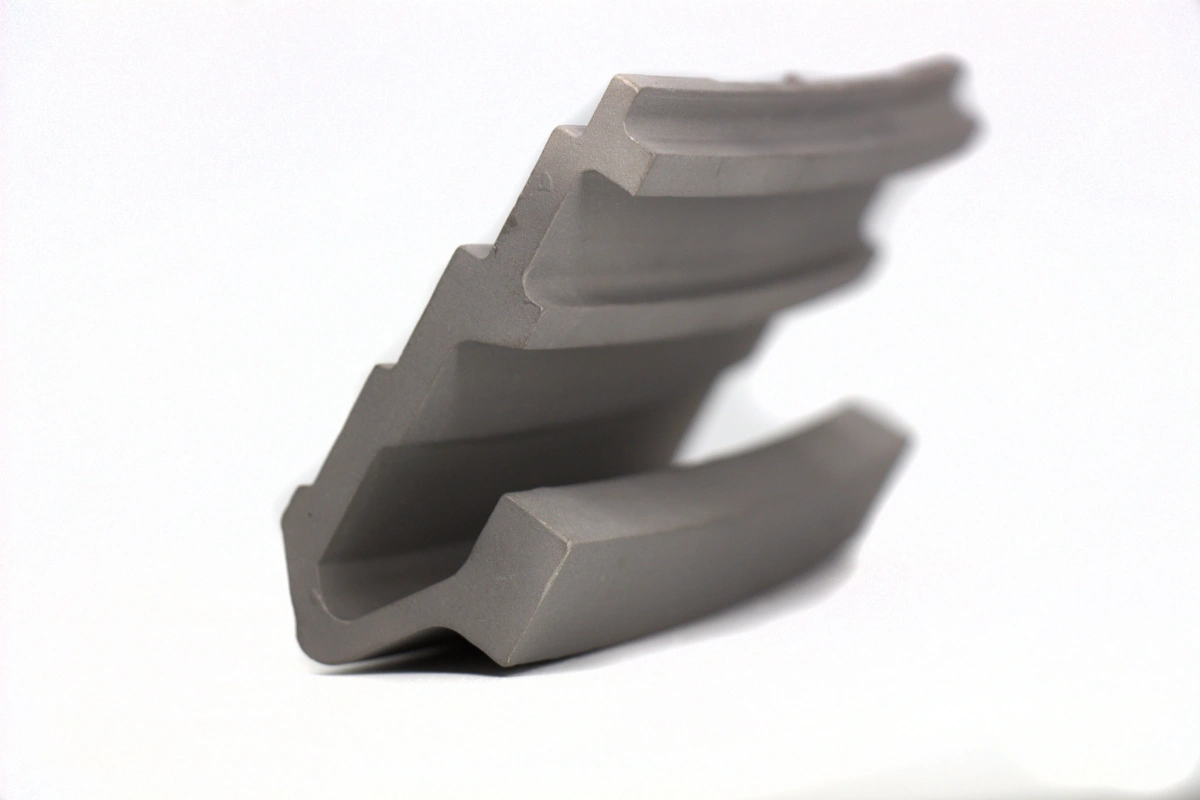
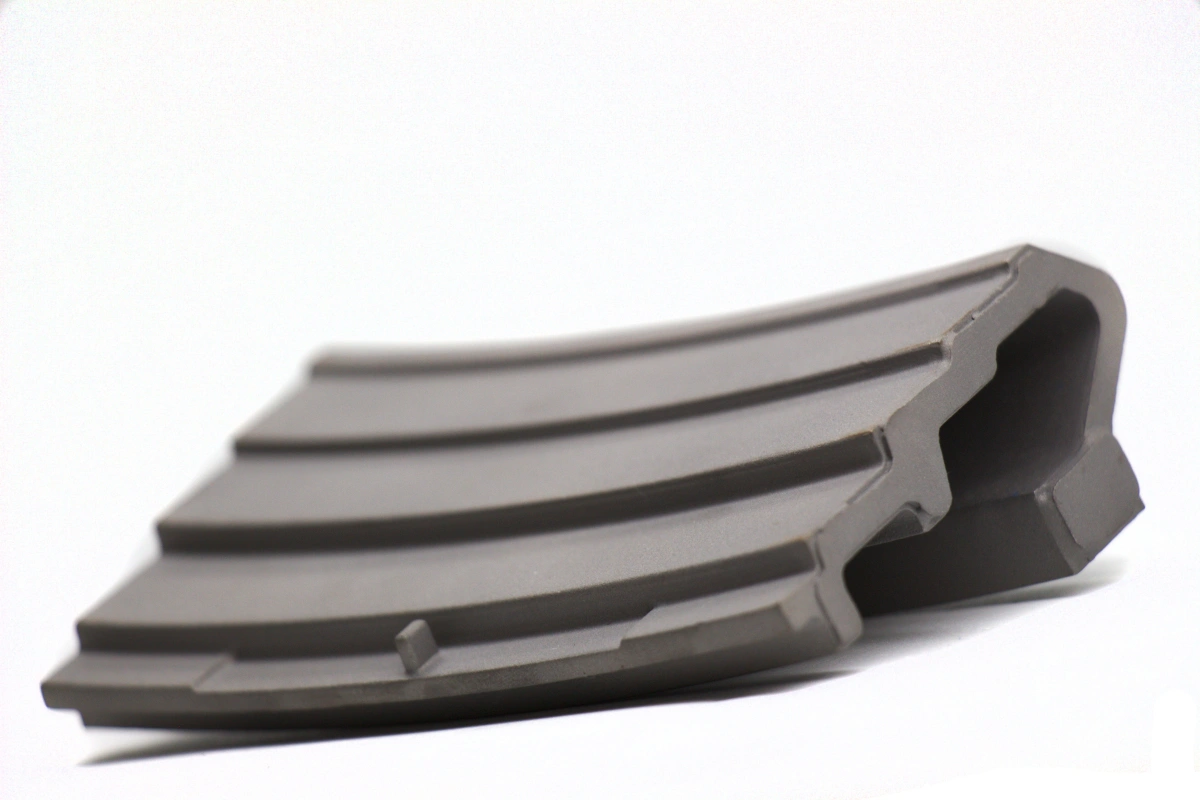
Turbinenmantelringe und Dichtsegmente für die Reparatur von Gasturbinen-Heißgasbereichen
NewayAeroTech fertigt kundenspezifische Turbinenmantelringe, Dichtsegmente, Schaufelringsegmente, Heißgaswegsegmente, Mantelblöcke und verschleißfeste Dichtkomponenten für Reparaturprojekte an Gasturbinen-Heißgasbereichen. Diese Teile können auf Basis von Kundenzeichnungen, gebrauchten Mustern, 3D-Scan-Daten oder Turbinenmodellinformationen hergestellt und anschließend durch Gießen, CNC-Bearbeitung, EDM, Wärmebehandlung, Beschichtungsvorbereitung und Inspektion fertiggestellt werden.
Für Gasturbinen zur Stromerzeugung sind Mantelringe und Dichtsegmente keine einfachen Schutzblöcke. Sie helfen dabei, das Schaufelspaltspiel zu steuern, die Dichteffizienz zu verbessern, umliegende Strukturen im Heißgasbereich zu schützen und eine stabile Leistung des Gaswegs aufrechtzuerhalten. Wenn die Kontur des Mantelrings, die Dichtfläche, die Segmentpassung, die Beschichtungsoberfläche oder die Montageschnittstelle fehlerhaft sind, können der Wirkungsgrad der Turbine und die Zuverlässigkeit des Heißgasbereichs beeinträchtigt werden.
NewayAeroTech unterstützt die Fertigung von Heißgasteilen für Stromerzeugungsturbinen als Ersatz für Mantelsegmente, Dichtblöcke, Schaufelringsegmente und kundenspezifische Reparaturteile für Gasturbinen.
