Inspección por Rayos X: Ensayo No Destructivo para la Detección de Defectos Internos en Piezas Fundi...
Introducción a Este Proceso
Las superaleaciones están diseñadas para aplicaciones donde el alto rendimiento es innegociable. Desde motores a reacción hasta turbinas de potencia, estos materiales soportan condiciones extremas, incluyendo altas temperaturas, presiones intensas y entornos corrosivos. Para aplicaciones tan críticas, cualquier defecto, ya sea visible u oculto, puede comprometer la integridad estructural y el rendimiento de un componente. Este nivel de fiabilidad es particularmente crucial en industrias como la aeroespacial y de aviación y la nuclear.
Los defectos internos, como porosidades, grietas e inclusiones, son particularmente desafiantes porque no pueden detectarse mediante inspecciones superficiales. La inspección por rayos X, un robusto método de ensayo no destructivo (END), entra en juego. La inspección por rayos X permite a los fabricantes identificar y evaluar fallos internos en piezas de superaleación sin dañar los componentes. Esto asegura que solo las piezas libres de defectos, como las utilizadas en piezas de sistemas de escape de superaleación y componentes de vasijas de reactor de superaleación, lleguen a la aplicación final, reduciendo riesgos y mejorando la fiabilidad.
¿Qué es Este Proceso?
La inspección por rayos X es una técnica de ensayo no destructivo (END) ampliamente utilizada en las industrias aeroespacial y de generación de energía para evaluar la estructura interna de los materiales sin dañarlos. Este proceso utiliza rayos X de alta energía para penetrar los materiales, creando imágenes detalladas que revelan defectos ocultos como grietas, porosidad e inclusiones.
Tipos de Inspección por Rayos X
Ensayo Radiográfico (RT):
Inspección tradicional por rayos X que captura imágenes en película.
Un método probado para detectar defectos en materiales densos como las superaleaciones.
Fiable para aplicaciones que requieren registros de inspección duraderos y a largo plazo.
Radiografía Digital (DR):
Una técnica moderna que utiliza sensores digitales en lugar de película.
Ofrece captura de imágenes más rápida, mayor resolución y capacidades de manipulación de imágenes para una detección de defectos mejorada.
Comúnmente aplicada en industrias que necesitan un rápido procesamiento y análisis detallado.
Pasos del Proceso
Posicionamiento de la Muestra:
El componente de superaleación se coloca entre la fuente de rayos X y el detector para garantizar una imagen precisa.
Emisión de Rayos X:
Se emiten rayos X de alta energía desde la fuente, penetrando el material. Las tasas de absorción variables del material, dependiendo de su densidad y espesor, crean una imagen interna.
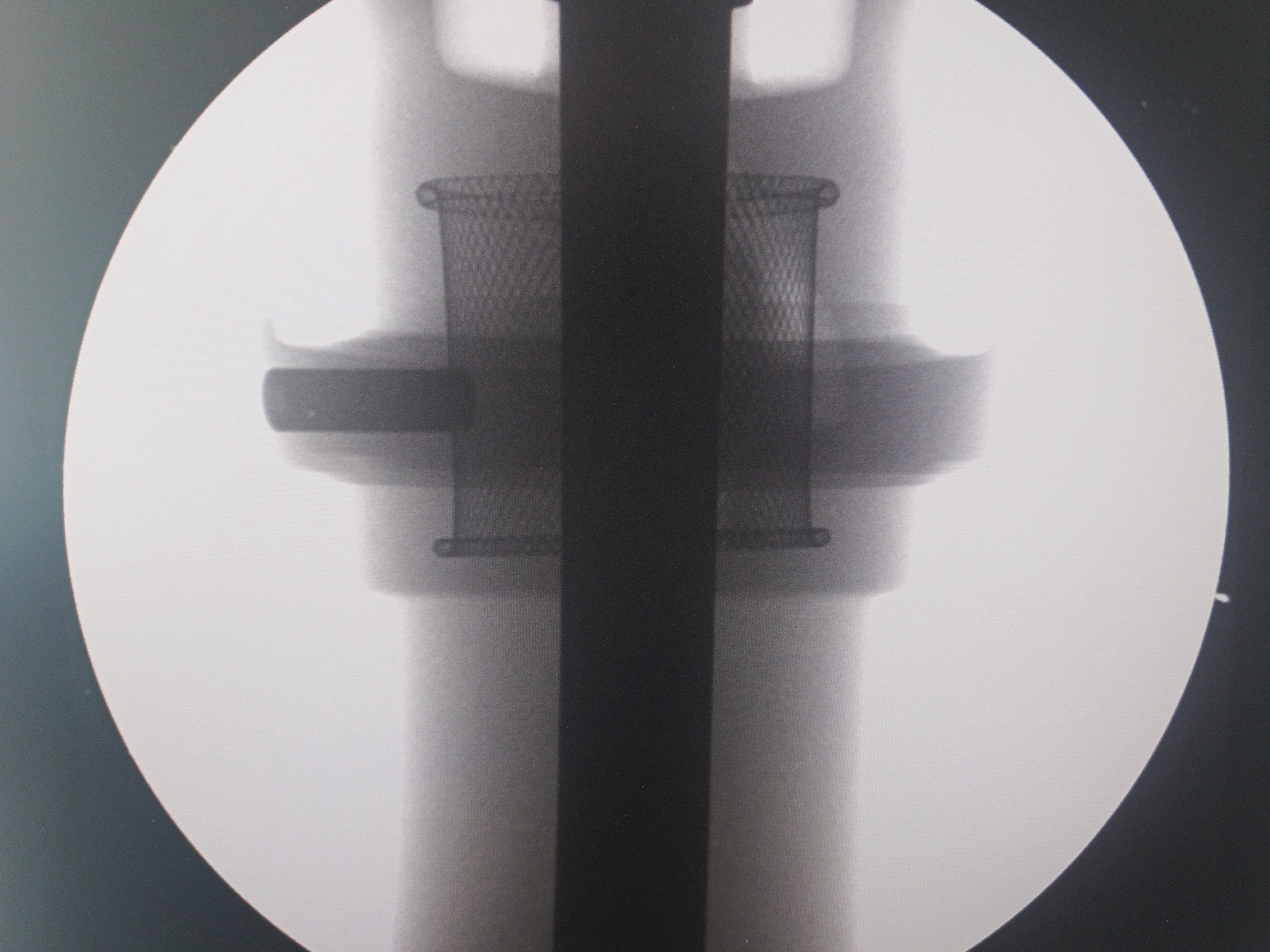
Captura de Imagen:
El detector (película o sensor digital) registra los rayos X que atraviesan el material, produciendo una imagen radiográfica que resalta las características internas.
Análisis:
La imagen se analiza en busca de defectos como grietas, vacíos o inclusiones. Este paso es crítico para garantizar la integridad y fiabilidad del componente en aplicaciones exigentes.
Aplicaciones y Beneficios
