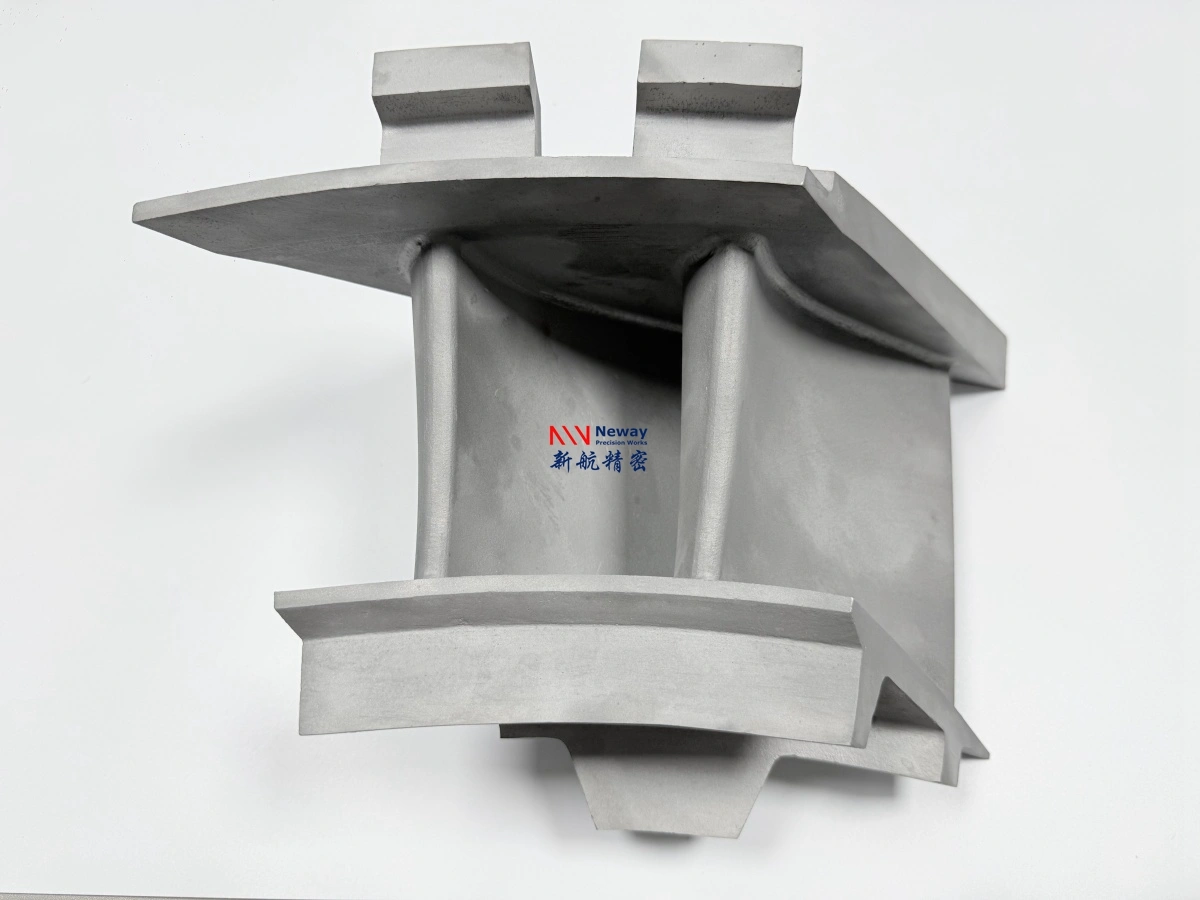
用于发电燃气轮机维修的定制涡轮叶片和喷嘴导向叶片
NewayAeroTech 为发电燃气轮机维修项目制造定制涡轮叶片和喷嘴导向叶片。这些部件可根据客户图纸、原始样品、3D 扫描数据或涡轮机型信息进行生产,并依据客户的检验和装配要求交付成品或半成品替换件。
对于电厂维护团队、涡轮机维修公司和燃气轮机备件采购方而言,涡轮叶片和喷嘴导向叶片并非简单的铸件。它们是气路控制部件,负责以正确的角度、速度和压力分布将高温燃烧气体引导至涡轮转子。如果叶片的翼型、喉部面积、平台、密封面或安装接口不正确,将会影响涡轮效率和热端部件的可靠性。
NewayAeroTech 通过集成的高温合金铸造、CNC 加工、后处理和检验,支持定制 NGV、静子叶片和涡轮叶片维修项目的发电燃气轮机替换部件制造。
直接回答:定制涡轮叶片和 NGV 替换部件
NewayAeroTech 为发电燃气轮机维修项目提供定制涡轮叶片、喷嘴导向叶片、静子叶片和 NGV 替换部件。根据原始设计和服务要求,制造路线可包括真空熔模铸造、等轴晶铸造、定向凝固铸造、CNC 加工、后处理以及最终质量检验。
我们的制造支持涵盖:
用于燃气轮机维修的定制喷嘴导向叶片
用于发电燃气轮机的替换涡轮叶片
燃气轮机静子叶片替换部件
高温合金涡轮叶片铸造与加工
小批量维修叶片及批量备件生产
基于旧件或 3D 扫描数据的逆向工程支持
我们的目标是提供具有受控翼型几何形状、喉部面积、平台尺寸、密封面、装配接口、材料一致性及检验文档的涡轮叶片维修部件。
涡轮叶片和喷嘴导向叶片在燃气轮机中的功能
涡轮叶片和喷嘴导向叶片是安装在燃气轮机高温气路中的静止部件。其主要功能是以受控的角度和速度将气流引导至旋转的涡轮叶片。这会影响能量传递、涡轮效率、级间匹配以及下游温度分布。
在发电燃气轮机中,叶片必须同时执行多项功能:
按要求角度将高温气体引导至涡轮转子
控制气体速度、压力分布和喉部面积
维持涡轮级间的稳定流动
支持涡轮效率和输出性能
保护下游部件免受不均匀气流和局部过热的影响
在服务期间保持密封、平台对齐和装配稳定性
由于这些部件直接影响气路性能,因此替换叶片的制造必须比普通静态铸件更关注气动几何形状。
为何涡轮叶片需要更换
涡轮叶片在恶劣的热端环境中运行。在长期运行过程中,它们暴露于高温气流、氧化、热腐蚀、振动、热梯度以及反复的启停循环中。随着时间的推移,这些条件会改变叶片的几何形状并降低服务可靠性。
常见的叶片失效或更换原因包括:
由反复加热和冷却循环引起的热裂纹
翼型表面的烧蚀、侵蚀或局部过热
气路区域的氧化或热腐蚀
平台变形或密封面损坏
由磨损、扭曲或沉积物堆积引起的喉部面积变化
前缘或后缘损坏
涂层退化、剥落或表面保护层丧失
在停机检修或无损检测中发现的裂纹
当叶片超出维修极限时,需要替换部件以恢复气路几何形状、涡轮效率和维护可靠性。
定制涡轮叶片的制造路线
定制涡轮叶片制造通常结合铸造和精密精加工。铸造形成复杂的叶片本体、翼型、平台和气路几何形状。随后通过 CNC 加工完成安装特征、密封面、基准区域和关键装配尺寸。
典型路线可能包括:
审查涡轮机型、叶片级数、图纸、旧件或 3D 扫描数据
确认材料牌号、铸造路线、热处理、涂层和检验要求
