HIP-Überprüfung für Superlegierungs-Turbinengussteile vor der Endbearbeitung
HIP-Überprüfung für Superlegierungs-Turbinengussteile vor der Endbearbeitung
Zusammenfassung der direkten Antwort
Eine HIP-Überprüfung vor der Endbearbeitung ist sinnvoll, wenn ein Käufer wissen muss, ob ein Superlegierungs-Gussteil bearbeitet, inspiziert und dokumentiert werden sollte, bevor teure finishing-Arbeiten beginnen. Die Überprüfung ist nicht nur die Frage, ob HIP verfügbar ist. Sie sollte die Legierungsgüte, den Gusszustand, das Risiko von Porosität oder Lunkern, die Wärmebehandlung, das Bearbeitungszugabemaß, den EDM-Zugang, die Beschichtungsvorbereitung, FPI, Röntgenprüfung, KMG, Metallographie und den endgültigen Lieferumfang verbinden.
NewayAeroTech überprüft HIP als Teil eines kundenspezifischen Prozesses über Dienstleistungen zum heißisostatischen Pressen, unter Verwendung von Kundenzeichnungen, Mustern, Materialhinweisen, Mengen, Toleranzen, Oberflächenanforderungen und Abnahmestandards. Das Ziel ist es, zu entscheiden, ob das Projekt als Gussrohling, HIP-behandelter Rohling, halbfertiges Teil, bearbeitetes Bauteil, beschichtetes Bauteil oder fertiges, inspiziertes Heißsection-Bauteil angeboten werden sollte.
Bewertungsbogen für die HIP-Prozessüberprüfung für Einkäufer
Eine nützliche Lieferantenantwort sollte den Prozessweg frühzeitig sichtbar machen. Einkäufer sollten erkennen können, was enthalten ist, was konditional ist, was eine Kundenbestätigung erfordert und welche Inspektionsunterlagen Teil des angebotenen Umfangs sind.
Überprüfungspunkt | Was Einkäufer prüfen sollten | Risiko bei Fehlen |
|---|---|---|
Ausgangszustand | Zustand im Guss, repariert, vorbearbeitet, wärmebehandelt oder vom Kunden gelieferte Musterbedingung. | HIP kann angeboten werden, ohne den tatsächlichen Fertigungszustand zu kennen. |
Legierungsverantwortung | Inconel 713C, Inconel 738LC, Inconel 718, Rene-Legierung oder vom Kunden spezifizierte nickelbasierte Superlegierung. | Annahmen zum thermischen Prozess entsprechen möglicherweise nicht den Materialanforderungen. |
Fehlerbedenken | Porosität, Lunker, interne Anzeigen, Dichtebedenken oder spezifikationsgetriebene HIP-Anforderung. | Der Prozess wird möglicherweise als optional behandelt, obwohl Nachweise erforderlich sind. |
Nachgelagerte Operationen | CNC-Bearbeitung, EDM, Beschichtungsvorbereitung, KMG, FPI, Röntgenprüfung, Metallographie und Lieferdokumentation. | Das Angebot kann Schritte ausschließen, die für ein fertiges Bauteil erforderlich sind. |
Technische Antwort | Offene Fragen, Annahmen, Ausschlüsse, Berichtsumfang und Abnahmenachweise. | Ein kurzes Angebot kann Genehmigungs- und Nacharbeitsrisiken verbergen. |
Warum der Prozessweg vor der Endbearbeitung wichtig ist
Für Turbinenschaufeln, Leitschaufeln, Düsen, Hitzeschilde und andere Heißsection-Gussteile gehört HIP nur dann in den Prozessweg, wenn sowohl der Ausgangszustand als auch der Endzustand klar definiert sind. Endbearbeitung, EDM-Schlitzaarbeiten, Beschichtungsvorbereitung und Maßinspektion können kostspielig zu wiederholen sein, wenn der thermische Prozessweg oder der Fehlernachweis zu spät geklärt werden.
Für diese Anwendungen sollte die Prozessdefinition die ausgewählte Legierung, wie Inconel 713C, Inconel 738LC, Inconel 718, Rene-Legierungen oder andere nickelbasierte Superlegierungen, mit HIP, Wärmebehandlung, Bearbeitung, Beschichtungsvorbereitung und Inspektionsanforderungen verbinden. Dies ist besonders wichtig für Turbinenschaufeln, Leitschaufeln, Düsen, Hitzeschilde und andere Heißsection-Gussteile. Dies stellt sicher, dass das Angebot an das reale Bauteil gebunden ist, anstatt HIP, Wärmebehandlung, Bearbeitung und Inspektion als unrelated Einkaufslinien zu behandeln.