Direkte Antwort: Kundenspezifische Turbinenmantelringe und Dichtsegmente
NewayAeroTech bietet kundenspezifische Turbinenmantelringe und Dichtsegmente für Reparatur- und Austauschprojekte an Gasturbinen-Heißgasbereichen an. Abhängig vom ursprünglichen Teiledesign, den Materialanforderungen, dem Beschichtungssystem und den Inspektionsstandards kann der Fertigungsweg Speziallegierungsguss, Vakuum-Feinguss, CNC-Bearbeitung, EDM, Wärmebehandlung, Nachbearbeitung, Beschichtungsvorbereitung und abschließende Inspektion umfassen.
Unsere Fertigungsunterstützung kann Folgendes abdecken:
Kundenspezifische Turbinenmantelringe für die Gasturbinenreparatur
Ersatz-Dichtsegmente für Stromerzeugungsturbinen
Fertigung von Schaufelringsegmenten und Heißgaswegsegmenten
Mantelblöcke und verschleißfeste Dichtkomponenten
Guss und Bearbeitung von Mantelsegmenten aus Superlegierungen
Reparaturteile in Kleinserien und langfristige Lieferung von Ersatz-Mantelringen
Ziel ist es, fertige Ersatzteile für Heißgas-Mantelringe und Dichtsegmente bereitzustellen, bei denen die Bogengeometrie, Dichtflächen, Montagenuten, Segmentpassung, Materialkonsistenz, beschichtungsfähige Oberflächen und Inspektionsdokumentation kontrolliert werden.
Funktionsweise von Turbinenmantelringen und Dichtsegmenten
Turbinenmantelringe und Dichtsegmente werden im Heißgasweg um rotierende Turbinenschaufeln herum installiert. Ihre Hauptfunktion besteht darin, das Spiel zwischen der Schaufelspitze und der umgebenden stationären Struktur zu steuern. Dieses Spiel beeinflusst Gasleckagen, den Turbinenwirkungsgrad, das Risiko von Schaufelspitzenabrieb und die Haltbarkeit des Heißgasbereichs.
Im Betrieb von Gasturbinen erfüllen Mantelringe und Dichtsegmente mehrere wichtige Funktionen:
Steuerung des Schaufelspaltspiels und Reduzierung von Gasleckagen
Verbesserung der Dichteffizienz der Turbine und der Stufenleistung
Schutz des umgebenden Gehäuses oder der Tragstrukturen vor Exposition gegenüber heißem Gas
Bereitstellung von austauschbaren Verschleiß- und Wärmeschutzoberflächen
Aufrechterhaltung der Passung von Segment zu Segment entlang des Schaufelwegs
Unterstützung von Beschichtungssystemen, die Oxidation, Verschleiß und thermische Ermüdung widerstehen
Da diese Teile eng mit dem Turbinenwirkungsgrad und der Zuverlässigkeit des Heißgasbereichs verbunden sind, müssen Ersatz-Mantelringe unter sorgfältiger Kontrolle des Bogenprofils, der Dichtflächengeometrie, der Montagemerkmale und der Oberflächenqualität hergestellt werden.
Warum Mantelringe und Dichtsegmente ausgetauscht werden müssen
Turbinenmantelringe und Dichtsegmente arbeiten in einer Hochtemperaturumgebung mit Gasströmung, Wechselwirkung mit Schaufelspitzen, Vibrationen, Oxidation, Beschichtungsabbau und thermischen Zyklen. Über lange Wartungsintervalle hinweg können diese Bedingungen die Mantelringoberfläche beschädigen und das Spiel zwischen Schaufelspitzen und der stationären Dichtstruktur verändern.
