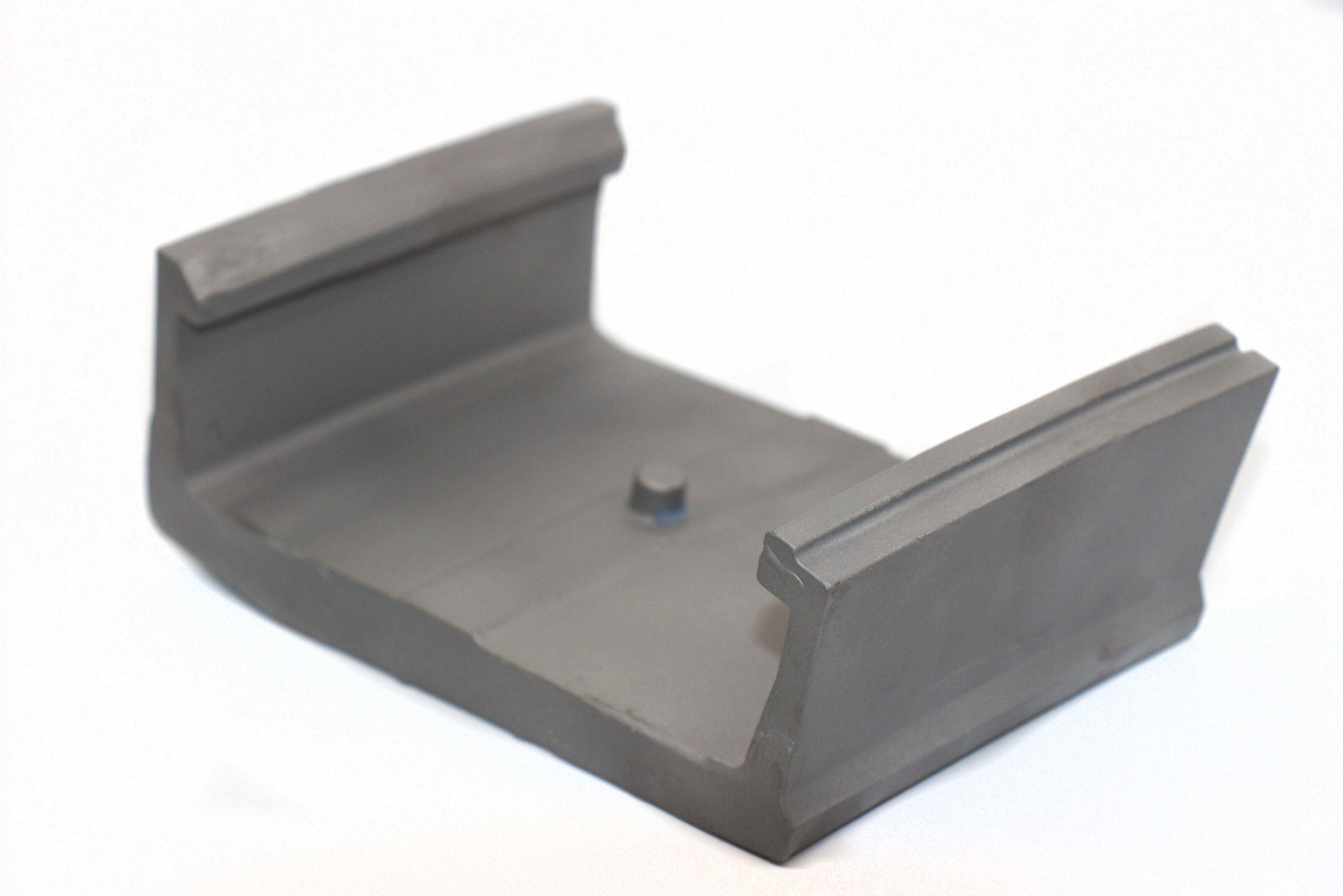
