SLS-3D-Druckservice für Brennkammerkomponenten aus Luftfahrt-Superlegierungen
Einführung in den SLS-3D-Druck für Luftfahrt-Brennkammerkomponenten
Selektives Lasersintern (SLS) ist eine zuverlässige Methode zur Herstellung komplexer Brennkammerkomponenten aus Superlegierungen in Luftfahrtqualität. Dieser schichtweise Pulverschmelzprozess gewährleistet eine gleichmäßige Dichte, eine kontrollierte Mikrostruktur und thermische Integrität bei komplexen Geometrien unter extremer Hitze und Druck.
Bei Neway Aerotech unterstützen unsere SLS-3D-Druckdienste die Fertigung von Brennteilen aus Superlegierungen für Antriebssysteme, Flugzeugtriebwerke und Turbinen-Brennaggregate.
Überblick über den SLS-3D-Druck
Prozessfähigkeiten
Parameter | Wert |
|---|---|
Schichtdicke | 40–60 μm |
Minimale Merkmalsgröße | ~0,5 mm |
Maßtoleranz | ±0,1 mm pro 100 mm |
Maximale Kammertemperatur | >1000 °C für Bauteile aus Superlegierungen |
Dichte (nach HIP) | ≥99,7 % |
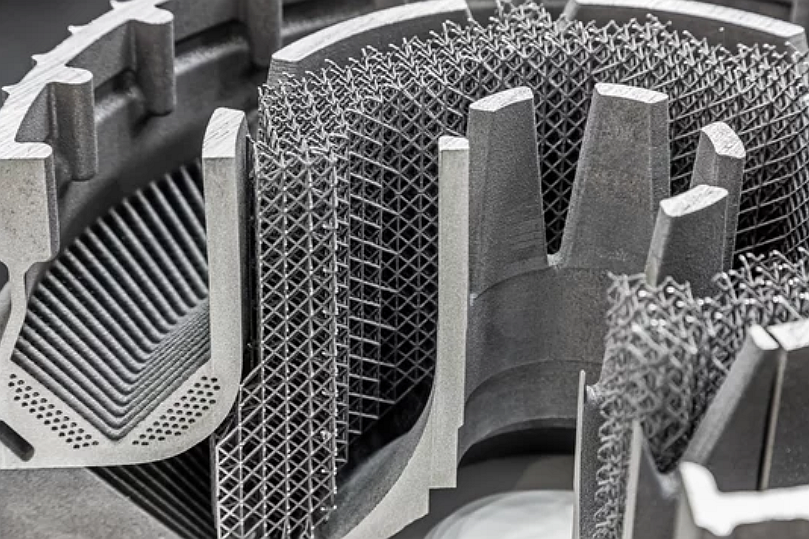
SLS ermöglicht die Erstellung leichter Gitterstrukturen, interner Kühlkanäle und komplexer Wandprofile in einem einzigen Bauzyklus.
Warum SLS für Luftfahrt-Brennkammern?
Berührungsloses Schichtfügen erhält die Geometrie dünnwandiger Strukturen
Unterstützt die Integration komplexer Merkmale (Kühlbohrungen, Gitterverstärkungen, integrierte Anschlüsse)
Hochauflösendes Pulverschmelzen gewährleistet mechanische Leistung in Umgebungen über 1000 °C
Vollständig kompatibel mit Nachbearbeitungsverfahren wie HIP, EDM und Beschichtung
Materialüberlegungen
Häufig verwendete Superlegierungen für SLS-Brennkammern
Material | Max. Temperatur (°C) | Festigkeit @ 800 °C (MPa) | Oxidationsbeständigkeit | Anwendungsfall |
|---|---|---|---|---|
700–750 | ~970 | Ausgezeichnet | Auskleidungen von Flugzeugbrennkammern, Befestigungen für Kraftstoffdüsen | |
>980 | ~1100 | Überlegen | Brenndosen für Turbinen, Drallkörper | |
>1000 | ~1200 | Ausgezeichnet | Brennerringe, Zündergehäuse | |
~1175 | ~880 | Hervorragend | Brennwände in oxidierenden Gaspfaden |
Fallstudie: SLS-Fertigung eines Brennraumauskleidungssegments aus Inconel 939
Projekthintergrund
Ein Kunde aus dem Bereich Luft- und Raumfahrt benötigte ein einteiliges Brennkammerauskleidungsteil mit 3D-gedruckten internen Kühlkanälen, Gitterverstärkungen und integrierten Kraftstoffeinspritzöffnungen. Als Material wurde Inconel 939 ausgewählt, das für Betriebstemperaturen von 980–1050 °C geeignet ist.
Fertigungsablauf
Konstruktion für additive Fertigung: Integrierte 1-mm-Kühlkanäle, 0,7-mm-Gitterwände und optimierte Kammerkontur
SLS-Bauprozess: Schichtdicke 50 μm, Bauzeit 38 Stunden, Maßtoleranz ±0,08 mm
HIP-Behandlung: 1200 °C, 100 MPa für 4 Stunden zur Erreichung einer Dichte von 99,8 %
EDM-Nachbearbeitung: Funkenerosive Bearbeitung der Düsenöffnungen und Dichtflansche mit einer Toleranz von ±0,005 mm
Beschichtung: Auftragen einer Wärmedämmschicht auf die Innenwände
Nachbearbeitung und Inspektion
KMG-Verifizierung aller funktionalen Merkmale
Röntgenprüfung zeigte keine Schrumpfung oder Porenansammlungen
REM-Analyse bestätigte eine gleichmäßige Kornverschmelzung
Ultraschall-Tauchprüfung validierte die innere Integrität
Ergebnisse und Verifizierung
Das fertige Brennsegment aus Inconel 939 erreichte eine Maßpräzision innerhalb von ±0,08 mm und eine Oberflächengüte von Ra ≤ ,6 μm in den Dichtungszonen.
Alle internen Kühlwege waren frei, wobei die gemessene Wanddickenabweichung nach der EDM-Nachbearbeitung unter ±0,05 mm lag.
Röntgen- und Ultraschalltests bestätigten eine Dichte von >99,8 % ohne Unterflächendefekte oder Schichtdelamination.
Das Bauteil bestand einen 100-Stunden-Test mit heißem Hochdruckgas ohne Verformung oder Ermüdungsrisse.
Häufig gestellte Fragen (FAQs)
Welche Arten von Superlegierungen eignen sich am besten für SLS-gedruckte Brennerteile?
Wie wird Porosität in SLS-Turbinenbrennkomponenten behandelt?
Können Filmkühlkanäle direkt gedruckt und mittels EDM nachbearbeitet werden?
Welche maximale Wandstärke ist für SLS-Brennhardware erreichbar?
Welche Nachbehandlung ist für die Luftfahrtzertifizierung von SLS-Teilen erforderlich?