Fertigungsprozess von der Anfrageprüfung bis zur Lieferung
Prozessschritt | Zweck | Prüfpunkt für den Einkäufer |
|---|---|---|
Zeichnungs- und Musterprüfung | Bestätigung der Revision, Legierungsgüte, Bauteilfunktion, kritischer Oberflächen und Kundenstandards. | Bereitstellung von 2D-Zeichnung, 3D-Modell, Musterfotos oder Inspektionshinweisen. |
Überprüfung des Ausgangszustands | Bestätigung, ob der Zustand im Guss, vorbearbeitet oder repariert die angeforderte HIP-Anfrageprüfung unterstützt. | Angeben, ob das Teil im Gusszustand, vorbearbeitet, repariert oder bereits verarbeitet ist. |
Planung von HIP und Wärmebehandlung | Definition von Annahmen zum thermischen Prozess, Verarbeitungsunterlagen und Sequenz der Wärmebehandlung für Superlegierungen zusammen mit Bearbeitung oder Beschichtung. | Auflistung der erforderlichen Standards, Wärmebedingungen und Erwartungen an Berichte. |
CNC / EDM / Beschichtungsvorbereitung | Planung der Endbearbeitung durch Nachbearbeitung von Superlegierungen, wenn die Bauteilgeometrie kontrollierte Merkmale erfordert. | Identifizierung von Bezügen, Dichtflächen, Kühlmerkmalen, Schlitzen und Beschichtungsflächen. |
Endinspektion und Lieferung | Bestätigung von KMG, FPI, Röntgenprüfung, Metallographie, GDMS, mechanischen Unterlagen, Verpackung und Ausschlüssen. | Trennung von obligatorischen Unterlagen und optionalen Prüfdaten. |
Eignung von Material und Bauteil
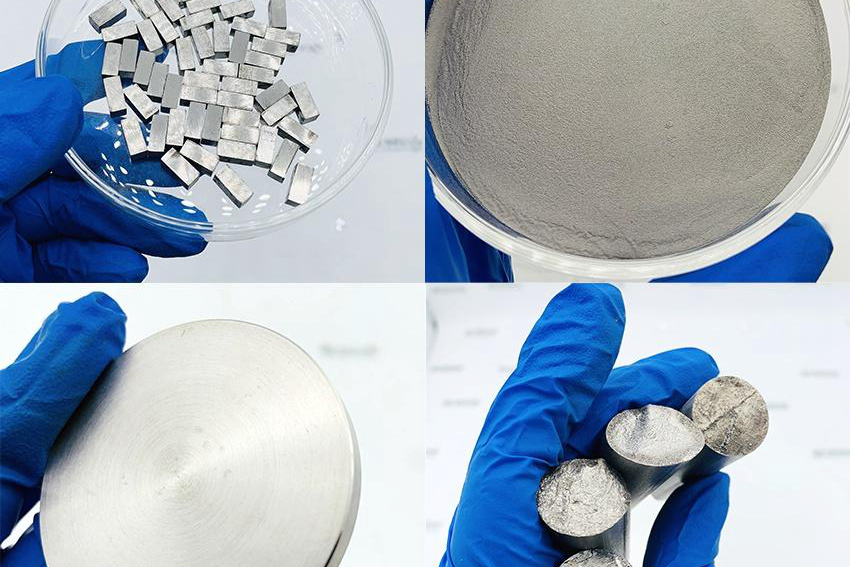
Die Materialeignung sollte in technischen Begriffen formuliert werden, nicht als Legierungsliste. Inconel 713C und Inconel 738LC werden oft für gegossene Heißsection-Komponenten diskutiert, bei denen Oxidationsbeständigkeit, Gießbarkeit und Hochtemperaturfestigkeit eine ausgewogene Bewertung erfordern. Inconel 718 kann unterschiedliche Erwartungen an die Wärmebehandlung und mechanische Dokumentation mit sich bringen, während Rene-Legierungen oder andere nickelbasierte Superlegierungen vom Kunden spezifizierte Anforderungen und strengere Nachweise erfordern können.
Die Bauteileignung ändert ebenfalls den Prozessweg. Eine Turbinenleitschaufel mit dünnen Wänden, eine Turbinenschaufel mit Fuß- und Profilmerkmalen, eine Düse mit lokalen Durchgangsdetails oder ein Hitzeschild mit Dichtschnittstellen können jeweils unterschiedliche Bearbeitungszugaben, Inspektionszugänge und Zeitpunkte für Berichte nach HIP oder Wärmebehandlung erfordern.
