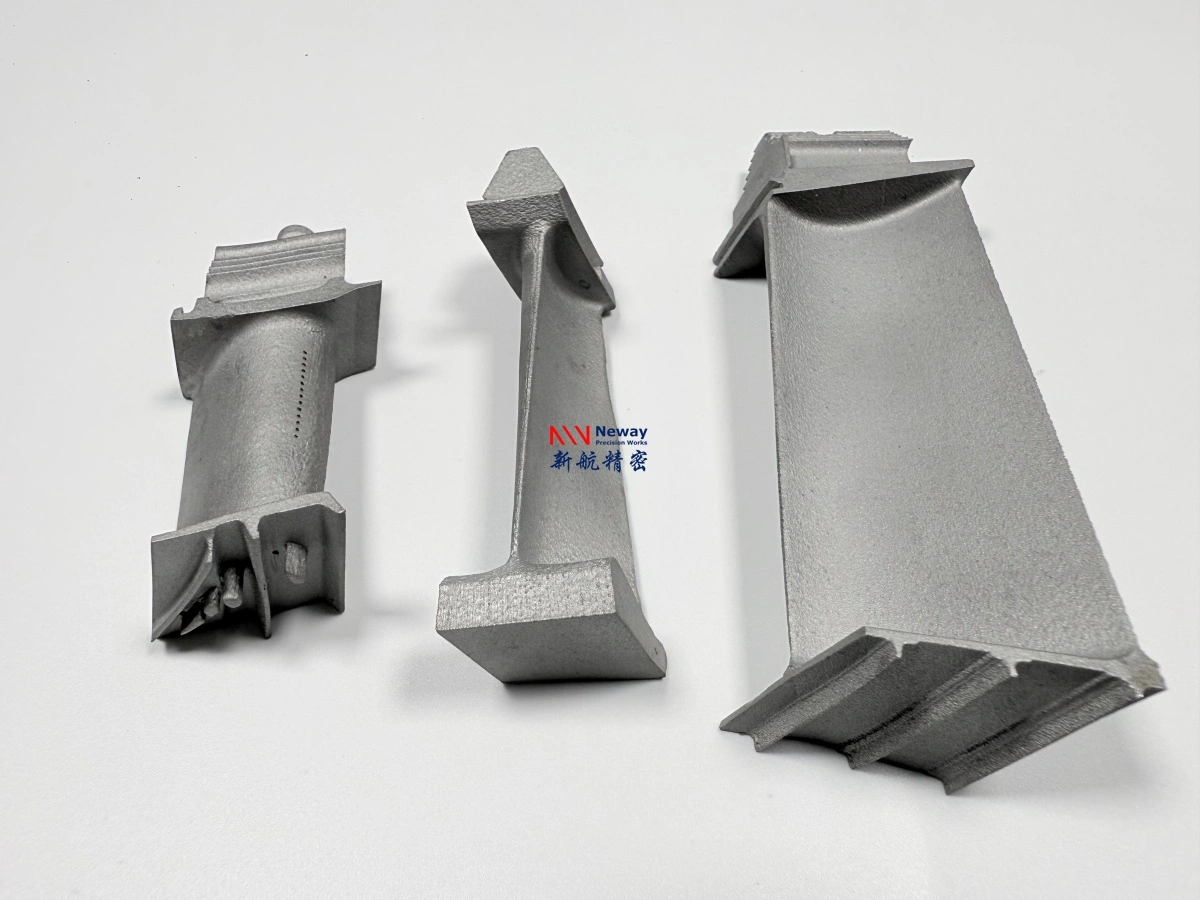
用于发电燃气轮机维修项目的定制替换涡轮叶片
NewayAeroTech 为发电燃气轮机维修项目制造替换涡轮叶片,服务涵盖铸造高温合金叶片毛坯、数控精加工叶片榫根和平台、电火花加工冷却特征、热处理、涂层预处理、尺寸检测以及无损检测。
对于电厂维护团队、涡轮机维修公司和备件采购工程师而言,替换涡轮叶片并非简单的金属部件。它们是必须在涡轮段内部承受高温燃气暴露、离心应力、热疲劳、氧化、振动以及严格装配要求的高温旋转部件。
NewayAeroTech 支持发电涡轮部件制造,适用于维修、更换和备件计划,客户可根据图纸、样品、3D 扫描数据或涡轮机型号信息需求成品涡轮叶片。

直接回答:用于燃气轮机维修的替换涡轮叶片
NewayAeroTech 可通过集成工艺路线为发电燃气轮机维修项目制造替换涡轮叶片,该路线包括高温合金铸造、数控加工、电火花加工 (EDM)、热处理、后处理和检测。
根据涡轮机型号、叶片级数、材料要求和服务工况,制造路线可能包括:
用于高温合金叶片毛坯的真空熔模铸造
用于先进叶片要求的定向凝固或单晶铸造
叶片榫根、平台、基准面和装配接口的数控加工
用于冷却孔、槽及困难局部特征的电火花加工 (EDM)
用于微观组织和性能控制的热处理
热障涂层或抗氧化涂层前的涂层预处理
X 射线检测、荧光渗透检测 (FPI)、三坐标测量机 (CMM) 检测、材料验证及最终检测报告
我们的目标是交付成品的涡轮叶片维修件,使其可根据项目要求准备好接受客户检查、装配审查或进一步涂层处理。
为何燃气轮机叶片需要更换
燃气轮机叶片在发电涡轮机中最严苛的区域之一运行。它们暴露于高温气流、旋转、振动、氧化、热循环和机械应力中。在长期服役期间,这些条件会逐渐降低叶片的可靠性。
可能需要更换涡轮叶片的原因包括:
由反复启停循环引起的热疲劳裂纹
在高温和离心载荷下的蠕变变形
流道表面的氧化或热腐蚀
涂层剥落、起皮或局部涂层退化
叶顶磨损、摩擦损伤或与间隙相关的损失
前缘和后缘的外物损伤或侵蚀
停机检查期间发现的榫根、平台或冷却特征损伤
当涡轮叶片达到维修极限或无法安全修复时,需要更换叶片以支持涡轮机大修、维护规划以及电厂的长期可靠性。
替换涡轮叶片的制造路线
替换涡轮叶片的制造通常需要多步工艺。正确的路线取决于叶片级数、合金牌号、晶体结构要求、冷却设计、涂层要求和检测标准。
实用的制造路线可能包括:
审查涡轮机型号、叶片级数、图纸、样品或 3D 扫描数据
确认合金牌号、晶体结构、热处理和涂层要求
设计铸造工装、蜡模、陶瓷壳型和铸造工艺
通过真空铸造、定向铸造或单晶铸造生产高温合金叶片毛坯
根据所需的材料状态进行热处理
加工叶片榫根、平台、安装接口、基准面和关键尺寸
如有需要,使用电火花加工 (EDM) 处理冷却孔、槽及刀具访问受限的特征
为涂层、抛光或客户指定的后处理准备表面
检查铸件致密性、尺寸、材料化学成分、表面缺陷和最终几何形状
