交付无人机发动机用 Inconel 713LC NGV2 零件前应检查什么?
交付无人机发动机用 Inconel 713LC NGV2 零件前应检查什么?
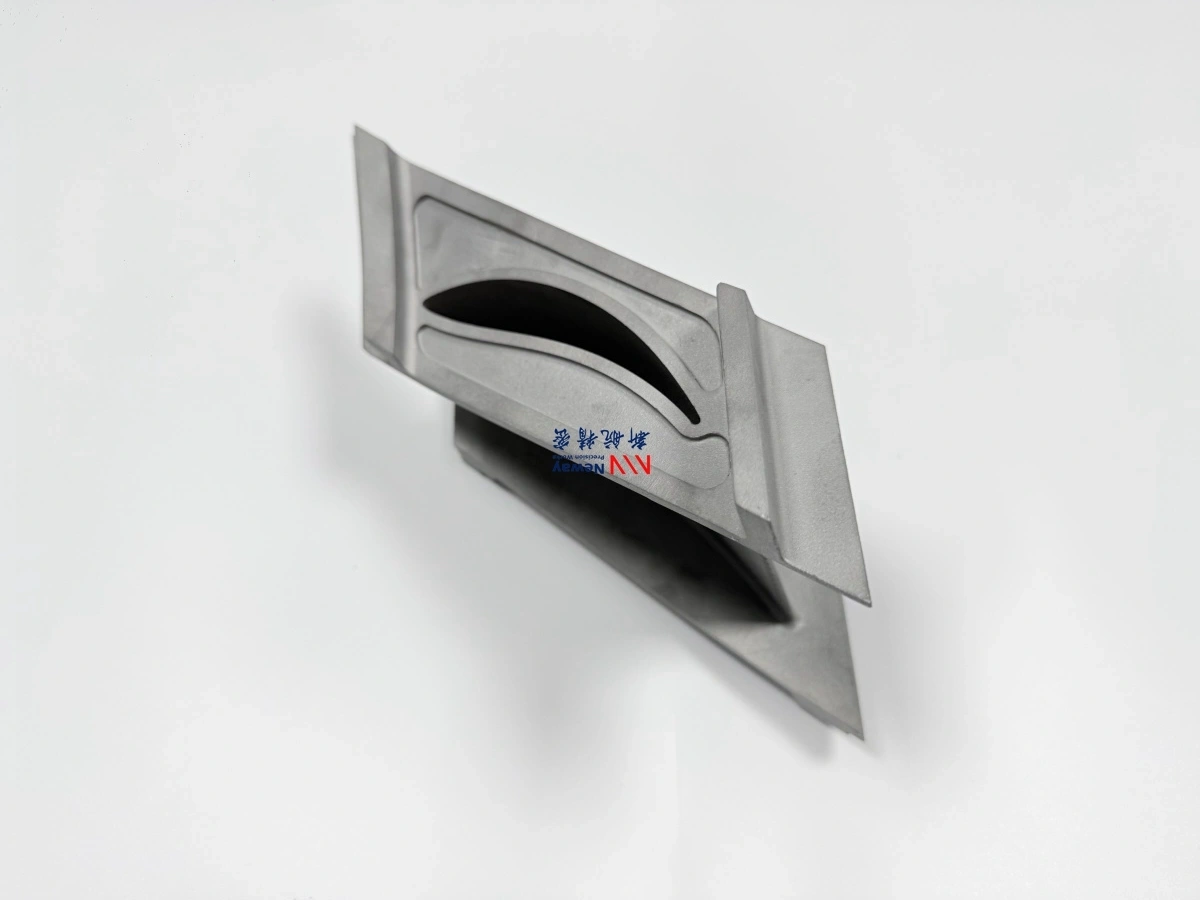
在交付用于无人机发动机的 Inconel 713LC NGV2 零件之前,供应商应检查材料验证、铸造缺陷、表面裂纹、叶型轮廓、喉部面积、平台尺寸、安装特征、密封面、孔位、热处理状态以及最终文件。由于 NGV2 组件工作在涡轮热端部分,检查应同时关注尺寸精度和高温可靠性。
对于无人机涡喷和涡扇发动机的喷嘴导向叶片,质量控制不仅限于检查外部尺寸。供应商应验证真空熔模铸件是否符合缺陷要求,机加工特征是否满足装配公差,以及材料状态是否适用于高温燃气、氧化、热循环和发动机测试。
1. 直接回答:交付前应检查什么?
