Haynes 188 高温合金 3D 打印定制零件增材制造服务
Haynes 188 增材制造简介
Haynes 188 是一种钴基高温合金,以其卓越的强度、抗氧化性以及高达 1095°C 温度下的热稳定性而闻名。它广泛应用于燃气轮机、燃烧室、加力燃烧室以及传统合金无法胜任的热端发动机部件中。
在 Neway Aerotech,我们的 高温合金 3D 打印服务 利用选区激光熔化(SLM)技术,实现复杂几何形状和卓越高温性能的定制 Haynes 188 零件的精密制造。
Haynes 188 组件的 SLM 工艺能力
制造参数
参数 | 数值 | 描述 |
|---|---|---|
打印技术 | 选区激光熔化 (SLM) | 可实现高分辨率、复杂形状的制造 |
层厚 | 30–50 µm | 支持薄壁、流道和晶格结构 |
成型室气氛 | 氩气,O₂ < 100 ppm | 防止打印过程中的氧化 |
后处理 | HIP、固溶退火、时效 | 增强疲劳和蠕变性能 |
可达公差 | ±0.05 mm | 适用于燃烧室和喷嘴特征 |
为何 Haynes 188 是增材制造的理想选择
属性 | 数值 | 功能优势 |
|---|---|---|
温度极限 | 高达 1095°C | 适用于燃烧室衬里和加力燃烧室流道 |
抗氧化性 | 优异 | 在高速火焰环境中保持完整性 |
抗蠕变性 | 在 >1000°C 下稳定 | 在高温区域具有长期耐久性 |
可焊性 | 在增材制造中良好 | 快速冷却下抗裂纹 |
延展性和疲劳强度 | 高 | 可靠应对循环热负荷和机械负荷 |
Haynes 188 3D 打印零件的后处理策略
HIP(热等静压):1180°C、100 MPa 下保持 4 小时,以消除孔隙。
固溶退火:1175°C 下保持 2 小时,随后空冷。
时效:可选在 870°C 下进行时效处理以提高强度。
机加工:对精密孔、密封面和螺纹应用 CNC 精加工。
对暴露于燃烧环境的零件使用 钝化 和表面抛光处理。
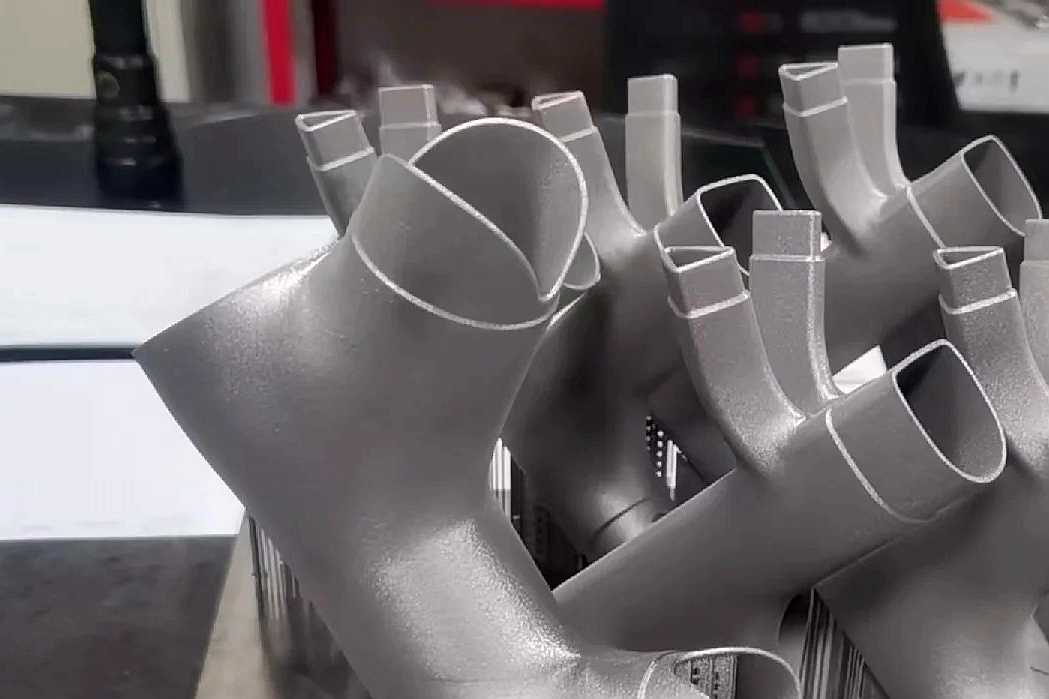
案例研究:用于航空燃烧室的 Haynes 188 3D 打印旋流器
项目背景
一家燃气轮机制造商需要一种用于高温燃烧室的定制旋流器组件。该零件需要复杂的叶片、内部流道,并需在 1000°C 下长期运行。传统铸造无法实现所需的薄壁和流道几何形状。
制造流程
设计:CAD 模型,叶片厚度为 1 mm,并集成流量导流板。
材料:雾化 Haynes 188 粉末,D50 = 35 µm。
打印:SLM 工艺,层厚 40 µm,激光功率 350 W。
后处理:HIP + 退火 + 法兰和内孔的 CNC 机加工。
检测:通过 三坐标测量机 (CMM) 和 X 射线无损检测 (NDT) 确保尺寸和冶金合规性。
结果与验证
打印出的 Haynes 188 旋流器在 980–1040°C 下通过了 1200 小时的循环火焰测试,未出现裂纹形成或氧化损伤。最终抗拉强度超过 930 MPa,内部流道保持平滑、清洁的流动,CT 扫描未检测到孔隙。
常见问题 (FAQs)
哪些行业从 3D 打印 Haynes 188 组件中受益最大?
在高温应用中,Haynes 188 与 Inconel 625 或 718 相比如何?
通过 SLM 可打印的 Haynes 188 零件的最大尺寸是多少?
燃烧组件是否包含 CT 扫描和 X 射线检测?
Haynes 188 能否同时用于旋转和静止的热端部件?