准备最终报告和交付文件
NewayAeroTech 提供涡轮叶片真空熔模铸造服务,适用于在精密加工和检测前需要近净成形高温合金毛坯的情况。
发电涡轮叶片的铸造选项
涡轮叶片铸造并非单一工艺。根据不同的服务温度、应力水平、叶片级数和客户规范,不同的叶片设计可能需要不同的铸造路线。
对于一些替换叶片,常规真空熔模铸造可能适用。对于要求更苛刻的高温叶片,可能需要涡轮叶片定向铸造,以提高沿叶片加载方向的高温抗蠕变性。对于先进的热端叶片应用,当消除晶界和控制晶体取向至关重要时,可能需要涡轮叶片单晶铸造。
铸造路线 | 典型用途 | 主要优势 |
|---|---|---|
真空熔模铸造 | 复杂高温合金叶片毛坯和维修备件 | 近净成形几何形状,减少加工废料 |
定向铸造 | 需要提高定向抗蠕变性的高温叶片 | 沿主应力方向控制晶粒生长 |
单晶铸造 | 先进热端涡轮叶片 | 消除晶界,支持严苛的高温服役 |
应根据原始叶片设计和客户要求确认铸造路线。使用错误的铸造路线可能会影响使用寿命、尺寸稳定性以及维修项目的审批。
替换涡轮叶片的材料选项
替换涡轮叶片通常由镍基高温合金或先进单晶材料制成。材料选择取决于涡轮机型号、叶片级数、工作温度、机械载荷、涂层系统和原始规范。
NewayAeroTech 支持多种涡轮叶片材料系列,包括Inconel 合金真空熔模铸造、Rene 合金真空熔模铸造以及CMSX 系列真空熔模铸造。
典型的材料考量包括:
用于镍基高温叶片和导叶应用的 Inconel 合金
用于先进航空航天和涡轮热端部件的 Rene 合金
用于单晶涡轮叶片应用的 CMSX 系列合金
当原始材料数据可用时,使用客户指定的等效合金
通过化学成分测试和可追溯性记录进行材料验证
对于替换件,材料选择不应仅基于相似的外观或近似的工作温度评级。在生产前应审查原始图纸、合金标准、热处理状态和涂层系统。
叶片榫根、平台和接口的数控加工
铸造完成后,需要进行数控加工以完成涡轮叶片的功能特征。铸造毛坯提供了叶片翼型和近净几何形状,但叶片榫根、平台、基准面和装配特征需要精密加工。
NewayAeroTech 提供用于叶片榫根和平台的高温合金数控加工,包括难加工的镍基和单晶合金部件。
典型的数控加工涡轮叶片特征包括:
枞树形榫根、燕尾榫根或其他榫根连接特征
叶片平台和密封接触面
用于检测和装配对准的基准面
叶顶相关特征和局部间隙控制区域
安装接口和客户指定的功能尺寸
需要控制平面度、平行度或轮廓公差的表面
叶片榫根加工尤为重要,因为榫根几何形状将离心载荷传递到涡轮盘。任何尺寸偏差、表面缺陷或应力集中都可能影响装配配合和服务可靠性。
用于冷却孔、槽及困难特征的电火花加工 (EDM)
许多发电涡轮机叶片包含一些难以用传统切削刀具加工的局部特征。这些特征可能包括冷却孔、槽、密封特征、尖锐的局部边界以及靠近翼型或平台几何形状的刀具访问受限区域。
由于高温合金硬度高、耐热且在小尺寸或复杂特征中难以进行机械切削,因此常使用电火花加工 (EDM)。EDM 可以减少机械切削力来加工局部特征,这对于精细的叶片几何形状非常有用。
