleaciones, Mecanizado por Descarga Eléctrica (EDM), Perforación de Agujeros Profundos en Superaleaciones, Recubrimiento de Barrera Térmica (TBC) y Soldadura de Superaleaciones para componentes personalizados de la sección caliente.
1. Por qué los orificios de refrigeración, los recubrimientos y las zonas de desgaste son importantes en los álabes de turbina GE 9E
Los álabes de turbina GE 9E trabajan en un flujo de gas a alta temperatura mientras soportan cargas mecánicas rotativas. El perfil aerodinámico debe resistir el calor, la oxidación, la fluencia y la fatiga. La raíz debe encajar firmemente en la ranura del rotor. Las áreas de la cubierta (shroud) y de la muesca en Z deben controlar el contacto, el sellado, la vibración y el desgaste. Los orificios de refrigeración y los recubrimientos ayudan a reducir el daño térmico y extender la vida útil del componente.
Si los orificios de refrigeración son inexactos, están bloqueados, son demasiado grandes, demasiado pequeños o están desalineados, el rendimiento de refrigeración puede verse afectado. Si el espesor o la adhesión del recubrimiento son inestables, el álabe puede perder protección térmica. Si las zonas de desgaste de la muesca en Z o de la cubierta no se mecanizan o revisten correctamente con material duro, pueden aumentar los daños por contacto y los problemas relacionados con la vibración.
Característica | Por qué es importante | Riesgo principal de fabricación |
|---|---|---|
Orificios de refrigeración | Controla la temperatura del metal durante la operación en la ruta de gas caliente | Orificios bloqueados, ángulo incorrecto, flujo deficiente, rebabas, capa refundida |
Superficie TBC | Reduce la exposición térmica en las superficies de la ruta de gas a alta temperatura | Mala adhesión, espesor desigual, descamación del recubrimiento, contaminación superficial |
Capa de unión MCrAlY | Mejora la resistencia a la oxidación y favorece la adhesión del TBC | Unión débil, daño por oxidación, incompatibilidad del recubrimiento |
Superficie de la cubierta (Shroud) | Controla el área de la punta, el sellado, el contacto y el comportamiento de vibración | Error de perfil, desgaste, agrietamiento, ajuste de contacto deficiente |
Zona de revestimiento duro de la muesca en Z | Mejora la resistencia al desgaste en las zonas de contacto | Agrietamiento, mala unión de la soldadura, pérdida excesiva de margen de mecanizado |
2. ¿Cómo se fabrican los orificios de refrigeración en los álabes de turbina GE 9E?
Los orificios de refrigeración en los álabes de turbina GE 9E suelen producirse después de las etapas de fundición y tratamiento térmico. Dado que los materiales de los álabes de turbina suelen ser superaleaciones basadas en níquel o aleaciones avanzadas de alta temperatura, el taladrado convencional puede no ser adecuado para todas las características de refrigeración. Dependiendo del tamaño, profundidad, ángulo, dirección de acceso y geometría del perfil aerodinámico del orificio, se puede seleccionar EDM, taladrado láser o perforación de agujeros profundos.
El Mecanizado por Descarga Eléctrica (EDM) es adecuado para pequeños orificios de refrigeración, orificios angulados, ranuras estrechas y perfiles difíciles en superaleaciones duras. La Perforación de Agujeros Profundos en Superaleaciones puede utilizarse cuando se requieren pasos internos largos y relativamente rectos. Para perfiles aerodinámicos complejos de álabes de turbina, la inspección debe confirmar el tamaño del orificio, el ángulo, la limpieza y la consistencia de la ruta de flujo.
Característica de refrigeración | Proceso posible | Enfoque del control de calidad |
|---|---|---|
Orificios de refrigeración por película | Taladrado por EDM o taladrado láser según la geometría | Diámetro, ángulo, calidad de salida, control de rebabas, consistencia del flujo |
Orificios angulados | EDM o taladrado controlado con soporte de utillaje | Orientación del orificio, ubicación en el perfil, repetibilidad, condición superficial |
Características de refrigeración turbulenta | EDM o proceso de taladrado especializado según el diseño | Repetibilidad de características internas, riesgo de bloqueo, accesibilidad para limpieza |
Pasajes internos profundos | Perforación de agujeros profundos o EDM según el acceso y la relación profundidad-diámetro | Rectitud, riesgo de traspaso, limpieza interna, control del espesor de pared |
Ranuras estrechas | EDM por hilo o EDM por penetración | Ancho de ranura, condición del borde, capa refundida, precisión dimensional |
3. ¿Por qué es importante el EDM para las características de refrigeración en superaleaciones?