设计铸造工装、蜡模、陶瓷壳型和加工余量
通过真空熔模铸造、等轴晶铸造或定向凝固铸造生产叶片毛坯
根据材料要求施加热处理或铸后处理
加工平台、安装面、密封面、基准面和定位特征
检验翼型轮廓、喉部面积、铸造缺陷、材料化学成分和最终尺寸
准备供客户审查、进货检验或维修项目批准的文件
当复杂的高温合金叶片几何形状必须在精密加工前以近净成形毛坯形式生产时,NewayAeroTech 提供用于喷嘴导向叶片的真空熔模铸造服务。
燃气轮机叶片的铸造选项
正确的铸造方法取决于叶片设计、涡轮级数、合金牌号、服务温度和客户规格。对于许多静子叶片和 NGV 维修部件,等轴晶铸造是实用的选择。对于要求更高的涡轮应用,可能需要定向凝固铸造。
用于涡轮叶片的等轴晶铸造常用于静态热端部件,其中平衡的铸造晶粒结构是合适的。它可以在保持实际制造成本和交货期的同时,支持复杂的叶片几何形状、平台和流道特征。
当叶片设计或客户规格要求在优先方向上控制晶粒生长并提高高温性能时,可考虑用于涡轮叶片的定向凝固铸造。
铸造路线 | 典型用途 | 主要优势 |
|---|---|---|
真空熔模铸造 | 复杂高温合金叶片毛坯和 NGV 维修部件 | 近净成形的翼型、平台和气路几何形状 |
等轴晶铸造 | 静态涡轮叶片、喷嘴导向叶片、静子叶片部件 | 适用于许多非旋转热端部件的实用铸造路线 |
定向凝固铸造 | 指定用于更高温度的涡轮叶片应用 | 支持受控晶粒结构以适应苛刻的服务条件 |
铸造路线应根据原始设计要求确认。如果原始部件需要特定的晶粒结构或材料状态,则不应将替换叶片降级为更简单的铸造方法。
喷嘴导向叶片和静子叶片的材料选择
涡轮叶片和喷嘴导向叶片通常由镍基或钴基高温合金制成。正确的材料取决于温度、热腐蚀风险、氧化暴露、涂层系统、原始设计和客户规格。
涡轮叶片维修项目的常见材料选项包括 Inconel 713LC、Inconel 738LC、FSX-414、ECY-768、MAR-M 509 和 Haynes 188。这些合金专为热端应用而选,因为普通不锈钢无法提供足够的高温强度和抗氧化性。
NewayAeroTech 支持用于镍基涡轮叶片和 NGV 部件的Inconel 合金真空熔模铸造。对于钴基热端应用,当需要耐磨性、耐热腐蚀性和钴基合金性能时,可考虑Stellite 合金真空熔模铸造。对于其他高温和耐腐蚀应用,Hastelloy 合金真空熔模铸造也可支持材料比较和定制合金项目。
材料 | 在叶片项目中的典型用途 | 选择考量 |
|---|---|---|
Inconel 713LC | 小型涡轮 NGV 和铸造热端叶片部件 | 适用于需要高温强度的铸造喷嘴导向叶片 |
Inconel 738LC | 工业燃气轮机叶片和热端静态部件 | 高温铸造涡轮部件的有力候选材料 |
FSX-414 | 钴基涡轮叶片和喷嘴部件 | 可考虑用于热腐蚀和静止高温气路服务 |
ECY-768 | 钴基重型燃气轮机叶片和喷嘴应用 | 适用于需要钴基合金性能的特定替换叶片项目 |
MAR-M 509 | 钴基高温叶片和喷嘴部件 | 适用于需要耐热腐蚀性和铸造钴基合金性能的场合 |
Haynes 188 | 高温钴基热端部件 | 可针对抗氧化和耐热腐蚀要求进行评估 |