Häufige Ausfallmodi umfassen:
Thermische Risse, verursacht durch wiederholte Start-Stopp-Zyklen
Oxidation oder Hot Corrosion an gaszugewandten Oberflächen
Verschleiß durch Schaufelspitzenabrieb oder lokaler Materialverlust
Abplatzen, Ablösen oder Erosion der Beschichtung
Beschädigung der Dichtfläche oder Verlust des kontrollierten Spiels
Verformung, Verbiegung von Segmenten oder Fehlanpassung zwischen benachbarten Teilen
Verschleiß der Montagenuten, Beschädigung von Positionierlöchern oder Verformung der Schnittstelle
Risse oder Defekte, die während der Inspektion bei Stillständen festgestellt werden
Wenn Verschleiß, Risse, Beschichtungsversagen oder Maßänderungen die Reparaturgrenze überschreiten, sind Ersatz-Mantelsegmente erforderlich, um die Dichtleistung des Heißgaswegs und die betriebliche Zuverlässigkeit der Turbine wiederherzustellen.
Materialoptionen für Mantelringe und Dichtsegmente im Heißgasbereich
Turbinenmantelringe und Dichtsegmente erfordern Materialien, die hohen Temperaturen, Oxidation, Verschleiß, thermischer Ermüdung und Erosion im Gasweg widerstehen können. Die Materialauswahl hängt vom Turbinenmodell, der Stufenposition, der Temperatur, der Wechselwirkung mit Schaufelspitzen, dem Beschichtungssystem und der ursprünglichen Spezifikation ab.
Zu den gängigen Materialwahlmöglichkeiten gehören Inconel-Legierungen, Stellite-Legierungen, Kobaltbasislegierungen, Rene-Legierungen und andere verschleißfeste Superlegierungen. Bei Ersatzteilen sollte das Material wann immer möglich der ursprünglichen Zeichnung oder verifizierten Mustendaten folgen.
NewayAeroTech unterstützt das Vakuum-Feingießen von Inconel-Legierungen für nickelbasierte Mantelringe und Dichtteile im Heißgasbereich. Für verschleißfeste Anwendungen auf Kobaltbasis kann das Vakuum-Feingießen von Stellite-Legierungen geprüft werden. Für fortschrittliche Programme im Turbinen-Heißgasbereich kann das Vakuum-Feingießen von Rene-Legierungen den Materialvergleich und die Entwicklung von Ersatzteilen unterstützen.
Materialfamilie | Typische Verwendung in Mantelringprojekten | Auswahlkriterien |
|---|---|---|
Inconel-Legierungen | Nickelbasierte Mantelringe, Dichtsegmente und Komponenten für den Heißgasweg | Nützlich für Hochtemperaturfestigkeit, Oxidationsbeständigkeit und Leistung als gegossene Superlegierung |
Stellite-Legierungen | Verschleißfeste Dichtsegmente und Dichtflächen im Heißgasbereich | Geeignet, wenn Verschleißfestigkeit, Beständigkeit gegen Hot Corrosion und Haltbarkeit von Kobaltlegierungen erforderlich sind |
Rene-Legierungen | Fortschrittliche Mantelringe für Turbinen-Heißgasbereiche und zugehörige Komponenten | Kann geprüft werden, wenn das ursprüngliche Design eine höhere Leistung im Heißgasbereich erfordert |
Verschleißfeste Superlegierungen | Dichtzonen an Schaufelspitzen und austauschbare Verschleißteile im Heißgasweg | Ausgewählt entsprechend den Reibungsbedingungen, dem Beschichtungssystem, der Oxidationsbelastung und der Reparaturstrategie |
Fertigungsweg für Turbinenmantelringe und Dichtsegmente
Mantelringe und Dichtsegmente erfordern in der Regel einen kombinierten Fertigungsweg, da die Teile gegossene Geometrien, gekrümmte Bogenflächen, Montage Merkmale, Dichtflächen und beschichtungskontrollierte Bereiche umfassen. Das Gießen erzeugt den rohbaunahen Körper, während die CNC-Bearbeitung die Schnittstellen fertigstellt, die die Montage und Segmentpassung steuern.