El EDM es importante porque las superaleaciones de los álabes de turbina son difíciles de mecanizar mediante corte convencional. Las aleaciones basadas en níquel tienen alta resistencia en caliente, baja conductividad térmica, fuerte tendencia al endurecimiento por deformación y alto desgaste de la herramienta. Cuando los orificios de refrigeración son pequeños, angulados o están ubicados en superficies curvas del perfil aerodinámico, el EDM puede ofrecer una ruta más práctica que el taladrado mecánico.
Sin embargo, el EDM aún debe controlarse cuidadosamente. El proceso puede crear una capa refundida o microgrietas si los parámetros no se controlan. Para características críticas de los álabes de turbina, la calidad del EDM debe evaluarse mediante verificaciones dimensionales, inspección visual, análisis de secciones, pruebas de flujo o inspección por TC cuando lo exija la especificación del cliente.
Elemento de control del EDM | Por qué es importante |
|---|---|
Control de parámetros de descarga | Reduce la capa afectada por el calor excesivo y mejora la calidad del orificio |
Alineación del electrodo | Controla el ángulo, la posición y la repetibilidad del orificio de refrigeración |
Lavado y limpieza | Previene escombros, bloqueos y descargas inestables durante el mecanizado |
Control de la capa refundida | Mejora la integridad superficial para condiciones de fatiga y ciclos térmicos |
Inspección final del orificio | Confirma que las características de refrigeración cumplen con los requisitos del plano y de flujo |
4. ¿Cómo se aplican los recubrimientos TBC y MCrAlY a los álabes de turbina?
El recubrimiento de barrera térmica se aplica a las superficies de los álabes de turbina que requieren protección térmica contra la exposición a gases calientes. Un sistema de recubrimiento típico puede incluir preparación de la superficie, capa de unión MCrAlY, capa cerámica de barrera térmica e inspección final. La capa de unión mejora la resistencia a la oxidación y ayuda a que la capa cerámica se adhiera al sustrato de superaleación.
El Recubrimiento de Barrera Térmica (TBC) debe planificarse junto con el margen de mecanizado, ya que el espesor del recubrimiento puede afectar las dimensiones finales, la holgura, la rugosidad superficial y el flujo de aire. Las áreas recubiertas deben definirse claramente en el plano, especialmente cerca de las interfaces de la raíz, las superficies de la plataforma, las áreas de sellado y los orificios de refrigeración.
Paso del recubrimiento | Propósito | Control de ingeniería |
|---|---|---|
Preparación de la superficie | Elimina la contaminación y prepara el sustrato para el recubrimiento | Limpieza, rugosidad, enmascarado, activación superficial |
Capa de unión MCrAlY | Mejora la resistencia a la oxidación y favorece la adhesión del recubrimiento cerámico | Espesor, unión, cobertura, resistencia a la oxidación |
Capa cerámica TBC | Reduce la exposición térmica de la superaleación base | Espesor, uniformidad, porosidad, adhesión, comportamiento en ciclos térmicos |
