KBB:等轴晶铸造涡轮导向叶片制造商
在追求更清洁能源和更高效率的过程中,燃气轮机行业对能够承受极端环境的部件提出了越来越高的要求。涡轮导向叶片用于控制高温气体流经涡轮级,在实现更高效率和更低排放方面发挥着关键作用。随着行业向碳中和转型,像 KBB 这样的制造商正在推进其部件技术以应对这些挑战。
KBB 最近发起的涡轮导向叶片本地化与优化生产计划采用了等轴晶铸造技术,这是一种经过验证的制造方法,能够在性能、成本和可扩展性之间取得平衡。本案例研究探讨了 KBB 如何开发并工业化该解决方案,以满足现代燃气轮机的严格要求。
客户需求与应用背景
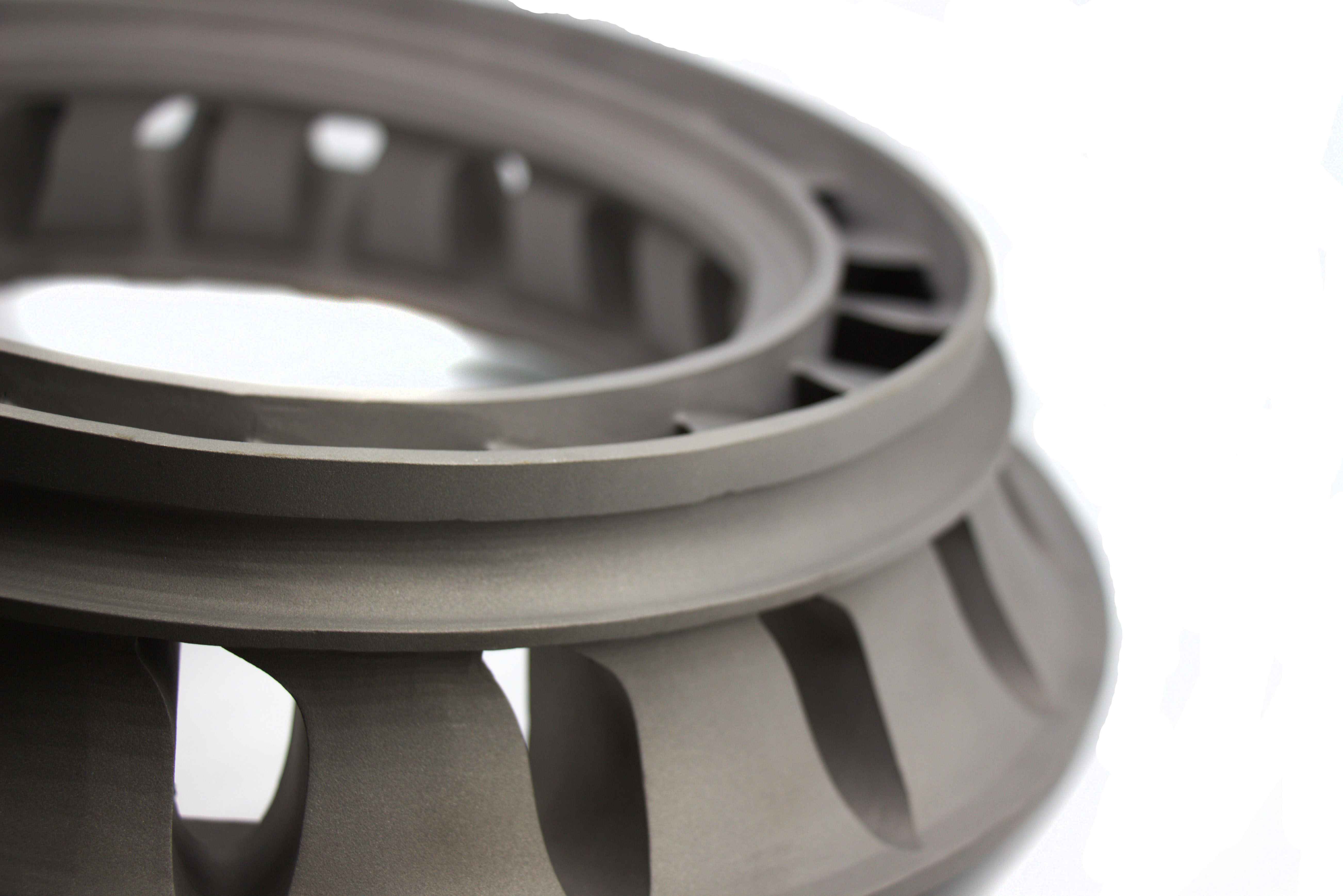
KBB 最新燃气轮机型号中的涡轮导向叶片工作在超过 1050°C 的温度下,承受循环热应力、氧化以及腐蚀性燃烧产物的影响。导向叶片还必须保持精确的气动几何形状,以确保高效的气体流动和涡轮性能。
KBB 为本项目指定了一系列严苛的要求:
高温拉伸强度和抗蠕变性能
优异的热疲劳耐久性
卓越的抗氧化和耐腐蚀性能
复杂的冷却通道定义和尺寸精度
具有竞争力的成本结构,并在批量生产中保持一致的质量
等轴晶铸造被选为满足这些目标的理想工艺,它提供了优化的晶粒结构控制能力,并具备制造复杂叶片几何形状的灵活性。
材料与工艺设计
材料选择
