Inconel 625 高温合金随机晶粒结构铸造泵阀部件铸造厂
引言
用于化工处理、船舶、发电和高温流体系统的泵和阀门部件面临着严苛的机械载荷、腐蚀性介质和高热应力。这些部件需要具有优异耐腐蚀性、强度和热疲劳耐受性的材料。Inconel 625 是一种固溶强化的镍铬钼合金,因其卓越的抗点蚀、抗氯化物应力腐蚀和抗氧化能力,是此类应用的理想选择。
Neway AeroTech 是一家专业的 高温合金铸造厂,提供通过 随机晶粒结构铸造 生产的 Inconel 625 泵阀部件。我们的 真空熔模铸造 工艺确保了尺寸精度、各向同性的机械性能和出色的耐腐蚀性。我们服务于 化工处理、船舶系统 和 发电 等行业。
Inconel 625 部件随机晶粒铸造核心技术
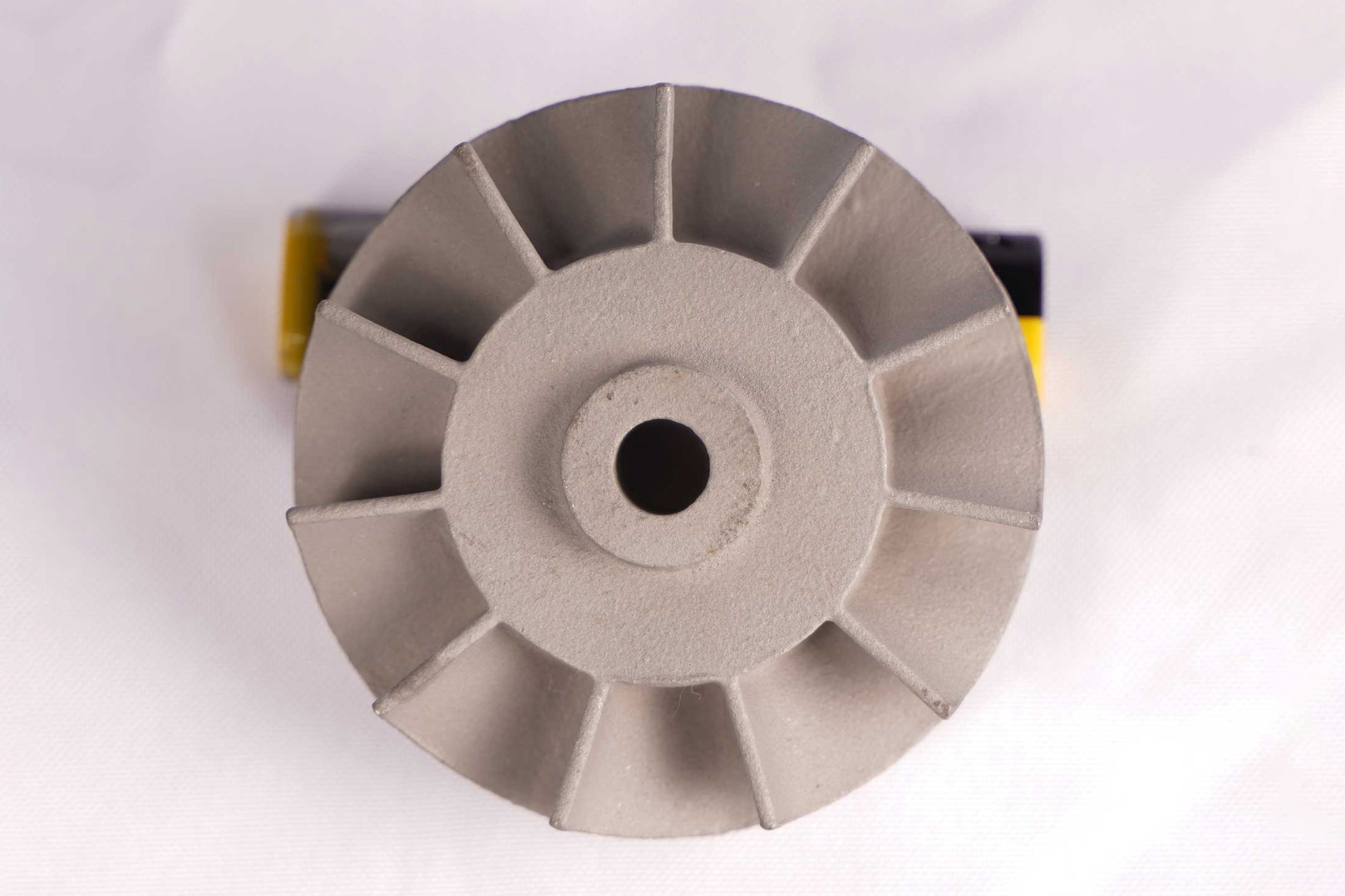
蜡模开发 泵壳、叶轮、阀体和法兰通过高精度蜡模复制,公差为 ±0.05 毫米。
陶瓷型壳构建 应用 6–8 毫米厚的多层陶瓷型壳,以获得高热稳定性和精确的表面复制。
真空感应熔炼 Inconel 625 在真空(≤10⁻³ Pa)条件下于约 1350–1400°C 熔化,以确保纯度并最大限度地减少氧化物形成。
随机晶粒等轴凝固 熔融合金在预热模具中凝固,产生等轴、随机取向的晶粒(ASTM 4–6),确保均匀的机械性能。
型壳去除与清理 通过高压喷砂和浸出法去除型壳,保护内部流道和密封表面。
热处理 在 980–1040°C 进行 固溶退火,以优化耐腐蚀性并消除残余应力。
铸态 Inconel 625 材料性能
最高使用温度: ~980°C
抗拉强度: ≥830 MPa
屈服强度: ≥414 MPa
耐腐蚀性: 对海水、酸、碱和氧化性盐类具有卓越的耐受性
抗蠕变性: 在中等温度/压力载荷下表现良好
晶粒结构: 等轴随机晶粒(ASTM 4–6)
案例研究:用于海上平台的 Inconel 625 阀门和泵部件