对于替换部件,材料应尽可能遵循原始图纸或经验证的样品数据。如果需要等效材料,则在报价前应审查工作温度、气体环境、涂层系统和检验验收标准。
叶片平台和接口的 CNC 加工重点
铸造形成叶片本体,但需要 CNC 加工来控制装配精度。叶片平台、密封面、安装接口和定位特征通常比铸造翼型本体需要更严格的公差。
NewayAeroTech 提供用于叶片平台的高温合金 CNC 加工,包括涡轮维修部件中使用的难加工镍基和钴基合金。
加工重点领域包括:
上部和下部平台表面
安装面和装配接口
密封面和接触区域
定位孔、槽或局部固定特征
用于 CMM 和轮廓检验的基准面
图纸指定的前缘、后缘或边界区域
对于叶片维修部件,加工基准策略至关重要。如果铸造基准与功能装配基准不匹配,部件可能通过局部尺寸检查,但在最终配合或喉部面积控制方面失败。
涡轮叶片的高温合金后处理
涡轮叶片在最终交付前可能需要热处理、表面准备、涂层准备、抛光、清洁或其他后处理。确切的后处理路线取决于材料牌号、图纸要求、涂层系统和客户检验标准。
NewayAeroTech 支持用于涡轮叶片的高温合金后处理,将铸造、加工、表面状态控制和最终检验整合到一条制造路线中。
后处理可能包括:
用于材料状态和微观组织控制的热处理
加工或电火花加工(EDM)后所需的应力消除
表面清洁和氧化物去除
为抗氧化涂层或热障涂层做的涂层准备
围绕平台、孔和翼型边缘的去毛刺和边缘精加工
检验和交付前的最终表面审查
如果需要涂层,应在最终加工前定义涂层余量和遮蔽区域。否则,部件可能符合涂层前尺寸,但在增加涂层厚度后无法通过最终装配。
NGV 和涡轮叶片替换部件的关键特征
对于喷嘴导向叶片和涡轮叶片替换部件,有几个特征需要特别控制,因为它们影响气流、配合、密封和服务可靠性。
关键特征包括:
压力面和吸力面的翼型轮廓
前缘和后缘几何形状
喉部面积和叶片间流道的一致性
上部和下部平台尺寸
密封面和接触表面
安装面、孔和定位特征
内部铸造缺陷,如缩孔、气孔和夹杂物
材料化学成分和热处理状态
对于磨损样品的替换,必须仔细重建原始功能几何形状。磨损、侵蚀、涂层损失和变形不应复制到新的替换叶片中。
定制涡轮叶片的检验要求
检验对于涡轮叶片至关重要,因为它们是气路控制部件。成品替换叶片在交付前必须同时满足材料和几何要求。
检验项目 | 检查内容 | 重要性 |
|---|---|---|
翼型轮廓 | 压力面、吸力面、前缘、后缘 | 控制气流方向和涡轮效率 |
喉部面积 | 气流通道尺寸和叶片间一致性 | 支持正确的流量、压力分布和级间匹配 |
FPI(荧光渗透检测) | 表面裂纹和开放性缺陷 | 有助于在交付或涂层前识别裂纹风险 |
X 射线或 CT | 内部气孔、缩孔、夹杂物、隐藏铸造缺陷 | 验证热端服务的铸件致密性 |
CMM 检验 | 平台、安装面、密封面、基准特征 | 确认装配配合和尺寸重复性 |
材料报告 | 化学成分、合金牌号、必要时包括热处理记录 | 确认材料一致性和可追溯性 |
检验要求应在报价前确认。翼型轮廓检验、喉部面积测量、X 射线、CT、FPI、CMM 和材料测试都会影响成本、交货期和验收计划。
旧叶片和 NGV 部件的逆向工程支持