Inconel 738LC 因其在高温下出色的机械强度、蠕变寿命和抗氧化性的组合而被选用于此应用。该合金的成分和相稳定性使其非常适合等轴晶铸造。
Inconel 738LC 广泛用于先进的铸造高温合金涡轮部件,为本项目提供了成熟的性能基准。
工艺设计
制造工艺经过精心设计以确保质量的一致性:
精密蜡模生产,针对复杂内部冷却通道进行尺寸控制
使用优化透气性的陶瓷材料进行先进制壳
在受控热梯度下进行真空熔模铸造,以促进均匀的等轴晶粒生长
定制冷却曲线以细化晶粒结构并最小化残余应力
铸后热处理以稳定微观组织并增强机械性能
工艺的每个阶段都经过数字化建模和验证,以确保可重复性并符合 KBB 的规范。
克服技术挑战
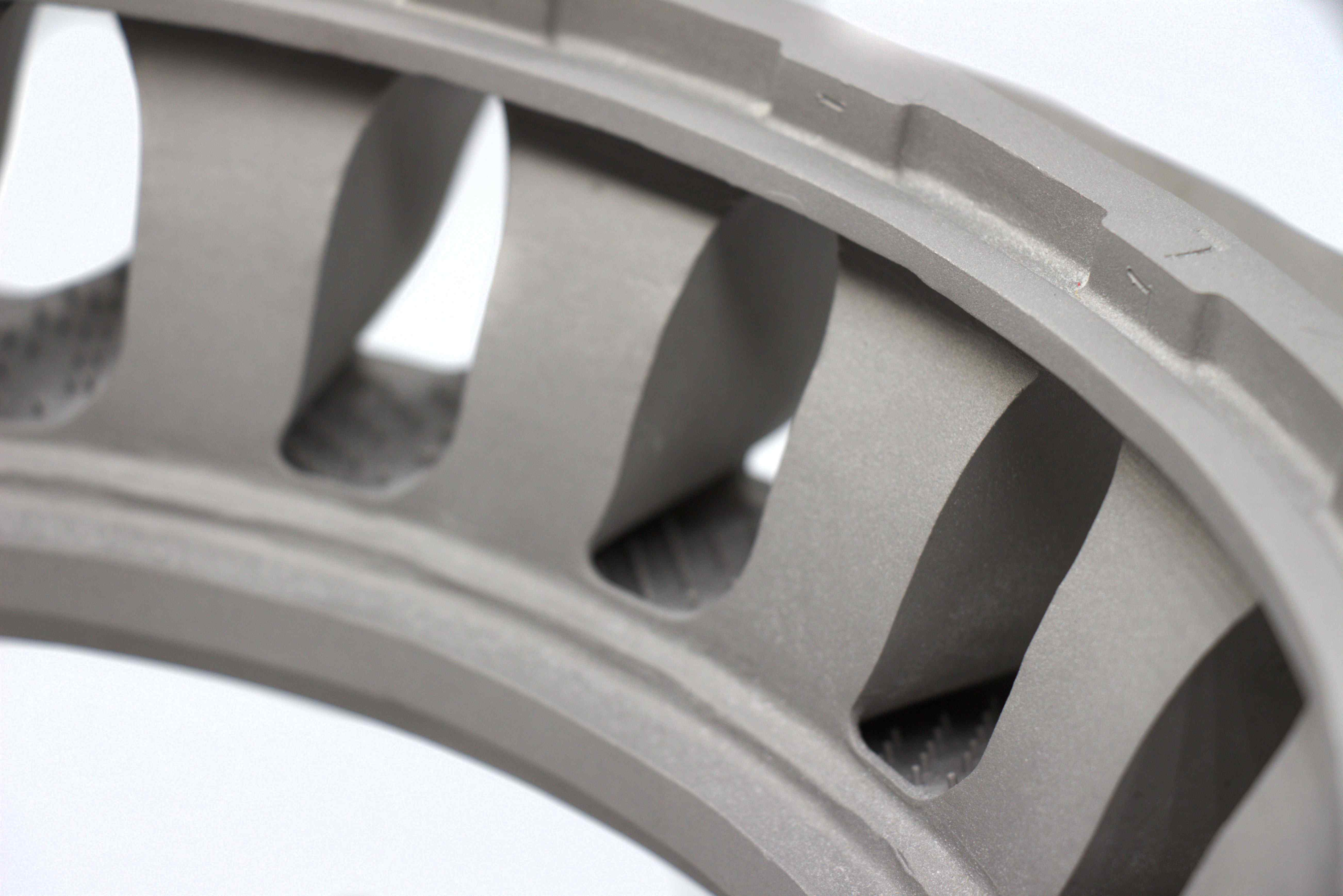
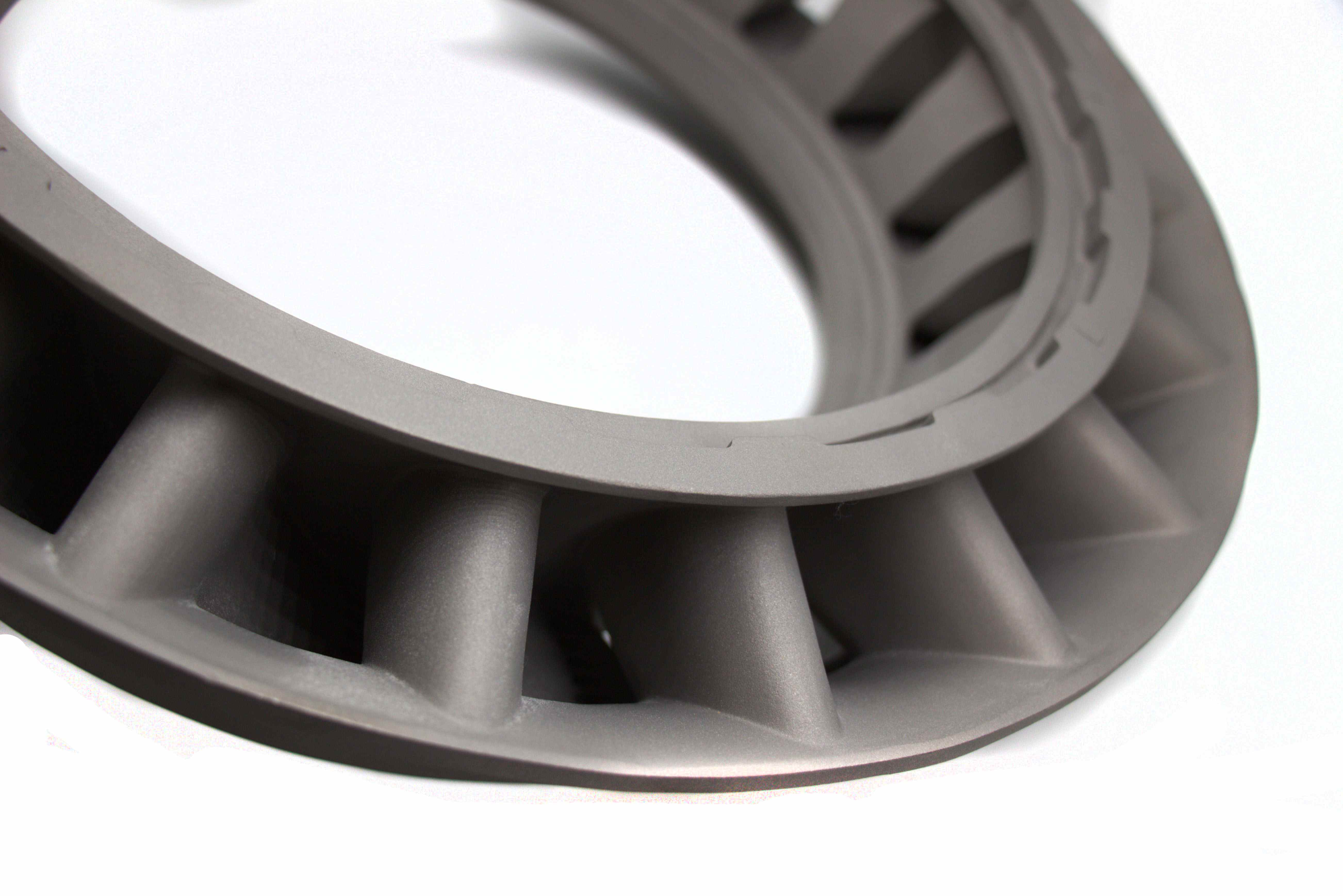
管理几何复杂性
涡轮导向叶片具有复杂的翼型轮廓和内部冷却网络,这对热管理和效率至关重要。在这些特征上保持尺寸精度是一个主要挑战。
为解决这一问题,团队将三坐标测量机(CMM)检测和 3D 扫描集成到工艺流程中。这使得能够对关键尺寸进行精确验证,并在工装和工艺开发过程中主动纠正任何偏差。
控制晶粒均匀性和缺陷率
晶粒结构的均匀性对于在整个叶片群体中实现一致的机械性能至关重要。通过对模具预热温度、浇注过热度和冷却速率的广泛测试,优化了铸造参数。