Dieselbe Materialnotiz kann daher zu unterschiedlichen Fragen des Lieferanten führen. Ein Schaufelprojekt kann sich auf die Passung des Fußes und Profilmnachweise konzentrieren, während ein Hitzeschild den Fokus auf Dichtflächen, Beschichtungsvorbereitung und Verzug nach der thermischen Verarbeitung legt.
Anforderungen an Inspektion und Dokumentation
Inspektionsanforderungen sollten vor dem Lieferantenvergleich benannt werden. Eine KMG-Inspektion kann für Bezugsmerkmale, Fußbereiche, Montageflächen, Dichtflächen oder andere fertige Maße erforderlich sein. FPI, Röntgenprüfung, CT, Metallographie, GDMS, chemische Analyse, Härteprüfung, Zugversuch und Wärmebehandlungsunterlagen sollten hinzugefügt werden, wenn die Zeichnung oder der Kundenstandard dies erfordert.
Der Inspektionsplan sollte erläutern, welche Prüfungen vor der Endbearbeitung stattfinden, welche nach der Fertigstellung erfolgen und welche Berichte mit den Teilen versendet werden. Ohne diese Aufteilung können zwei Lieferanten sehr unterschiedliche Umfänge anbieten, obwohl sie scheinbar dieselbe Anfrage beantworten.
Kritische Oberflächen und Abnahmenachweise
Der Käufer sollte kritische Oberflächen identifizieren, bevor er Lieferanten auffordert, den Prozessweg zu kalkulieren. Fußmerkmale, Dichtflächen, Plattformkanten, Kühldetails, Dünnwandbereiche und Beschichtungsflächen können unterschiedliche Inspektionszeitpunkte nach HIP, Wärmebehandlung, Bearbeitung oder EDM erfordern.
Materialunterlagen sollten in derselben Überprüfung wie maßliche Unterlagen besprochen werden. Für Inconel 713C, Inconel 738LC, Inconel 718, Rene-Legierungen und andere nickelbasierte Superlegierungen kann die Anfrage je nach Spezifikation eine chemische Analyse, Hinweise zum Wärmezustand, Härte- oder mechanische Prüfungen, Metallographie oder kundenspezifische Nachweise erfordern.
Wenn die Sprache zur Abnahme unvollständig ist, sollte der Lieferant absolute Aussagen vermeiden. Eine konditionale Formulierung ist für Superlegierungs-Turbinenteile sicherer, da die endgültige Abnahme an die Zeichnung, die Kundenspezifikation und die vereinbarten Inspektionsnachweise gebunden bleiben sollte.
Lieferanteneignung für NewayAeroTech
Die Eignung eines Lieferanten sollte am gesamten Prozessweg beurteilt werden, nicht an einem einzelnen Prozessnamen. Die folgende Tabelle trennt geeignete kundenspezifische Fertigungsaufträge von Anfragen, die als Katalog-Ersatzteilbeschaffung behandelt werden sollten.
Projektanforderung | Eignung für NewayAeroTech | Kommerzieller Hinweis |
|---|---|---|
Kundenspezifische Turbinen- und Heißsection-Komponenten | Geeignet, wenn Zeichnungen, Materialgüten, Mengen und Inspektionsanforderungen bereitgestellt werden. | Am besten für zeichnungsbasierte Fertigung, nicht für Katalog-Wiederverkauf. |
Guss plus Nachbearbeitungsprozess | Geeignet, wenn Guss, Wärmebehandlung, HIP, CNC, EDM, Beschichtungsvorbereitung und Inspektion eine gemeinsame Prozessüberprüfung benötigen. | Der Umfang sollte Rohling, halbfertige oder fertige Lieferung definieren. |
Inspektion von Hochtemperaturlegierungen | Geeignet, wenn Unterlagen für KMG, FPI, Röntgenprüfung, Metallographie, GDMS, chemische Analyse oder mechanische Prüfungen erforderlich sind. | Berichte sollten vor dem Lieferantenvergleich aufgelistet werden. |
Prototyp oder Serienproduktion | Geeignet, wenn die Anfrage den Projektstatus, die Revisionskontrolle und Abnahmenachweise angibt. | Prototypenarbeit kann mehr offene technische Fragen erfordern. |
Lagerbestand originaler OEM-Ersatzteile | Nicht geeignet. NewayAeroTech verkauft keine originalen OEM-Lagerbestands Teile. | Angebot als kundenspezifische Fertigung basierend auf Kundenanforderungen. |
Projektphase und kommerzieller Umfang
Entwicklungslose und Serienproduktion benötigen unterschiedliche Handhabung. Ein Entwicklungslos benötigt möglicherweise breiteres technisches Feedback zu Fehlernachweisen und Herstellbarkeit, während die Serienproduktion in der Regel stabile Revisionskontrolle, Inspektionsvorlagen und konsistente Lieferunterlagen benötigt.