交付前,应对 Inconel 713LC NGV2 零件进行材料成分、热处理状态、内部铸造缺陷、表面裂纹、叶型轮廓、喉部面积、平台尺寸、孔位、密封面、安装基准、表面状况以及文件完整性的检查。这些检查有助于确认 NGV2 零件适用于无人机发动机热端部分的装配和测试。
检查类别 | 应检查内容 | 为何对 NGV2 零件至关重要 |
|---|---|---|
材料验证 | 化学成分、材料证书和热处理状态。 | 确认零件由所需的 Inconel 713LC 材料制成。 |
内部缺陷检查 | 气孔、缩孔、夹杂物、热裂和异常铸造缺陷。 | 防止隐藏缺陷降低热端可靠性。 |
表面缺陷检查 | 表面裂纹、边缘裂纹、铸造不连续和机加工损伤。 | 降低热循环过程中的裂纹萌生风险。 |
尺寸检查 | 平台、孔、密封面、安装基准和装配特征。 | 确保与机匣、转子间隙及相邻组件的正确配合。 |
叶型轮廓检查 | 叶片轮廓、前缘、后缘、流道形状和 CAD 偏差。 | 控制气流方向和涡轮效率。 |
喉部面积检查 | 流道宽度、有效流通面积以及叶片间的一致性。 | 影响质量流量、压力分布和涡轮级匹配。 |
文件 | FAI(首件检验)、尺寸报告、NDT(无损检测)报告、材料报告、热处理记录和 COC(合格证书)。 | 支持客户质量批准和可追溯性。 |
2. 如何进行材料验证?
材料验证应确认 NGV2 零件由指定的 Inconel 713LC 或批准的等效材料制成。这可能包括化学成分审查、材料证书检查、热处理记录审查、硬度测试、微观结构评估和可追溯性确认。
高温合金材料测试与分析可支持合金验证、微观结构审查、缺陷分析和热端涡轮组件的材料验证。对于无人机发动机 NGV2 零件,当零件将用于原型发动机测试、性能验证或重复生产时,这一点尤为重要。
材料检查 | 目的 | 推荐文件 |
|---|---|---|
化学成分 | 确认合金符合 Inconel 713LC 要求。 | 材料测试报告或成分分析报告。 |
材料证书 | 提供原材料合金或铸造批次的可追溯性。 | 材料证书或供应商材料报告。 |
热处理状态 | 确认零件接受了所需的热处理工艺。 | 热处理记录和批次可追溯性。 |
微观结构审查 | 检查铸造和热处理状态是否可接受。 | 必要时提供金相报告。 |
硬度测试 | 提供材料状态和工艺一致性的基本指示。 | 指定时提供硬度检查报告。 |
3. 应检查哪些铸造缺陷?
Inconel 713LC NGV2 零件应检查气孔、缩孔、夹杂物、热裂、浇不足、表面折迭、异常晶粒条件和局部变形等铸造缺陷。由于 NGV2 零件具有薄叶片、窄流道、平台以及高温服役要求,必须在交付前严格控制铸造缺陷。
铸造缺陷 | 潜在影响 | 检查方法 |
|---|---|---|
气孔 | 可能降低疲劳强度并在叶片或平台中形成薄弱区。 | X 射线、CT 或必要时进行截面检查。 |
缩孔 | 可能降低厚薄过渡区域的结构完整性。 | X 射线、CT 或针对性缺陷检查。 |
夹杂物 | 可能造成局部应力集中或裂纹萌生源。 | X 射线、CT、目视检查或冶金分析。 |
热裂 | 可能导致圆角、平台、叶根或薄边附近出现裂纹。 | FPI(荧光渗透检测)、目视检查和局部放大检查。 |
浇不足或未充满 | 可能影响薄后缘、局部平台和叶片流道几何形状。 | 目视检查、尺寸检查和轮廓扫描。 |
异常晶粒条件 | 可能影响高温性能和一致性。 | 规范要求进行时进行冶金检查。 |
4. 如何检查表面缺陷?