对于替换涡轮叶片,EDM 控制应重点关注:
冷却孔的位置和直径
槽宽和边界精度
重铸层和热影响表面状态
孔、槽和翼型特征周围的边缘质量
EDM 后的清洁和检测
与涂层准备和最终服役要求的兼容性
EDM 应与铸造、加工和涂层准备一起规划,因为局部特征可能会影响气流、冷却效率、应力集中和涂层行为。
涡轮叶片的热处理和后处理
热处理对于替换涡轮叶片至关重要,因为它控制合金的微观组织、机械性能和高温稳定性。热处理工艺必须与合金牌号、铸造路线和客户规范相匹配。
NewayAeroTech 支持涡轮叶片高温合金后处理,包括根据项目要求协调热处理、表面准备、精加工和检测支持。
后处理可能包括:
根据合金要求进行固溶和时效热处理
在加工或电火花加工后进行去应力处理(如需要)
涂层前的表面准备
选定表面的去毛刺、抛光或 blending(平滑过渡)
冷却孔和局部特征的清洁
交付前的最终尺寸和表面检测
如果叶片需要热障涂层、抗氧化涂层或其他客户指定的涂层,则在锁定最终加工尺寸之前,应考虑涂层余量和表面状态。
替换涡轮叶片的关键特征
替换涡轮叶片必须符合原始涡轮机装配的功能要求。最重要的特征不仅是可见的叶片形状,还包括影响载荷传递、气流、冷却、密封和叶顶间隙的几何形状。
关键特征包括:
翼型轮廓,包括压力面、吸力面、前缘和后缘
用于盘片连接和载荷传递的叶片榫根几何形状
平台表面和密封接口
冷却孔、内部冷却通道和气流失特征
叶片叶顶几何形状和与间隙相关的表面
用于检测和装配的基准参考
高应力和高温区域的表面状态
对于逆向工程的叶片,必须根据样品、扫描数据、服役条件和涡轮机装配要求仔细定义这些特征。仅复制外部几何形状不足以制造可靠的替换叶片。
成品涡轮叶片的检测要求
检测对于成品涡轮叶片至关重要,因为它们在高温、高应力和旋转载荷下运行。完整的检测计划应验证材料、铸造完整性、晶体结构、加工精度、表面质量、热处理状态和最终文件。
检测项目 | 检查内容 | 重要性 |
|---|---|---|
材料验证 | 合金牌号、化学成分、炉号、材料记录 | 确认叶片使用了指定高温合金 |
X 射线或 CT | 内部气孔、缩松、夹杂物、冷却特征完整性 | 验收前验证铸件致密性 |
荧光渗透检测 (FPI) | 表面裂纹和开口缺陷 | 检测可能成为服役裂纹的表面断裂缺陷 |
CMM 检测 | 榫根、平台、基准面、翼型、叶顶和关键尺寸 | 确认装配配合和气动几何形状 |
晶体结构审查 | 等轴晶、定向晶或单晶状态(根据规范) | 确保铸造路线符合叶片设计 |
热处理状态 | 热处理记录、硬度、微观组织(如需要) | 支持材料性能和工艺可追溯性 |
应在报价前确认检测要求,因为 X 射线、CT、FPI、CMM、晶体结构检测和材料测试会显著影响成本和交货周期。
逆向工程和小批量维修件支持
许多燃气轮机维修项目始于旧叶片、磨损样品、不完整的图纸或 3D 扫描数据。在这些情况下,供应商必须同时支持制造和工程审查。
