无人机涡喷和涡扇发动机用 Inconel 713LC NGV2 零件的制造工艺
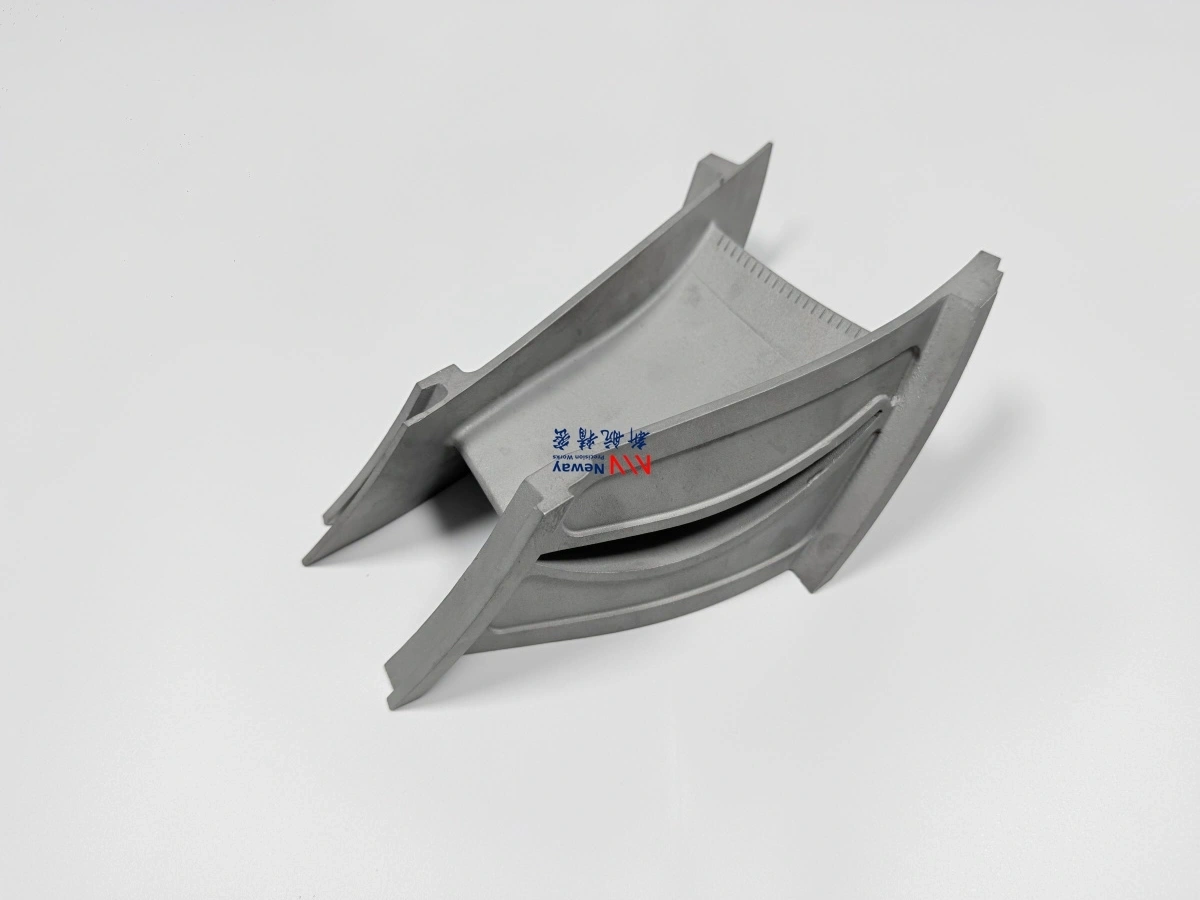
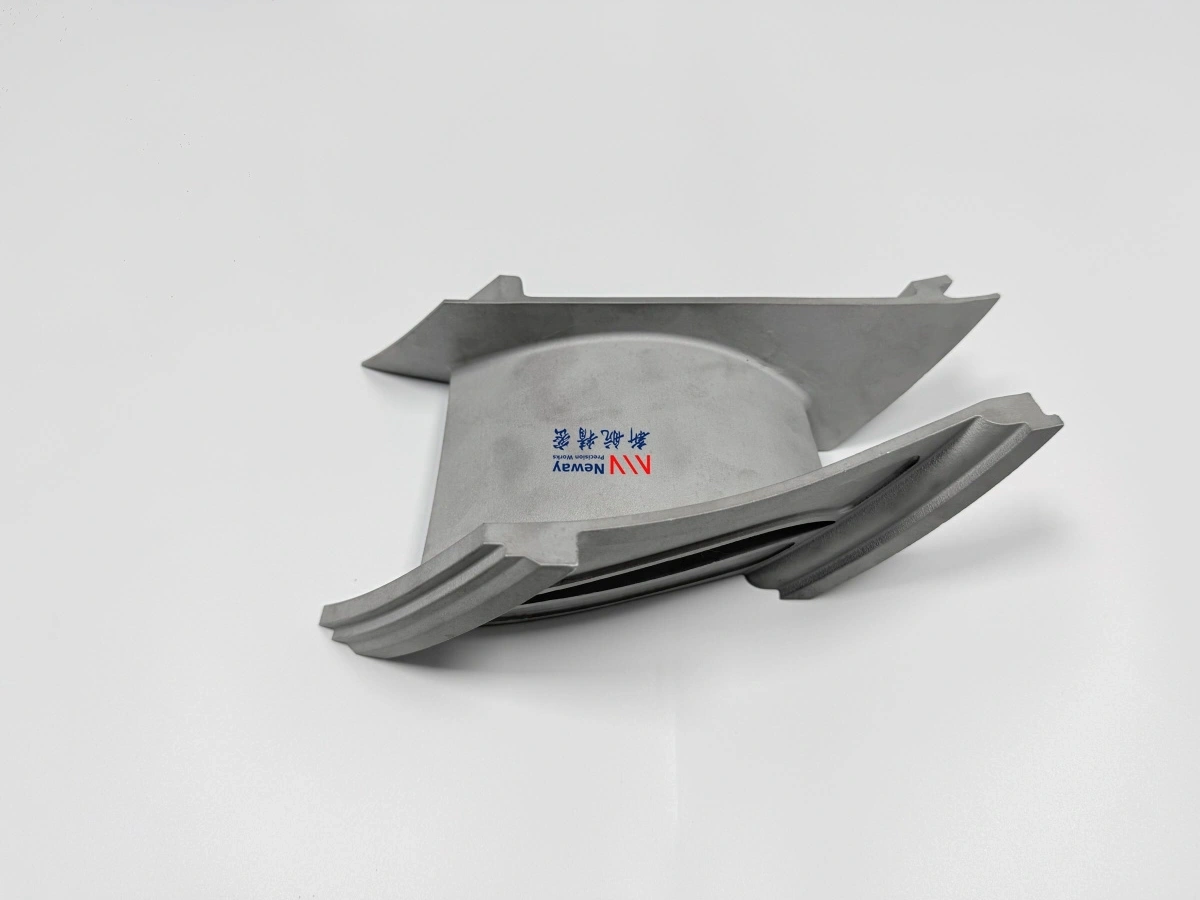
Inconel 713LC NGV2 零件是小型无人机涡喷发动机、无人作战飞机(UCAV)涡轮发动机、小型涡扇发动机及微型燃气轮机中关键的热端部件。NGV2 通常指第二级喷嘴导向叶片或 2 号喷嘴导向叶片,具体取决于发动机架构和客户的图纸体系。尽管与重型燃气轮机叶片相比,该零件尺寸较小,但其在气流导向、涡轮效率、温度分布及级间匹配方面的功能至关重要。
对于无人机和无人作战飞机的推进系统,NGV2 零件需暴露于高温燃烧气体中,并承受氧化、热循环、振动以及严格的尺寸要求。叶型轮廓、喉部面积、平台位置或安装面的微小偏差都会影响气流一致性和涡轮性能。
鉴于这些要求,Inconel 713LC NGV2 的制造通常规划为受控工艺路线,结合真空熔模铸造和精密 CNC 加工。真空铸造形成叶型、平台、薄壁结构及近净形高温合金基体,而 CNC 加工则完成安装面、基准特征、密封面及关键装配尺寸的终加工。
什么是无人机涡喷和涡扇发动机中的 NGV2 零件?