Enmascarado y control de holguras | Protege las áreas que deben permanecer sin recubrir o dimensionalmente controladas | Superficies de la raíz, caras de acoplamiento, salidas de orificios de refrigeración, superficies de sellado |
Inspección final del recubrimiento | Verifica que el recubrimiento cumpla con los requisitos del plano o especificación | Inspección visual, medición de espesor, revisión de adhesión, condición superficial |
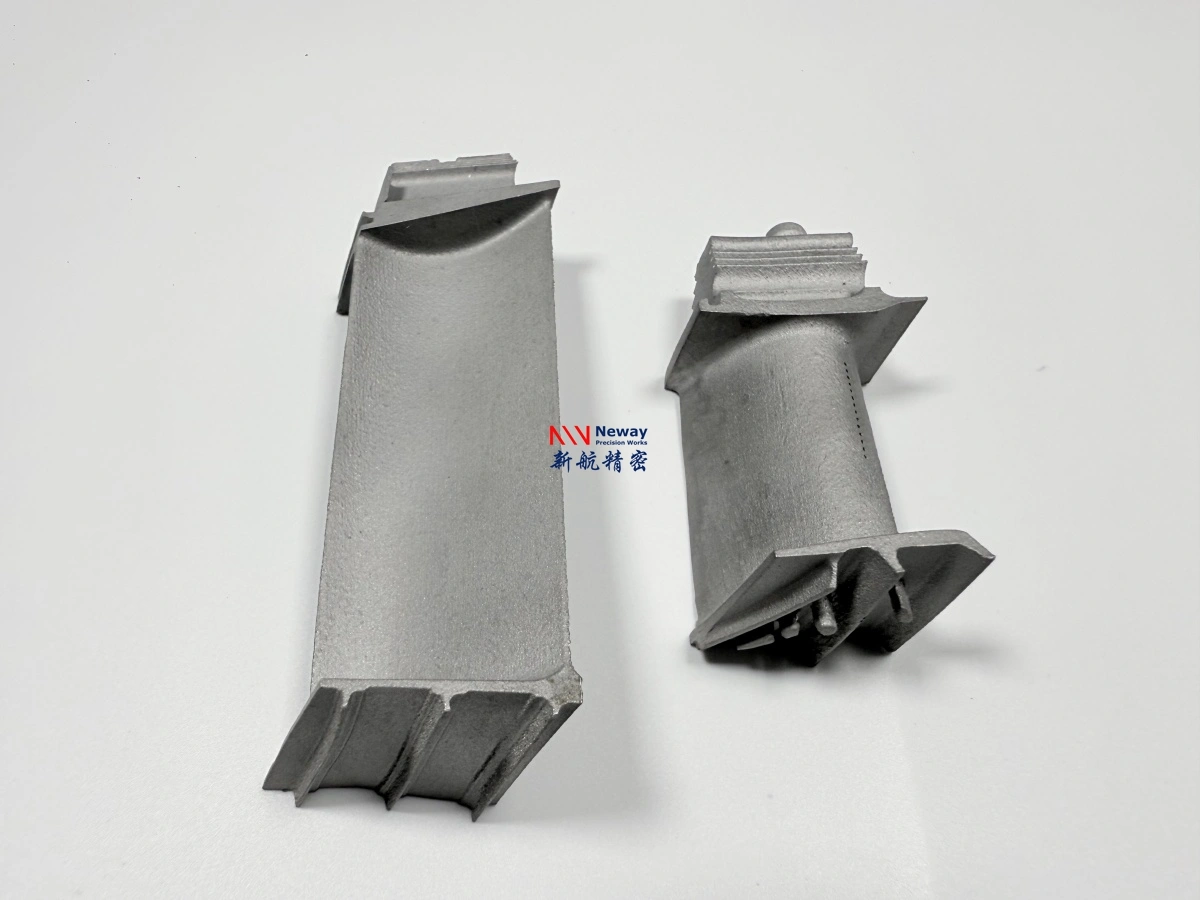
5. ¿Cómo se fabrican las áreas de la cubierta (Shroud), la muesca en Z y las zonas de desgaste?
Las áreas de la cubierta (Shroud), la muesca en Z y las zonas de contacto por desgaste en los álabes de turbina GE 9E requieren un mecanizado y tratamiento superficial cuidadosos, ya que estas características afectan el sellado de la punta, el control de vibraciones, el comportamiento de contacto y el rendimiento de desgaste a largo plazo. Estas áreas pueden requerir mecanizado CNC, soldadura de revestimiento duro, rectificado, pulido e inspección superficial.
Materiales resistentes al desgaste como Stellite 6 o Stellite 6B pueden evaluarse para regiones de revestimiento duro o contacto. La Soldadura de Superaleaciones puede utilizarse para zonas de revestimiento duro seleccionadas, pero el área soldada debe inspeccionarse para detectar grietas, calidad de unión y consistencia dimensional después del procesamiento.
Zona de desgaste | Método de fabricación | Enfoque del control de calidad |
|---|---|---|
Cubierta de punta escalonada | Mecanizado CNC, rectificado, acabado superficial | Precisión del perfil, espesor local, superficie de contacto, acabado superficial |
Zona de muesca en Z | Soldadura de revestimiento duro, acabado CNC, inspección FPI | Control de grietas, unión de soldadura, resistencia al desgaste, recuperación dimensional |
Superficie de sellado | Mecanizado CNC, control de recubrimiento, acabado superficial | Planitud, rugosidad, margen de recubrimiento, control de fugas |
Interfaz de contacto | Aleación resistente al desgaste, revestimiento duro, mecanizado, inspección | Patrón de contacto, integridad superficial, comportamiento de desgaste a largo plazo |
Borde de la plataforma | Mecanizado CNC, mezcla, control de recubrimiento | Condición del borde, concentración de tensiones, transición del recubrimiento |
6. ¿Qué inspección se necesita después del mecanizado de orificios de refrigeración y el recubrimiento?
Después del mecanizado de los orificios de refrigeración y el recubrimiento, la inspección debe confirmar que el álabe de turbina sigue cumpliendo con los requisitos dimensionales, metalúrgicos, superficiales y funcionales. Los orificios de refrigeración deben verificarse en cuanto a tamaño, ángulo, bloqueo, rebabas, capa refundida y limpieza. Las superficies recubiertas deben verificarse en cuanto a espesor, cobertura, adhesión, condición superficial y precisión del enmascarado.