NewayAeroTech 可基于以下内容评估替换涡轮叶片项目:
原始 2D 图纸和 3D CAD 模型
用于逆向工程的旧叶片样品
3D 扫描数据和尺寸重建
来自样品零件的材料分析
用于停机维护的小批量维修需求
用于长期库存规划的批量备用叶片制造
涉及逆向工程时,应将磨损区域与原始功能几何形状区分开来。叶片榫根、平台、翼型、冷却孔和叶顶间隙表面必须根据功能进行重建,而不是盲目地从旧部件复制。
供应商对发电涡轮机维修项目的价值
合格的替换涡轮叶片供应商不应仅提供铸件。供应商应理解从合金选择到最终检测的完整制造路线。
NewayAeroTech 通过提供以下服务,支持涡轮机维修件制造商、电厂维护团队和燃气轮机备用叶片买家:
高温合金铸造路线审查
真空铸造、定向铸造和单晶铸造选项
用于叶片榫根、平台和精密接口的数控加工
用于冷却孔和复杂局部特征的电火花加工 (EDM)
热处理和后处理协调
材料验证、X 射线、FPI、CMM 和最终检测报告
原型、小批量维修件和批量备用叶片制造支持
这种集成路线有助于减少铸造供应商、加工供应商、涂层供应商和检测团队之间的沟通差距。它还能支持在工期紧张的维修项目中更快地做出决策。
替换涡轮叶片询价 (RFQ) 清单
为了准确报价替换涡轮叶片,客户应提供尽可能多的技术信息。涡轮叶片制造取决于材料、晶体结构、叶片几何形状、冷却特征、涂层要求和检测标准。
完整的询价单应包括:
涡轮机型号、叶片级数、零件号和修订版本
2D 图纸和 3D CAD 文件(如有)
如需逆向工程,提供旧叶片样品、照片或 3D 扫描数据
所需合金牌号,如 Inconel、Rene、CMSX 或其他高温合金
铸造路线要求,如真空熔模铸造、定向铸造或单晶铸造
热处理、热等静压 (HIP)、涂层或后处理要求
冷却孔、内部通道、叶片榫根几何形状、平台和叶顶间隙要求
检测要求,如 X 射线、CT、FPI、CMM、材料测试、晶体检测或热处理报告
原型、维修批次或长期备件计划的数量
交货时间表、停机时间、包装和文件要求
如果项目紧急,客户应明确指出哪些要求是固定的,哪些可以审查以评估制造可行性。这有助于缩短工程评估时间并减少报价的不确定性。
结论
用于发电燃气轮机维修项目的替换涡轮叶片需要集成的制造控制。成品替换叶片可能涉及真空熔模铸造、定向铸造、单晶铸造、数控加工、电火花加工、热处理、涂层准备、尺寸检测和无损检测。
NewayAeroTech 可根据图纸、样品、3D 扫描数据或涡轮机型号信息支持定制涡轮叶片维修件的制造。我们的制造路线涵盖高温合金铸造毛坯、数控精加工叶片榫根和平台、电火花加工局部特征、后处理、材料验证和最终检测报告。
如需替换涡轮叶片报价,请发送涡轮机型号、叶片级数、零件号、2D 图纸、3D 文件、样品照片、合金要求、晶体结构要求、涂层要求、检测标准、数量和交货目标。我们的工程团队可以为您的发电燃气轮机维修项目审查最合适的制造路线。
