Wie kann die CNC-Bearbeitung enge Toleranzen in Superlegierungsbauteilen erreichen?
Fortschrittliche Maschinensteifigkeit und -präzision
Die CNC-Bearbeitung erreicht enge Toleranzen in Superlegierungsbauteilen hauptsächlich durch die außergewöhnliche Steifigkeit und Präzision moderner computergesteuerter Werkzeugmaschinen. Im Gegensatz zu konventionellen manuellen Maschinen sind hochwertige CNC-Fräs- und Drehmaschinen mit schweren, vibrationsdämpfenden Gestellen sowie hochpräzisen Kugelumlaufspindeln und Linearführungen konstruiert. Diese robuste Bauweise ist unerlässlich bei der Bearbeitung zäher Materialien wie Inconel 718 oder Ti-6Al-4V, da sie Werkzeugdurchbiegung und Rattern verhindert – die Hauptfeinde der Maßhaltigkeit. Die digitalen Servomotoren steuern die Achsbewegung mit Mikrometer-Auflösung und ermöglichen so eine präzise Positionierung, die mit manueller Bedienung einfach nicht erreichbar ist.
Anspruchsvolle Werkzeugbahnstrategien und Wärmemanagement
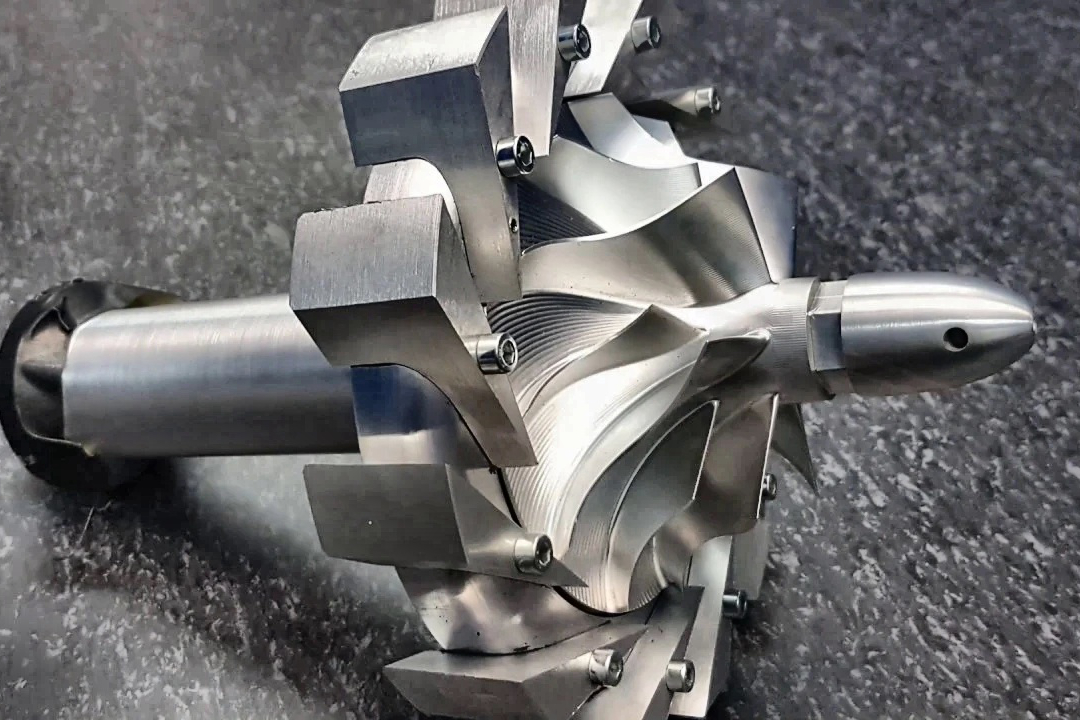
Das Erreichen enger Toleranzen beruht auch auf anspruchsvoller CAM-Programmierung (Computer-Aided Manufacturing), die optimierte Werkzeugbahnen erzeugt. Strategien wie Trochoidalfräsen und Gleichlauffräsen sorgen für eine konstante Werkzeugeingriffstiefe, managen die Schnittkräfte und minimieren die Wärmeentwicklung – ein kritischer Faktor, da übermäßige thermische Ausdehnung das Bauteil verziehen und die Toleranzeinhaltung ruinieren kann. Darüber hinaus sind Hochdruck-Kühlmittelsysteme integraler Bestandteil der Superlegierungs-CNC-Bearbeitung. Sie entfernen effektiv Wärme aus der Schnittzone, stabilisieren die Werkstücktemperatur und evakuieren Späne, um zu verhindern, dass diese nachgeschnitten werden, was die Oberflächengüte und die Maße beschädigen könnte.
In-Prozess-Messtechnik und Kompensation
Viele fortschrittliche CNC-Bearbeitungszentren sind mit In-Prozess-Tastsystemen ausgestattet. Diese taktilen Taster können während des Bearbeitungsprozesses automatisch ein Bauteilmerkmal messen, ohne es aus der Spannvorrichtung zu entfernen. Wird eine Abweichung von der programmierten Dimension erkannt, kann das CNC-System automatisch kompensieren, indem es die Werkzeugbahn in Echtzeit anpasst. Dieses geschlossene Regelkreissystem ist entscheidend, um Toleranzen über eine lange Fertigungsserie komplexer Komponenten für die Luft- und Raumfahrt einzuhalten, und stellt sicher, dass jedes Bauteil identisch und innerhalb der Spezifikation ist, selbst nachdem das Werkzeug leichten Verschleiß erfahren hat.
Integration mit stabilen, vorverarbeiteten Materialien
Die Fähigkeit, enge Toleranzen einzuhalten, beginnt mit einem stabilen Werkstück. Die CNC-Bearbeitung ist typischerweise der letzte Schritt, der an Komponenten durchgeführt wird, die bereits kritische Nachbearbeitungsprozesse wie Heißisostatisches Pressen (HIP) und Wärmebehandlung durchlaufen haben. Diese Prozesse stabilisieren die Mikrostruktur und bauen innere Spannungen ab, wodurch ein maßstabiles Rohling entsteht. Die Bearbeitung eines spannungsarmgeglühten Teils aus einem Vakuum-Fein- oder Präzisionsguss oder einer Präzisionsschmiedung verhindert, dass sich das Material nach dem Schneiden verzieht oder bewegt, was für die Einhaltung von Toleranzen von ±0,025 mm oder enger bei kritischen Merkmalen unerlässlich ist.