NGV 代表喷嘴导向叶片。在涡轮发动机中,喷嘴导向叶片以所需的角度、速度和流量分布,将来自燃烧室或前一级涡轮的热燃气导向涡轮转子。NGV2 通常指多级涡轮排列中的第二级导向叶片或下游喷嘴导向叶片。
在小型无人机涡喷和涡扇发动机中,NGV2 零件通常结构紧凑、壁薄且几何形状复杂。它们可能包括叶型表面、内平台和外平台、安装特征、密封区域、局部槽口及过渡区域。由于叶片不仅需保持形状,还需控制流道行为,因此这些特征的制造必须具有良好的一致性。
对于研发项目,NGV2 零件在进入大规模采购前,通常需经过原型铸造、小批量试生产和发动机测试评估。这使得制造路线的选择对无人机发动机制造商、推进研发团队及无人作战飞机供应链开发者尤为重要。
适用的发动机平台
Inconel 713LC NGV2 零件可用于多种紧凑型涡轮发动机平台,这些平台需要优异的高温性能和精密的小型几何结构。应用场景可能包括无人机推进系统、无人作战飞机发动机、小型涡喷发动机、小型涡扇发动机、辅助动力装置(APU)、微型燃气轮机及实验性涡轮系统。
与大型工业燃气轮机相比,无人机涡轮发动机的零件尺寸更小,封装限制更严格。然而,热端环境依然严苛。零件必须在抵抗高温燃气、氧化、振动、启停热循环及气动载荷的同时,保持几何形状的稳定性。
NewayAeroTech 支持航空航天应用的高温合金部件制造,此类应用需要轻量化结构、高温可靠性和精密制造能力。针对无人机发动机 NGV2 项目,制造规划应综合考虑发动机开发阶段、预期测试数量、最终生产需求及检验要求。
NGV2 在小型涡轮发动机中的功能
NGV2 零件以受控的角度和速度将高温燃气导入涡轮转子。其功能直接影响涡轮效率、转子载荷、温度分布及级间流量匹配。在紧凑型无人机发动机中,叶片几何形状的微小变化会对性能产生显著影响。
NGV2 的主要功能包括:
以所需的流动角度将热燃气导向涡轮转子
通过控制燃气速度和喉部面积来支持涡轮效率
维持涡轮级间稳定的流量分布
帮助保护下游部件免受不均匀热载荷的影响
在加速、巡航和热循环过程中支持发动机稳定性
由于 NGV2 工作在高温燃气流道中,气动精度和高温材料性能同等重要。叶型表面、前缘、后缘、喉部面积及平台几何形状应作为一个整体进行控制,而非视为独立的制造特征。
为何 NGV2 零件选用 Inconel 713LC
Inconel 713LC(也写作 IN713LC)是一种镍基铸造高温合金,常用于高温涡轮部件、喷嘴硬件及铸造热端零件。它为小型涡轮发动机部件提供了高温强度、抗氧化性、铸造适用性及性能稳定性的有效平衡。
对于 NGV2 零件,选用 Inconel 713LC 是因为该部件必须在承受高温燃气暴露的同时,保持叶型形状和平台几何结构的稳定。此外,该材料必须适用于真空铸造,因为喷嘴导向叶片通常包含薄壁、弯曲叶型、狭窄后缘及平台过渡区,这些特征难以完全通过实心棒料机械加工而成。
NewayAeroTech 提供Inconel 合金制造服务,适用于那些必须综合评估铸造质量、加工精度和检验控制的高温部件。对于更广泛的涡轮热端项目,当需要强度、抗氧化性、抗蠕变性和热稳定性时,通常使用高温合金。
IN713LC NGV2 的真空熔模铸造路线
真空熔模铸造是许多 Inconel 713LC NGV2 零件的主要制造路线,因为它能以比全 CNC 加工更少的材料浪费形成复杂的近净形几何结构。这对于具有弯曲叶型表面、薄边缘和平台特征的小型涡轮叶片尤为重要。
真空熔模铸件允许在精密精加工之前,将叶片基体、叶型轮廓、平台及局部结构特征作为铸坯生产出来。对于镍基高温合金,真空环境还有助于控制氧化并支持更稳定的高温合金加工。
对于 IN713LC NGV2 铸造,工艺规划应重点关注:
蜡模精度和叶型表面一致性
薄壁和边缘区域周围的陶瓷型壳稳定性
收缩、气孔、裂纹和变形的控制
前缘和后缘的铸造质量
平台平面度、过渡区及局部肋或凸台特征
安装面和基准面的加工余量
对于小型静止涡轮导向叶片,当零件不需要定向凝固或单晶结构时,等轴晶铸造通常是一条实用的路线。它支持那些需要在几何形状、材料稳定性和铸后加工之间取得平衡的铸造热端部件。
为何全 CNC 加工通常不是最佳路线
对于一些早期原型,从锻坯进行 CNC 加工似乎更快,因为它避免了铸造工装。然而,对于 Inconel 713LC NGV2 零件,当几何形状包含叶型曲线、薄后缘、复杂平台和气流表面时,全 CNC 加工通常不是首选的生产路线。
原因如下:
IN713LC 是一种难加工的镍基高温合金
叶型表面需要漫长的加工时间和复杂的刀具路径
薄前缘和后缘对切削力和振动敏感
平台过渡区和曲面增加了夹具的复杂性