Einkäufer sollten Ausschlüsse vergleichen, nicht nur enthaltene Schritte. Drittprüfungen, Witness Points, zerstörende Prüfungen, metallographische Proben, spezielle Verpackungen, revisionsspezifische Berichte oder Kunden-Dokumentenformate können separate Angebote erfordern, wenn sie nicht im Basisumfang aufgeführt sind.
Wenn zwei Angebote preislich nah beieinander liegen, vergleichen Sie die Nachweise hinter dem Preis. Ein Angebot, das Prozessüberprüfung, kontrollierte Berichte und Verantwortung für den Endzustand umfasst, kann spätere Klärungsarbeiten reduzieren, selbst wenn die erste Zahl nicht die niedrigste ist.
Checkliste für eine nützliche Anfrage (RFQ)
RFQ-Informationen | Warum es wichtig ist |
|---|---|
2D-Zeichnung und 3D-Modell | Definiert Geometrie, Toleranzen, Bezugsreferenzen, Merkmalszugang und Bearbeitungszugabe. |
Materialgüte und Spezifikation | Steuert Legierungsverantwortung, thermischen Prozess, HIP-Annahmen und Abnahmenachweise. |
Menge und Bestellphase | Trennt Logik für Prototyp, Vorserie, Reparaturprüfung, Ersatz und Serienproduktion. |
Endzustand | Klärt Rohling, HIP-behandelter Rohling, bearbeitetes Teil, beschichtetes Teil oder final inspizierte Lieferung. |
Inspektionsstandard | Definiert KMG, FPI, Röntgenprüfung, Metallographie, GDMS, Berichtsformat und Zeitpunkt. |
Einsatzumgebung | Hilft bei der Überprüfung von Temperatur, Korrosion, Ermüdung, Verschleiß, Beschichtungsbedarf und Hochtemperatur-Betriebsrisiko. |
Hinweise zur Angebotsprüfung vor Freigabe des Auftrags
Eine kurze Lieferantenantwort kann dennoch nützlich sein, wenn sie bestätigten Umfang von Annahmen trennt. Der Lieferant kann beispielsweise bestätigen, dass HIP nach dem Guss überprüft werden kann, aber die Sequenz der Wärmebehandlung, zerstörende Prüfungen, Beschichtungsvorbereitung oder das Format des Endberichts der Kundenspezifikation unterliegen.
Eine praktische Lieferantenüberprüfung sollte dem Einkäufer eine kurze Liste von Entscheidungen hinterlassen: bestätigte Schritte, konditionale Schritte, erforderliche Dokumente, optionale Berichte, Ausschlüsse und Lieferzustand. Dieses Format ist für Beschaffungs- und Technikteams einfacher zu genehmigen als eine lange Fähigkeitsaussage ohne Angebots Grenzen.
Vor der Auftragsfreigabe sollten Käufer und Lieferant vereinbaren, wie offene technische Punkte geschlossen werden. Dies kann die Bestätigung der Zeichnungsrevision, Musterfreigabe, Berichtsformat, Inspektions-Haltepunkte oder einen schriftlichen Hinweis umfassen, dass eine Anforderung weiterhin einer technischen Überprüfung unterliegt.
Fazit
Eine HIP-Prozessüberprüfung ist nützlich, wenn Käufer den tatsächlichen Fertigungsumfang vergleichen müssen und nicht nur einen einzigen Nachbearbeitungspreis. NewayAeroTech kann das Zeichnungspaket überprüfen und einen kundenspezifischen Prozessweg für Superlegierungs-Turbinenschaufeln, Leitschaufeln, Düsen, Hitzeschilde und andere Heißsection-Komponenten vorschlagen, abhängig von Geometrie, Material und Kundenanforderungen.
Für ein Angebot senden Sie bitte Zeichnungen, Materialgüte, Menge, Toleranzanforderungen, Oberflächenzustand, Hinweise zur Wärmebehandlung oder HIP, Beschichtungserwartungen, Inspektionsstandards sowie Hintergrundinformationen zu Mustern oder Anwendungen. Dies gibt Beschaffungs- und Technikteams eine klarere Grundlage für den Vergleich von Lieferantenumfang, Risiko und Dokumentation.
Verwandte FAQs
FAQ