使用X 射线检测和金相显微镜分析进行的无损检测证实,内部质量始终达到或超过 KBB 的验收标准。
与热障涂层的整合
鉴于恶劣的热环境,涡轮导向叶片通常涂覆先进的热障涂层。为确保基体合金与涂层系统之间的兼容性,需要在铸造和后处理过程中严格控制表面化学性质和粗糙度。
制造工艺经过改进,以产生在涂覆时能提供最佳附着力和热性能的表面,从而进一步增强了叶片的耐久性。
初步结果与质量指标
试生产运行显示出与 KBB 技术目标的高度一致。主要结果如下所示:
参数 | 目标 | 实际结果 | KBB 标准 |
|---|---|---|---|
晶粒尺寸 (μm) | 50-150 | 55-140 | ≤150 |
内部缺陷(X 射线等级) | ≤2 级 | 1-2 级 | ≤2 级 |
表面粗糙度 Ra (μm) | ≤3.2 | 2.9-3.1 | ≤3.2 |
1050°C 下的拉伸强度 (MPa) | ≥850 | 860-880 | ≥850 |
热疲劳循环次数 | ≥3000 | >3200 | ≥3000 |
抗氧化性 (1050°C/1000h) | 通过 | 通过 | 通过 |
这些结果证实了等轴晶铸造工艺的稳健性及其适用于涡轮导向叶片的大规模生产。
扩展至全面生产
随着试生产成功验证,该项目已进入全面制造阶段,以满足 KBB 对其最新燃气轮机型号的运营需求。
生产线经过优化以确保:
各生产批次间的高工艺可重复性
对关键工艺参数的实时监控