表面缺陷检查应重点关注裂纹、边缘缺陷、铸造不连续、磨削损伤、机加工痕迹、毛刺和局部表面损伤。荧光渗透检测常用于检测涡轮叶片铸件和机加工热端零件上的表面开口裂纹。
对于 Inconel 713LC NGV2 零件,前缘、后缘、叶型圆角、平台过渡区、密封边、安装特征和机加工孔处的表面缺陷尤为关键。这些区域在发动机运行期间对热疲劳、振动和应力集中更为敏感。
表面区域 | 检查重点 | 为何重要 |
|---|---|---|
前缘 | 裂纹、类侵蚀缺陷、铸造瑕疵和表面损伤。 | 承受高温燃气并影响进气质量。 |
后缘 | 薄边裂纹、崩缺、未充满或机加工损伤。 | 影响气体出口角度和裂纹敏感性。 |
叶型圆角 | 热裂、与缩孔相关的裂纹和应力集中。 | 圆角裂纹可能在热循环过程中扩展。 |
平台过渡区 | 铸造裂纹、机加工痕迹和局部表面不连续。 | 对结构支撑和装配稳定性至关重要。 |
机加工孔和槽 | 毛刺、微裂纹、EDM 重铸层和边缘状况。 | 影响装配可靠性和裂纹萌生风险。 |
密封边 | 毛刺、凹痕、裂纹和边缘轮廓缺陷。 | 影响泄漏控制和装配配合。 |
5. 需要进行哪些尺寸检查?
尺寸检查应验证 NGV2 平台尺寸、安装面、基准特征、孔位、密封面、环接口、壁厚以及装配关键特征。三坐标测量机(CMM)检查常用于机加工特征,而 3D 扫描可支持轮廓和自由曲面几何形状的审查。
高温合金 CNC 机加工必须经过仔细验证,因为机加工决定了 NGV2 零件的最终安装和装配特征。如果平台尺寸、孔或基准超出公差,叶片可能无法与机匣、转子间隙或相邻涡轮组件正确对齐。
尺寸项目 | 验证内容 | 检查方法 |
|---|---|---|
平台尺寸 | 确认内、外平台尺寸、厚度和配合。 | CMM、高度尺、轮廓测量或 3D 扫描。 |
安装面 | 检查平面度、位置度、平行度和装配配合。 | CMM 和表面检查。 |
孔位 | 验证直径、深度、位置和方向。 | CMM、塞规、光学测量或专用夹具。 |
密封面 | 检查平面度、轮廓、边缘状况和表面光洁度。 | CMM、粗糙度仪、目视检查和配合检查。 |
安装基准 | 确认用于发动机装配的参考表面。 | CMM 和基于基准的检查报告。 |
壁厚 | 验证薄壁部分和平台是否符合设计要求。 | 超声波检测、CT、截面检查或适用的机械测量。 |
6. 如何检查叶型轮廓和喉部面积?
叶型轮廓和喉部面积检查至关重要,因为 NGV2 控制下游涡轮转子前的高温燃气方向、速度和压力分布。必须根据图纸或 CAD 模型检查叶型轮廓、前缘、后缘、叶片角度、流道宽度和有效喉部面积。
对于无人机发动机喷嘴导向叶片,即使微小的轮廓偏差也会影响涡轮效率、推力响应、转子载荷和热分布。轮廓检查可根据零件尺寸和公差要求,通过 3D 扫描、CMM、光学测量、样板或专用量具进行。
叶型检查项目 | 控制内容 | 为何重要 |
|---|---|---|
叶型轮廓 | 叶片压力面、吸力面和气动表面形状。 | 控制气流方向和气动效率。 |
前缘 | 边缘半径、形状、表面状况和局部缺陷。 | 影响进气质量和裂纹敏感性。 |
后缘 | 出口边缘厚度、直线度和损伤状况。 | 影响气体出口角度和流动分离。 |
叶片角度 | 叶片相对于发动机气路的 orientation。 | 控制转子入口流角和级匹配。 |
喉部面积 | 叶片间的最小有效流道面积。 | 控制质量流量、压比、涡轮转速响应和发动机性能。 |
流道一致性 | 相邻叶片流道之间的变化。 | 防止转子载荷不均和局部热点。 |
7. 何时应检查 EDM 特征?
如果 NGV2 零件包含电火花加工(EDM)的孔、槽、窄开口或难加工特征,这些区域应在交付前进行检查。EDM 检查应验证尺寸精度、边缘状况、重铸层风险、微裂纹、堵塞、毛刺和清洁度。
高温合金电火花加工 (EDM)可在 Inconel 713LC 中制造复杂特征,但不当的 EDM 控制可能会留下不适合热循环的表面损伤或重铸层。如果这些区域靠近叶型边缘、安装区或高应力特征,应仔细审查。
EDM 检查项目 | 检查内容 | 为何重要 |
|---|---|---|
槽宽和位置 | 确认局部特征几何形状符合图纸。 | 支持装配、流动或应力释放功能。 |
孔径和深度 | 验证开口尺寸和加工完整性。 | 防止装配或功能问题。 |
边缘状况 | 检查锐边、毛刺、碎屑或热影响损伤。 | 降低裂纹萌生风险。 |
重铸层风险 | 识别 EDM 后潜在的脆性表面层。 | 对疲劳和热循环可靠性至关重要。 |
堵塞特征 | 确认开口清洁且无残留物。 | 防止安装或功能堵塞。 |
8. 如何验证热处理?