项目背景
Neway AeroTech 为一座深水油气平台制造了 Inconel 625 阀体、阀杆和泵壳。这些部件在 250°C 的高压、富氯化物条件下运行。要求包括零泄漏、强大的抗点蚀能力以及长期暴露后的结构完整性。
应用
海水循环泵 耐受具有高流速和气蚀暴露的严苛海洋环境。
化工过程阀门 在酸性、氧化性或高碱性流体中需要耐腐蚀性。
给水泵体 在蒸汽循环和废热回收中承受高热梯度和压力。
低温控制阀 在波动的压力和热循环下保持尺寸稳定性。
Neway AeroTech 制造流程
面向铸造的设计 我们的工程团队支持面向制造的设计和基于计算流体动力学的 浇注系统设计,以实现最佳的模具填充和凝固。
真空熔模铸造执行 Inconel 625 在真空控制条件下铸造,形成等轴晶粒,确保均匀的各向同性强度。
铸造后热处理, 退火和消除应力处理可恢复延展性和耐腐蚀性能。
机加工与装配准备 使用 CNC 车削、铣削、螺纹加工和 电火花加工 来实现密封表面质量和尺寸公差。
最终检验与认证 所有部件都通过 三坐标测量机 进行尺寸验证,并按照客户标准采用包括 X 射线 和压力测试在内的无损检测方法。
关键挑战
防止厚壁阀门部件中的微观偏析
在熔炼和浇注过程中控制气孔和氧化物夹杂风险
确保机加工和焊接后的长期耐腐蚀性
实现完全可追溯性并符合石油和天然气质量标准
结果与验证
通过金相学确认晶粒尺寸为 ASTM 5–6
抗拉强度和屈服强度超过 NACE MR0175 要求
在 1.5 倍工作压力下通过泄漏测试
通过三坐标测量机确认 100% 尺寸符合性
所有生产批次的无损检测通过率为 100%
常见问题
Inconel 625 在泵阀应用中有何优势?
等轴铸造如何有益于耐腐蚀部件?
Inconel 625 铸件可以焊接或修复吗?
进行哪些测试来验证结构完整性?
哪些行业使用 Inconel 625 铸造泵阀部件?