La inspección por rayos X es particularmente efectiva para materiales densos como las superaleaciones, revelando defectos internos que podrían ser indetectables mediante inspecciones superficiales. Esta técnica asegura la calidad y fiabilidad de los componentes utilizados en entornos extremos, como álabes de turbina y piezas estructurales críticas.
Al detectar fallos temprano en el proceso de fabricación, la inspección por rayos X reduce las tasas de fallo, mejora el rendimiento y cumple con los estándares de la industria.
Rol en la Verificación de Piezas de Superaleación
Los componentes de superaleación son vitales en aplicaciones de alto estrés donde la fiabilidad y el rendimiento son primordiales. La inspección por rayos X es crucial para garantizar que estos componentes cumplan con estándares de calidad estrictos al detectar defectos internos que podrían comprometer su integridad. Así es como se aplica la inspección por rayos X en las diferentes etapas de fabricación de piezas de superaleación:
Verificación de Piezas Fundidas de Superaleación
Las piezas fundidas de superaleación, como álabes de turbina, impulsores y anillos de tobera, son propensas a defectos internos debido a la complejidad de sus geometrías y al propio proceso de fundición. Los problemas comunes incluyen:
Porosidad: Bolsas de aire atrapadas dentro del material.
Grietas: Resultantes de un enfriamiento desigual durante la solidificación.
Inclusiones: Materiales extraños introducidos durante el proceso de fundición.
La inspección por rayos X identifica estos defectos internos, asegurando que se mantenga la integridad estructural de los componentes fundidos. Este paso es crítico en aplicaciones de alto rendimiento como motores aeroespaciales y turbinas de potencia, donde defectos no detectados podrían llevar a fallos catastróficos.
Verificación de Piezas de Superaleación Impresas en 3D
La fabricación aditiva, o impresión 3D, permite la producción de componentes intrincados de superaleación. Sin embargo, el proceso capa por capa introduce desafíos únicos, como:
Fusión Incompleta: Huecos entre capas debido a una unión deficiente.
Vacios: Bolsas de aire formadas durante la deposición del material.
Inconsistencias del Material: Variaciones en densidad o composición.
La inspección por rayos X es esencial para analizar estas piezas, ya que penetra geometrías complejas y revela defectos ocultos sin dañar el componente. Esto asegura que las piezas de superaleación impresas en 3D cumplan con los altos requisitos de rendimiento de las industrias aeroespacial y de generación de energía.
Verificación de Piezas de Superaleación Mecanizadas por CNC
El mecanizado CNC se utiliza comúnmente para refinar las dimensiones y acabados superficiales de los componentes de superaleación después de la fundición o impresión 3D. Sin embargo, el mecanizado puede exponer o exacerbar defectos ocultos, como:
Grietas: Propagadas bajo el estrés del mecanizado.
Delaminación: Separación de capas en ciertas superaleaciones compuestas.
La inspección por rayos X verifica la integridad interna de las piezas de superaleación mecanizadas por CNC, asegurando que ningún defecto pase desapercibido. Esto es particularmente crítico para componentes como discos de turbina y sellos, que deben funcionar de manera fiable en condiciones extremas.