Ein typischer Weg kann Folgendes umfassen:
Überprüfung des Turbinenmodells, der Stufenposition, Zeichnungen, alter Muster oder 3D-Scan-Daten
Bestätigung der Legierungsgüte, des Gussverfahrens, der Beschichtungsanforderung und des Inspektionsstandards
Herstellung von Gusswerkzeugen, Wachsmustern, Keramikschalen und Prozesszugaben
Guss des Mantelring- oder Dichtsegment-Rohlings durch Speziallegierungsguss oder Vakuum-Feinguss
Anwendung von Wärmebehandlung oder Nachgussverarbeitung gemäß den Materialanforderungen
Bearbeitung von Bogenflächen, Dichtflächen, Montagenuten, Positionierlöchern und Referenzbereichen
Einsatz von EDM für Nuten, schmale Merkmale, scharfe innere Ecken oder Bereiche mit eingeschränktem Werkzeugzugang, falls erforderlich
Vorbereitung der Oberflächen für Beschichtung, verschleißfeste Behandlung oder kundenspezifische Nachbearbeitung
Inspektion des Bogenprofils, der Segmentpassung, der Dichtflächen, der Gussqualität und der Endmaße
NewayAeroTech bietet Speziallegierungsguss für Turbinenmantelringe an, bei dem das Hochtemperaturverhalten des Materials, die Geometrie und die Anforderungen an die nachgelagerte Bearbeitung gemeinsam berücksichtigt werden müssen. Für rohbaunahe Superlegierungsrohlinge kann auch das Vakuum-Feingießen für Mantelsegmente komplexe Ersatzteile für den Heißgasbereich unterstützen.
Schwerpunkte der CNC-Bearbeitung für Dichtsegmente
Die CNC-Bearbeitung ist für Turbinenmantelringe und Dichtsegmente entscheidend, da diese Teile präzise um den Schaufelweg passen und kontrollierte Dichtflächen beibehalten müssen. Der Gussrohling liefert das Hauptmaterial und die Grundform, aber die Bearbeitung definiert die endgültige Funktion.
NewayAeroTech bietet CNC-Bearbeitung von Superlegierungen für Dichtsegmente an, einschließlich nickelbasierter, kobaltbasierter und verschleißfester Superlegierungsmaterialien.
Zu den Schwerpunkten der Bearbeitung gehören:
Bogenförmige Innen- und Außenkonturen
Dichtflächen und Oberflächen für das Schaufelspaltspiel
Montagenuten, Schlitze und Halte Merkmale
Positionierlöcher und Montage-Referenzmerkmale
Passflächen von Segment zu Segment
Referenzflächen für KMG- und Bogeninspektionen
Oberflächen für Beschichtungszugaben und Maskierungsgrenzen
Die Auswahl der Bearbeitungsreferenz ist wichtig, da die Segmentgeometrie sowohl zum Turbinengehäuse als auch zu benachbarten Mantelsegmenten passen muss. Eine lokale Abmessung kann korrekt sein, aber das Segment kann dennoch bei der Montage versagen, wenn Bogengeometrie und Passflächen nicht koordiniert sind.
EDM und Bearbeitung lokaler Merkmale für Mantelsegmente
Einige Mantelsegmente enthalten schmale Schlitze, Hinterschneidungen, scharfe Ecken, kühlungsbedingte Öffnungen oder Geometrien mit eingeschränktem Werkzeugzugang. Diese Merkmale können mit konventionellen Schneidwerkzeugen schwer zu bearbeiten sein, insbesondere wenn das Material eine harte nickelbasierte oder kobaltbasierte Superlegierung ist.
EDM kann für lokale Merkmale eingesetzt werden, bei denen konventionelle Bearbeitung zu viel Schnittkraft erzeugt oder der Werkzeugzugang begrenzt ist. Für Dichtsegmente sollte die EDM-Bearbeitung Folgendes kontrollieren:
Genauigkeit der Schlitzbreite und der Begrenzungen
Geometrie scharfer innerer Ecken
Größe lokaler Löcher oder Öffnungen
Randschicht und Randzustand
Reinigung nach dem EDM vor der Beschichtung oder abschließenden Inspektion
Kompatibilität mit Dichtflächen und Bereichen für verschleißfeste Beschichtungen
Befinden sich EDM-Merkmale in der Nähe von Dichtflächen oder Beschichtungsgrenzen, sollte der Prozess mit den Anforderungen an die abschließende Inspektion und Nachbearbeitung abgestimmt werden.