应通过检查热处理规范、炉次记录、工艺温度、保温时间、冷却方法和零件可追溯性来验证热处理。对于 Inconel 713LC NGV2 零件,热处理会影响微观结构稳定性、高温强度、尺寸稳定性和抗热疲劳性能。
高温合金热处理应与材料验证和最终检查相关联。如果零件具有严格的叶型或平台公差,热处理后的尺寸检查很重要,因为薄叶片结构可能在热处理过程中发生变形。
9. 应包含哪些交付文件?
Inconel 713LC NGV2 零件的交付文件可包括首件检验报告、尺寸检查报告、无损检测 (NDT) 报告、材料报告、热处理记录、CMM 报告、3D 扫描报告、FPI 报告、X 射线或 CT 报告以及合格证书 (COC)。确切的文件包应在询价 (RFQ) 审查期间确认,因为它会影响成本、交货期和验收要求。
文件类型 | 支持内容 | 推荐用途 |
|---|---|---|
FAI 报告 | 确认首件尺寸和制造准备情况。 | 原型、首批次或新工装验证。 |
尺寸报告 | 记录平台、孔、密封面、基准和关键尺寸结果。 | 图纸控制的 NGV2 零件。 |
CMM 报告 | 提供机加工和基于基准特征的精确测量。 | 装配关键的叶片组件。 |
3D 扫描报告 | 显示叶型轮廓和 CAD 偏差。 | 复杂叶片几何形状和喉部面积验证。 |
FPI 报告 | 记录表面裂纹检查结果。 | 热端铸件和机加工高温合金零件。 |
X 射线 / CT 报告 | 记录内部缺陷检查结果。 | 高可靠性 NGV2 铸件或客户指定项目。 |
材料报告 | 确认合金化学成分和材料可追溯性。 | Inconel 713LC 材料控制项目。 |
热处理记录 | 确认热处理工艺路线和批次可追溯性。 | 需要受控材料状态的零件。 |
COC | 确认符合商定的规范和采购要求。 | 最终发货和客户质量文件。 |
10. 订购经检查的 NGV2 零件前,买家应定义什么?
在订购经检查的 Inconel 713LC NGV2 零件之前,买家应定义材料标准、热处理状态、图纸公差、叶型轮廓要求、喉部面积限制、NDT 要求、尺寸检查范围、文件包、数量和发动机测试目的。这有助于供应商在生产开始前规划正确的检查流程。
买家要求 | 推荐输入 | 为何重要 |
|---|---|---|
材料要求 | Inconel 713LC、IN713LC、客户标准或批准的等效材料。 | 定义合金验证和材料报告要求。 |
图纸公差 | 关键尺寸、一般公差、基准、GD&T 和检查说明。 | 定义尺寸检查和验收标准。 |
叶型和喉部面积 | 轮廓公差、流道宽度、叶片角度、喉部面积和 CAD 对比要求。 | 控制涡轮流动性能和级匹配。 |
NDT 要求 | FPI、X 射线、CT、验收水平和报告格式。 | 控制表面和内部缺陷验收。 |
文件包 | FAI、CMM 报告、3D 扫描报告、材料报告、热处理记录、NDT 报告和 COC。 | 支持客户质量审查和可追溯性。 |
应用阶段 | 配合检查、发动机测试、原型验证、首件或重复生产。 | 有助于平衡检查范围、成本和交货时间。 |
11. 总结
在交付用于无人机发动机的 Inconel 713LC NGV2 零件之前,供应商应检查材料验证、热处理状态、内部铸造缺陷、表面裂纹、叶型轮廓、喉部面积、平台尺寸、孔、密封面、安装基准、EDM 特征以及最终文件。这些控制措施有助于确认 NGV2 零件适用于涡轮热端装配、发动机测试和重复制造。
可靠的航空涡轮叶片检查供应商应结合材料测试、真空熔模铸造检查、FPI、X 射线或 CT、CMM 测量、3D 扫描、CNC 特征检查、EDM 特征审查、热处理记录检查和完整的交付文件。买家应在生产前定义检查要求,以便最终的 Inconel 713LC NGV2 零件同时满足气动和装配关键要求。