许多涡轮叶片维修项目始于旧部件而非完整图纸。在这种情况下,逆向工程必须区分原始设计意图和服务损伤。使用过的叶片可能存在侵蚀、涂层损失、平台变形、喉部面积变化或热裂纹。
NewayAeroTech 可基于以下资料审查项目:
原始图纸和 3D CAD 文件
旧叶片或 NGV 样品
3D 扫描数据和重构模型
来自样品部件的材料分析
显示磨损、裂纹或涂层损失的照片
涡轮机型、级数和运行条件
对于逆向工程的 NGV 部件,应仔细审查翼型轮廓和喉部面积。如果气流几何形状未受控,外观相似的替换叶片仍可能表现不佳。
发电燃气轮机叶片维修的供应商价值
合格的涡轮叶片维修部件供应商应提供的不仅仅是铸造能力。供应商应理解材料选择、叶片功能、铸造路线、加工基准、喉部面积控制、检验规划和交付文档。
NewayAeroTech 通过提供以下支持来协助涡轮叶片维修项目:
高温合金材料审查和铸造路线选择
真空熔模铸造、等轴晶铸造和定向凝固铸造选项
用于平台、密封面、安装区域和基准特征的 CNC 加工
后处理和涂层准备支持
翼型轮廓、喉部面积、FPI、X 射线、CMM 和材料检验规划
基于旧件、样品或 3D 扫描数据的逆向工程支持
原型、小批量维修部件和批量备用叶片制造
这种集成方法减少了铸造、加工、涂层和检验供应商之间的沟通差距,特别是在涡轮维修项目工期紧张或原始文档有限的情况下。
定制涡轮叶片和喷嘴导向叶片的 RFQ 清单
为了准确报价涡轮叶片和喷嘴导向叶片,客户应提供与几何形状、材料、检验和服务条件相关的技术数据。这有助于供应商评估铸造工装、加工路线、检验成本和制造风险。
完整的 RFQ 应包括:
涡轮机型、叶片级数、零件号和修订版本
如有,提供 2D 图纸和 3D CAD 文件
如需逆向工程,提供旧件样品、照片或 3D 扫描数据
所需材料牌号,如 Inconel 713LC、Inconel 738LC、FSX-414、ECY-768、MAR-M 509 或 Haynes 188
铸造路线要求,如真空熔模铸造、等轴晶铸造或定向凝固铸造
热处理、涂层或后处理要求
翼型轮廓、喉部面积、平台、密封面和安装接口要求
检验要求,如 FPI、X 射线、CT、CMM、材料报告、翼型报告或喉部面积报告
原型、维修批次或长期备件计划的数量
交货时间表、停机时间、包装和文档要求
如果项目基于受损样品,客户应标记磨损区域、裂纹、缺失涂层、修复区域和关键功能表面。这有助于防止逆向工程错误,并支持更可靠的替换部件设计。
结论
用于发电燃气轮机维修的定制涡轮叶片和喷嘴导向叶片需要受控的高温合金铸造、CNC 加工、后处理和检验。这些部件是气路控制组件,因此必须仔细管理翼型轮廓、喉部面积、平台尺寸、密封面、安装接口、内部缺陷和材料一致性。
NewayAeroTech 支持从图纸、旧件、3D 扫描数据或涡轮机型信息开始的涡轮叶片和 NGV 替换部件制造。我们的能力包括真空熔模铸造、等轴晶铸造、定向凝固铸造、高温合金 CNC 加工、后处理、翼型检验、喉部面积控制、FPI、X 射线、CMM 和材料报告。
如需涡轮叶片维修部件报价,请发送涡轮机型、叶片级数、零件号、2D 图纸、3D 文件、样品照片、材料要求、铸造路线、涂层要求、检验标准、数量和交货目标。我们的工程团队可以为您的燃气轮机叶片替换项目审查最合适的制造路线。