Nachbearbeitung und Beschichtungsvorbereitung für Mantelringe im Heißgasbereich
Mantelringe und Dichtsegmente im Heißgasbereich können vor der Lieferung eine Wärmebehandlung, Spannungsarmglühung, Oberflächenreinigung, Beschichtungsvorbereitung, Polieren oder verschleißfeste Oberflächenbehandlung erfordern. Der richtige Nachbearbeitungsweg hängt von der Materialgüte, dem Beschichtungssystem, der Betriebstemperatur und dem ursprünglichen Design ab.
NewayAeroTech unterstützt die Nachbearbeitung und Beschichtungsvorbereitung von Superlegierungen, um Gießen, Bearbeitung, Oberflächenzustandskontrolle, Beschichtungsvorbereitung und abschließende Inspektion in einen vollständigen Fertigungsworkflow zu integrieren.
Die Nachbearbeitung kann Folgendes umfassen:
Wärmebehandlung zur Kontrolle des Materialzustands und des Gefüges
Spannungsarmglühung nach der Bearbeitung oder dem EDM, falls erforderlich
Oberflächenreinigung und Entfernung von Oxiden
Beschichtungsvorbereitung für oxidationsbeständige, abradable oder Wärmedämmschicht-Systeme
Entgraten und Kantenbearbeitung um Schlitze, Löcher und Dichtflächen
Abschließende Oberflächenprüfung vor Inspektion und Lieferung
Die Beschichtungszugabe sollte vor der finalen Bearbeitung berücksichtigt werden. Wenn die Beschichtungsdicke die Dichtfläche, die Segmentpassung oder die Oberfläche für das Schaufelspaltspiel verändert, kann das Teil die Inspektion vor der Beschichtung bestehen, aber nach der Beschichtung bei der Endmontage versagen.
Kritische Geometrie von Turbinenmantelringen und Dichtsegmenten
Turbinenmantelringe und Dichtsegmente müssen eine präzise Bogengeometrie und eine genaue Passung von Segment zu Segment beibehalten. Diese Teile werden üblicherweise als mehrere Segmente um den Turbinenschaufelweg herum montiert, sodass sich lokale Fehler aufsummieren und die komplette Ringmontage beeinträchtigen können.
Zur kritischen Geometrie gehören:
Außenbogenkontur und Gehäuseschnittstelle
Segmentstirnflächen und Spaltkontrolle zwischen benachbarten Segmenten
Dichtflächen und verschleißfeste Kontaktbereiche
Montagenuten, Haken, Rillen und Halte Merkmale
Positionierlöcher und Referenzflächen
Beschichtungsgrenzen und maskierte Bereiche
Innenbogenkontur und Oberfläche für das Schaufelspaltspiel
Ist die Bogengeometrie falsch, kann der montierte Mantelring ein ungleichmäßiges Schaufelspiel erzeugen. Sind Dichtflächen beschädigt oder ungenau, können Gasleckagen zunehmen. Sind die Segment-Schnittstellen inkonsistent, können sich Montagespannungen und lokaler Verschleiß während des Betriebs verschlimmern.
Inspektion von Turbinenmantelringen und Dichtsegmenten
Die Inspektion ist unerlässlich, da Turbinenmantelringe und Dichtsegmente sowohl Anforderungen an die Gussqualität als auch an die Montagegeometrie erfüllen müssen. Ein vollständiger Inspektionsplan sollte Material, Gussqualität, Bogenprofil, Segmentpassung, Qualität der Dichtoberfläche und Endmaße verifizieren.