对每个部件进行自动化数据采集和质量追踪
实施了先进的工装管理,以在延长的生产周期中保持模具质量的一致性。严格控制陶瓷壳型性能和模具预热规程,确保了铸造过程中的均匀热行为。连续记录铸造温度曲线进一步提高了工艺稳定性。


全面质量保证
为保持最高质量标准,每个生产批次都经历了多步骤验证流程:
这种全面的方法确保了每个涡轮导向叶片都达到或超过了 KBB 对关键性能部件的规格要求。
现场表现与客户反馈
在完成最终鉴定后,等轴晶铸造涡轮导向叶片被集成到 KBB 最新的燃气轮机原型中,并部署在发电厂现场试验中。
从这些试验中收集的运营数据显示了几个显著成果:
在严重热梯度下保持稳定的机械完整性
在延长的服务间隔内保持一致的尺寸稳定性
未出现热障涂层分层或失效
相较于上一代部件,热疲劳寿命得到改善
通过精确的气动控制提升了整体涡轮效率
KBB 的工程团队对部件的制造质量和在役性能表示高度满意,多位客户指出电厂效率有了切实提升,维护成本也有所降低。
工艺创新与未来发展
该项目的成功突显了等轴晶铸造作为高性能涡轮部件成熟且适应性强的解决方案的潜力。在此基础上,正在探索多条创新路径:
集成热等静压(HIP)以进一步提高部件致密度和抗疲劳性
应用人工智能驱动的工艺控制以细化晶粒结构均匀性
结合传统铸造与3D 打印,以实现高度复杂特征的混合制造
开发先进的高温合金,如用于下一代涡轮平台的Rene 合金