NewayAeroTech proporciona Pruebas y Análisis de Materiales para componentes de aleaciones de alta temperatura. Dependiendo de los requisitos del cliente, la inspección puede incluir MMC (máquina de medición por coordenadas), escaneo 3D, rayos X, TC, FPI (inspección por líquidos penetrantes fluorescentes), metalografía, SEM/EDS, inspección del espesor del recubrimiento y revisión visual final.
Elemento de inspección | Método típico | Propósito |
|---|---|---|
Diámetro del orificio de refrigeración | Calibrador de pasadores, medición óptica, boroscopio, TC cuando sea necesario | Confirma el tamaño del orificio y la repetibilidad |
Ángulo del orificio de refrigeración | Inspección 3D, inspección con utillaje, TC o análisis de sección | Confirma la dirección del orificio y la relación con el perfil aerodinámico |
Bloqueo interno | Inspección por TC, verificación de flujo, boroscopio, verificación de limpieza | Asegura que la ruta de refrigeración esté abierta y funcional |
Capa refundida | Sección metalográfica o análisis SEM cuando sea necesario | Evalúa la integridad superficial del EDM |
Espesor del recubrimiento | Medición de espesor e informe de recubrimiento | Confirma el espesor del TBC, la capa de unión o el recubrimiento protector |
Grietas superficiales | FPI o inspección por líquidos penetrantes | Detecta grietas abiertas después del mecanizado, soldadura, recubrimiento o tratamiento térmico |
7. ¿Qué información deben proporcionar los compradores para proyectos de orificios de refrigeración y recubrimientos?
Para fabricar álabes de turbina GE 9E con orificios de refrigeración, recubrimientos y zonas resistentes al desgaste, los compradores deben proporcionar geometría detallada, material, recubrimiento y requisitos de inspección. Sin notas sobre los orificios de refrigeración, requisitos de espesor de recubrimiento, áreas de enmascarado y especificaciones de zonas de desgaste, el proveedor puede no ser capaz de evaluar con precisión el riesgo del proceso.
Información requerida | Por qué es importante |
|---|---|
Archivo CAD 3D | Apoya la revisión de la geometría del perfil, la orientación de los orificios de refrigeración y la planificación del mecanizado |
Plano 2D con notas de orificios de refrigeración | Define el diámetro, ángulo, ubicación, tolerancia y requisito de inspección del orificio |
Grado del material | Determina la dificultad del EDM, el tratamiento térmico, la compatibilidad del recubrimiento y el método de inspección |
Especificación del recubrimiento | Aclara TBC, MCrAlY, Al-Si, recubrimiento de oxidación, espesor y requisitos de enmascarado |
Requisito de zona de desgaste | Define si se requiere Stellite, soldadura de revestimiento duro, rectificado o mecanizado final |
Estándar de inspección | Confirma si se requiere MMC, TC, FPI, metalografía, informe de recubrimiento o verificación de flujo |
Etapa de la pieza y aplicación | Ayuda a evaluar la zona de temperatura, condición de tensión, riesgo de recubrimiento y requisito de servicio |
Cantidad y objetivo de entrega | Ayuda a evaluar el diseño del utillaje, preparación de electrodos, lote de recubrimiento y tiempo de entrega |
8. Recomendación práctica de ingeniería
Para los álabes de turbina GE 9E, los orificios de refrigeración, las superficies de recubrimiento y las zonas de desgaste deben planificarse como una ruta de fabricación integrada. Los orificios de refrigeración afectan el rendimiento térmico, el TBC y el MCrAlY afectan la protección superficial, y las áreas de revestimiento duro de la cubierta o la muesca en Z afectan el desgaste y el comportamiento de contacto. Estas características no deben cotizarse ni fabricarse por separado sin revisar la geometría completa del álabe y el requisito de servicio.
Para una evaluación técnica más rápida, proporcione el modelo de turbina, la etapa del álabe, el archivo CAD 3D, el plano 2D, el grado del material, los detalles de los orificios de refrigeración, la especificación del recubrimiento, las notas de las zonas de desgaste, el estándar de inspección, la cantidad y el cronograma objetivo de entrega. NewayAeroTech puede revisar el componente y recomendar una ruta de fabricación práctica para aplicaciones de álabes de turbina tipo GE 9E, clase 9171E y otras de clase E.
Los nombres GE 9E y 9171E se utilizan solo para describir los requisitos de aplicación del marco de la turbina. NewayAeroTech se centra en la fabricación personalizada de piezas de superaleaciones según los planos, muestras, especificaciones y requisitos del proyecto proporcionados por el cliente.