Inspektionspunkt | Was zu prüfen ist | Warum es wichtig ist |
|---|---|---|
Bogenprofil | Innenradius, Außenradius, Krümmung, Geometrie des Schaufelwegs | Steuerung des Schaufelspaltspiels und der Passung des Segmentrings |
Segmentpassung | Stirnflächen, Spalt, Passflächen, Kontinuität des montierten Segments | Verhindert Leckagen, Montagespannungen und ungleichmäßigen Verschleiß |
Maße der Dichtoberfläche | Ebenheit, Profil, Beschichtungszugabe, Geometrie der Verschleißoberfläche | Unterstützt die Dichteffizienz und das kontrollierte Schaufelspaltspiel |
FPI (Farbeindringprüfung) | Oberflächenrisse und offene Defekte | Identifiziert Risikorisse vor Beschichtung, Montage oder Lieferung |
Röntgen oder CT | Interne Porosität, Lunker, Einschlüsse, versteckte Gussfehler | Verifiziert die Gussqualität für den Einsatz im Heißgasbereich |
KMG-Inspektion | Montagenuten, Positionierlöcher, Referenzflächen, Passgeometrie | Bestätigt Maßgenauigkeit und Montagezuverlässigkeit |
Inspektionsanforderungen sollten vor der Angebotserstellung bestätigt werden, da Bogeninspektion, Prüfungen der Segmentpassung, FPI, Röntgen, CT, KMG und beschichtungsbezogene Inspektionen Kosten und Lieferzeiten beeinflussen können.
Unterstützung durch Reverse Engineering für den Austausch von Mantel- und Dichtsegmenten
Viele Projekte zum Austausch von Mantel- und Dichtsegmenten für Gasturbinen beginnen mit verschlissenen Teilen, unvollständigen Zeichnungen oder 3D-Scan-Daten. Beim Reverse Engineering muss die ursprüngliche Funktionsgeometrie identifiziert werden, anstatt Betriebsschäden zu kopieren.
NewayAeroTech kann Austauschprojekte auf Basis folgender Informationen prüfen:
Originalzeichnungen und 3D-CAD-Dateien
Gebrauchte Muster von Mantelringen oder Dichtsegmenten
3D-Scan-Daten und rekonstruierte Modelle
Fotos, die Risse, Oxidation, Reibverschleiß, Beschichtungsverlust oder Dichtschäden zeigen
Materialanalyse aus alten Teilen
Turbinenmodell, Stufennummer und Betriebsbedingungen im Heißgasbereich
Bei verschlissenen Dichtsegmenten sollten Reibspuren an Schaufeln, Beschichtungsverlust, oxidierte Oberflächen, verzogene Stirnflächen und beschädigte Montagenuten nicht blind kopiert werden. Das Ersatzteil sollte basierend auf der funktionalen Bogengeometrie, den Dichtflächen und der Montagepassung rekonstruiert werden.
Mehrwert des Lieferanten für Reparaturprojekte von Mantelringen im Heißgasbereich
Ein qualifizierter Lieferant für Turbinenmantelringe sollte mehr als nur Gusskapazitäten bieten. Der Lieferant sollte das Schaufelspaltspiel, die Dichtfunktion, die Materialauswahl, den Gussweg, die Bearbeitungsreferenz, die Beschichtungszugabe, die Segmentpassung und die Inspektionsplanung verstehen.
NewayAeroTech unterstützt Reparatur- und Austauschprojekte für Mantelringe im Heißgasbereich durch Bereitstellung von:
Prüfung von Hochtemperaturlegierungen und verschleißfesten Materialien
Optionen für Speziallegierungsguss und Vakuum-Feinguss
CNC-Bearbeitung für Bogenkonturen, Dichtflächen, Montagenuten und Referenzmerkmale
EDM-Prüfung für Schlitze, Löcher, scharfe Ecken und Merkmale mit eingeschränktem Werkzeugzugang
Unterstützung bei Wärmebehandlung, Oberflächenreinigung und Beschichtungsvorbereitung
Planung von Bogenprofil-, Segmentpassungs-, FPI-, Röntgen-, KMG- und Abschlussinspektionen
Fertigung von Prototypen, Reparaturteilen in Kleinserien und langfristiger Herstellung von Ersatz-Mantelringen
Dieser integrierte Weg hilft, Kommunikationslücken zwischen Lieferanten für Guss, Bearbeitung, Beschichtung und Inspektion zu reduzieren, insbesondere wenn Reparaturprojekte enge Zeitpläne für Kraftwerksstillstände haben.