通过持续投资这些创新,KBB 旨在保持其在燃气轮机技术领域的领先地位,并为客户创造更大的价值。
行业背景与更广泛的影响
本案例研究强调了先进制造技术在满足能源行业不断变化的需求方面的重要性。
随着燃气轮机继续在电网稳定性和低碳能源发电中发挥至关重要的作用,热端部件(如涡轮导向叶片)的性能变得日益关键。高效率涡轮机直接有助于降低燃料消耗和减少温室气体排放,这与全球可持续发展目标相一致。
通过与精密铸造专家合作实现涡轮部件制造的本地化,也有助于增强区域供应链韧性并促进当地工业发展。
通过协同工程和不懈的工艺优化,KBB 及其合作伙伴正在交付能够实现更高效、更可靠和更可持续能源解决方案的部件。
结论
为 KBB 开发等轴晶铸造涡轮导向叶片的过程证明了精密工程、先进材料和优化制造工艺如何能够提供符合最高行业标准的部件。
通过将深厚的技术专长与持续创新相结合,KBB 已成功实现了这一关键部件的本地化生产,为其支持下一代高效率燃气轮机做好了准备。
随着全球能源格局的演变,此类协作努力将继续推动性能、可持续性和技术领导力的进步。
常见问题解答 (FAQ)
等轴晶铸造为涡轮导向叶片制造提供了哪些优势?
为何选择 Inconel 738LC 用于 KBB 的涡轮导向叶片?
真空熔模铸造如何提高涡轮部件的质量?
采用哪些检测方法以确保涡轮导向叶片的性能?
KBB 计划在涡轮导向叶片制造方面进行哪些未来创新?