对气流至关重要的几何形状在加工后仍可能需要轮廓检测
从实心棒料去除材料效率低下且成本高昂
因此,通常采用真空铸造来制造近净形叶片毛坯,而 CNC 加工仅用于那些不能仅依靠铸造公差保证的精密特征。
确保涡轮叶片精度的 CNC 加工路线
铸造完成后,CNC 加工用于完成 NGV2 零件的功能接口。铸造形成了气动基体,但 CNC 加工控制了决定装配位置、密封性、级间对齐和重复性的表面。
高温合金 CNC 加工对于 IN713LC NGV2 零件至关重要,因为高温镍合金需要稳定的刀具、受控的切削参数、坚固的夹具以及细致的检验。加工路线应避免在薄叶型区域进行不必要的切削,同时确保安装和基准特征的精度。
典型的 CNC 加工区域可能包括:
安装面和平台接触面
用于检验和装配对齐的基准面
密封面和受控边界表面
定位孔、槽或固定特征
局部厚度控制区域
影响与相邻发动机硬件配合的接口特征
对于小型涡轮叶片,夹具设计至关重要。零件必须被牢固夹持,同时不得使薄壁部分变形或损坏铸造叶型表面。基准规划还应与图纸、检验方法及最终装配要求相匹配。
叶型和喉部面积控制
NGV2 零件最重要的特征不仅是其外部尺寸。叶型轮廓和喉部面积直接影响气流、涡轮进口角度、压力分布和发动机效率。对于无人机涡喷和涡扇发动机,叶片间的一致性尤为重要,因为发动机结构紧凑,涡轮级对局部几何变化非常敏感。
叶型和喉部面积控制应包括:
前缘和后缘轮廓检测
叶型压力面和吸力面轮廓控制
叶片组间的喉部面积一致性
平台至叶型的过渡控制
叶片角度和流道对齐验证
气流区域的表面状态控制
如果喉部面积过小,可能导致流动受限和局部过热;如果过大,则可能影响涡轮效率和级间匹配。因此,铸造路线、CNC 基准和最终检验都应围绕对气流至关重要的几何形状进行规划。
交付前的检验
检验对于 IN713LC NGV2 零件至关重要,因为该部件结合了复杂的铸造几何形状、精密加工、高温材料要求以及对气动性能的敏感性。检验应同时验证铸造基体和最终加工完成的部件。
NewayAeroTech 支持高温合金材料测试与分析服务,适用于需要材料验证、铸造缺陷控制、尺寸检验及失效风险评估的项目。
检验项目 | 检查内容 | 重要性 |
|---|---|---|
FPI(荧光渗透检测) | 表面裂纹、铸造缺陷、边缘缺陷 | 有助于在发动机测试或交付前发现表面开口缺陷 |
X 射线或 CT 扫描 | 内部气孔、缩松、夹杂物、隐藏缺陷 | 验证热端服役部件的内部铸造质量 |
CMM 检测 | 基准面、安装特征、平台尺寸 | 确认装配配合度和尺寸重复性 |
叶型轮廓检查 | 前缘、后缘、压力面、吸力面 | 控制气动几何形状和级效率 |
喉部面积检查 | 气流通道开口及叶片间一致性 | 支持稳定的涡轮流量和级间匹配 |
材料验证 | 材料证书、化学成分、热处理记录(如需) | 确认零件符合指定的 IN713LC 要求 |
Inconel 713LC NGV2 零件的制造挑战
尽管用于无人机发动机的 NGV2 零件尺寸较小,但其制造风险可能很高。尺寸小并不意味着生产简单。该部件结合了薄叶型几何形状、高温合金铸造、精密平台加工以及对气流敏感的检验要求。
常见的制造挑战包括:
在铸造收缩后保持叶型一致性
防止薄后缘变形或损坏
控制小型铸造截面中的气孔、裂纹和内部缺陷
使铸造基准与 CNC 加工基准对齐
保持叶片组间的喉部面积一致性
避免对气动表面进行过切
提供支持发动机开发和供应商资格认证的数据
这些挑战解释了为何供应商必须同时理解制造工艺和涡轮功能。该部件不应仅被视为铸件或仅被视为机加工件,而应作为功能性热端流道部件进行评估。
定制无人机涡轮发动机 NGV2 零件的询价清单
为了准确报价 Inconel 713LC NGV2 零件,客户应提供完整的技术信息。这使得供应商能够评估铸造工装、加工余量、检验成本、交货期和制造风险。
完整的询价单(RFQ)应包括:
发动机类型,如无人机涡喷、无人作战飞机涡轮发动机、小型涡扇或微型燃气轮机
零件名称、零件号、级数和版本号
STEP、X_T 或其他可编辑格式的 3D CAD 文件
包含公差、基准参考和关键尺寸的 2D 图纸
Inconel 713LC / IN713LC 的材料规范
原型、测试批次和未来生产的所需数量
叶型轮廓和喉部面积要求
热处理、涂层或表面光洁度要求(如适用)
检验要求,如 FPI、X 射线、CT、CMM、轮廓报告或材料测试
发动机测试计划、交付目标及文档要求
如果项目基于旧零件或逆向工程数据,客户还应提供样品状况、扫描精度、磨损区域说明以及必须保留的功能表面。对于涡轮导向叶片,逆向工程应定义气动基准,而不仅仅是外部形状。