Checkliste für Angebotsanfragen (RFQ) zu Turbinenmantelringen und Dichtsegmenten
Um Turbinenmantelringe und Dichtsegmente präzise anzubieten, sollten Kunden technische Daten zu Material, Geometrie, Beschichtung, Inspektion und Betriebsbedingungen bereitstellen. Dies hilft dem Lieferanten, die Gussmachbarkeit, Bearbeitungskosten, Inspektionsanforderungen und Lieferrisiken zu bewerten.
Eine vollständige Angebotsanfrage sollte Folgendes enthalten:
Turbinenmodell, Stufennummer, Teilname, Teilenummer und Revisionsstand
2D-Zeichnung und 3D-CAD-Datei, falls verfügbar
Gebrauchtes Mantelring-Muster, Fotos oder 3D-Scan-Daten, falls Reverse Engineering erforderlich ist
Erforderliche Materialgüte, wie Inconel, Stellite, Rene-Legierung, Kobaltlegierung oder kundenspezifische Superlegierung
Anforderungen an den Gussweg, wie Speziallegierungsguss oder Vakuum-Feinguss
Anforderungen an Wärmebehandlung, Beschichtung, abradable Oberflächen oder Nachbearbeitung
Anforderungen an Bogenprofil, Dichtfläche, Oberfläche für Schaufelspalt, Montagenut und Segmentpassung
Inspektionsanforderungen wie FPI, Röntgen, CT, KMG, Materialbericht, Bogeninspektion oder Beschichtungsinspektion
Menge für Prototypen, Reparaturchargen oder Programme für langfristige Ersatzteile
Lieferplan, Zeitpunkt des Stillstands, Verpackungs- und Dokumentationsanforderungen
Basiert das Projekt auf einem verschlissenen Muster, sollten Kunden Reibbereiche, verschlissene Dichtflächen, Beschichtungsverlust, Risse, Oxidationsschäden, verzogene Segmentenden und funktionale Montage Merkmale identifizieren. Dies hilft, Fehler beim Reverse Engineering zu vermeiden und eine zuverlässige Fertigung von Ersatzteilen für den Heißgasbereich zu unterstützen.
Fazit
Turbinenmantelringe und Dichtsegmente für die Reparatur von Gasturbinen-Heißgasbereichen erfordern eine sorgfältige Kontrolle von Material, Gussqualität, Bogengeometrie, Dichtflächen, Segmentpassung, Beschichtungsvorbereitung und Inspektion. Diese Teile helfen dabei, das Schaufelspaltspiel zu steuern, die Dichteffizienz zu verbessern, Strukturen im Heißgasbereich zu schützen und die Leistung der Gasturbine aufrechtzuerhalten.
NewayAeroTech unterstützt die Fertigung von kundenspezifischen Turbinenmantelringen und Dichtsegmenten auf Basis von Zeichnungen, Altteilen, 3D-Scan-Daten oder Turbinenmodellinformationen. Unsere Kompetenzen umfassen Speziallegierungsguss, Vakuum-Feinguss, CNC-Bearbeitung von Superlegierungen, EDM-Bearbeitung von Merkmalen, Nachbearbeitung, Beschichtungsvorbereitung, Bogeninspektion, Prüfungen der Segmentpassung, FPI, Röntgen, KMG und abschließende Dokumentation.
Für Angebote zu Reparaturteilen für Turbinenmantelringe oder Dichtsegmente senden Sie bitte das Turbinenmodell, die Stufennummer, die Teilenummer, die 2D-Zeichnung, die 3D-Datei, Musterfotos, Materialanforderung, Beschichtungsanforderung, Inspektionsstandard, Menge und Lieferziel. Unser Ingenieurteam kann den am besten geeigneten Fertigungsweg für Ihr Reparaturprojekt im Heißgasbereich Ihrer Gasturbine prüfen.