Otros Escenarios de Detección
Además de inspeccionar piezas fundidas, impresas en 3D y mecanizadas, la inspección por rayos X es valiosa para otras aplicaciones, incluyendo:
Uniones Soldadas: Verificar que las soldaduras estén libres de vacíos o grietas internas.
Piezas Tratadas Térmicamente: Confirmar que los procesos térmicos no hayan introducido defectos.
Ensamblajes Unidos: Asegurar la integridad de componentes unidos por soldadura fuerte o adhesivos.
La inspección por rayos X asegura que los componentes de superaleación, independientemente de su proceso de fabricación, cumplan con los más altos estándares de calidad y fiabilidad, proporcionando confianza en su rendimiento para aplicaciones críticas.
Comparación con Otros Métodos de Verificación
Aunque la inspección por rayos X es una herramienta poderosa, es uno de los muchos métodos para detectar defectos en componentes de superaleación. Así es como se compara con otras técnicas comunes:
Ensayo por Ultrasonidos (UT)
Fortalezas: UT utiliza ondas sonoras para detectar defectos internos y es efectivo para componentes gruesos y significativos. Es portátil y a menudo más rentable que la inspección por rayos X. La inspección por ultrasonidos por inmersión en agua es beneficiosa para garantizar la homogeneidad del material en piezas de superaleación.
Debilidades: UT requiere operadores cualificados y puede tener dificultades con geometrías complejas o materiales muy densos como las superaleaciones.
Escaneo CT
Fortalezas: La Tomografía Computarizada (CT) proporciona imágenes 3D de estructuras internas, ofreciendo un análisis más detallado que la inspección tradicional por rayos X. Es ideal para componentes complejos con geometrías intrincadas. Por ejemplo, la tomografía computarizada industrial de matriz lineal puede detectar incluso los defectos internos más pequeños en piezas fundidas direccionales de superaleación.
Debilidades: El escaneo CT es más costoso y consume más tiempo que la inspección por rayos X, haciéndolo menos práctico para la producción de alto volumen.
Métodos de Inspección Superficial (CMM, SEM)
Fortalezas: Las Máquinas de Medición por Coordenadas (CMM) y la Microscopía Electrónica de Barrido (SEM) son excelentes para inspecciones superficiales y análisis dimensional. Son particularmente efectivas para garantizar la precisión geométrica y analizar defectos superficiales a nivel microscópico.
Debilidades: Estos métodos no pueden detectar defectos internos, lo que los hace inadecuados para un control de calidad integral.
Conclusión
Aunque cada método tiene su lugar en la garantía de calidad, la inspección por rayos X se destaca por proporcionar una vista detallada de los defectos internos de manera no destructiva, especialmente para componentes de superaleación densos y complejos. Combinar la inspección por rayos X con técnicas complementarias como CT o UT asegura una detección integral de defectos y fiabilidad para aplicaciones que requieren un análisis interno preciso.
Cuándo Elegir la Inspección por Rayos X para Aplicaciones de Alta Precisión
La inspección por rayos X no siempre es la primera opción para cada aplicación, pero es indispensable en escenarios donde la detección de defectos internos es crítica. Considere usar la inspección por rayos X en las siguientes situaciones:
Aplicaciones de Alto Riesgo: Los componentes utilizados en la fabricación de piezas aeroespaciales y nucleares a menudo exigen un rendimiento impecable, donde el fallo no es una opción. La inspección por rayos X asegura que estos componentes cumplan con estándares de seguridad estrictos, como los requeridos para piezas de cámaras de combustión de turbinas de gas para energía.
Geometrías Complejas: Las piezas con características internas intrincadas, como álabes de turbina de superaleación o álabes de compresor monocristalinos, requieren métodos de ensayo no destructivo que puedan penetrar y revelar defectos ocultos.
Validación Post-Fabricación: Después de la producción, asegurar que los componentes estén libres de defectos es crucial. Por ejemplo, los componentes de turbina de superaleación Inconel y las piezas de minería de ingeniería de precisión se benefician significativamente de la inspección por rayos X como parte de los protocolos de garantía de calidad.
Análisis de Fallos: Investigar la causa raíz del fallo de un componente analizando su estructura interna es vital para comprender problemas en productos como los componentes de intercambiadores de calor Hastelloy X o las piezas fundidas por inversión al vacío.
Al seleccionar cuidadosamente la inspección por rayos X para las aplicaciones correctas, los fabricantes pueden equilibrar costo, eficiencia y fiabilidad, particularmente para piezas críticas y de alta precisión.
Preguntas Frecuentes
¿Cómo detecta la inspección por rayos X los defectos internos en piezas fundidas de superaleación?
¿Cuáles son las limitaciones de la inspección por rayos X para piezas de superaleación?
¿Puede la inspección por rayos X detectar defectos en superaleaciones densas utilizadas en componentes de turbina?
¿Cómo se compara la radiografía digital con el ensayo radiográfico tradicional en precisión?
¿Es la inspección por rayos X adecuada para todos los tipos de procesos de fabricación de superaleación?