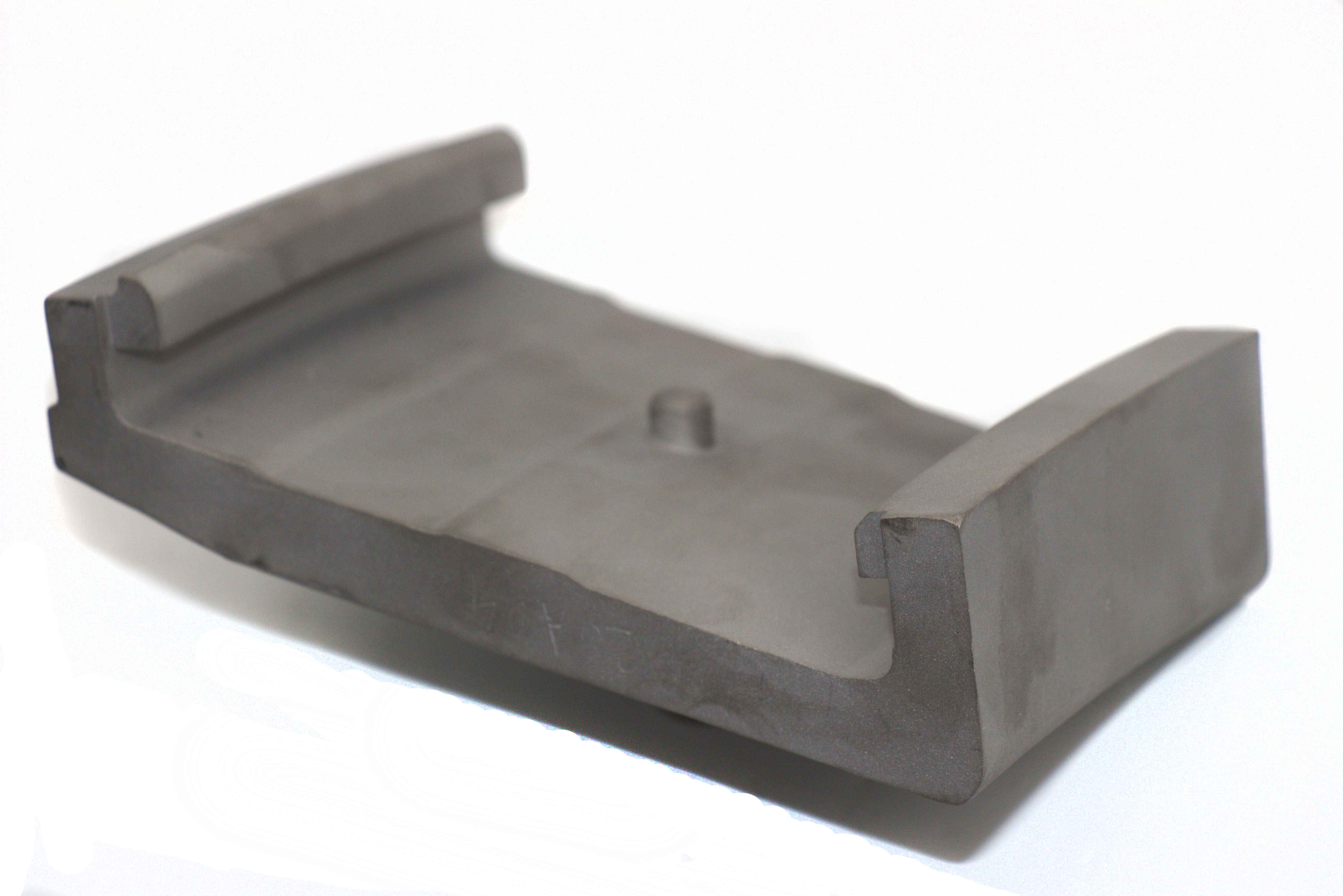
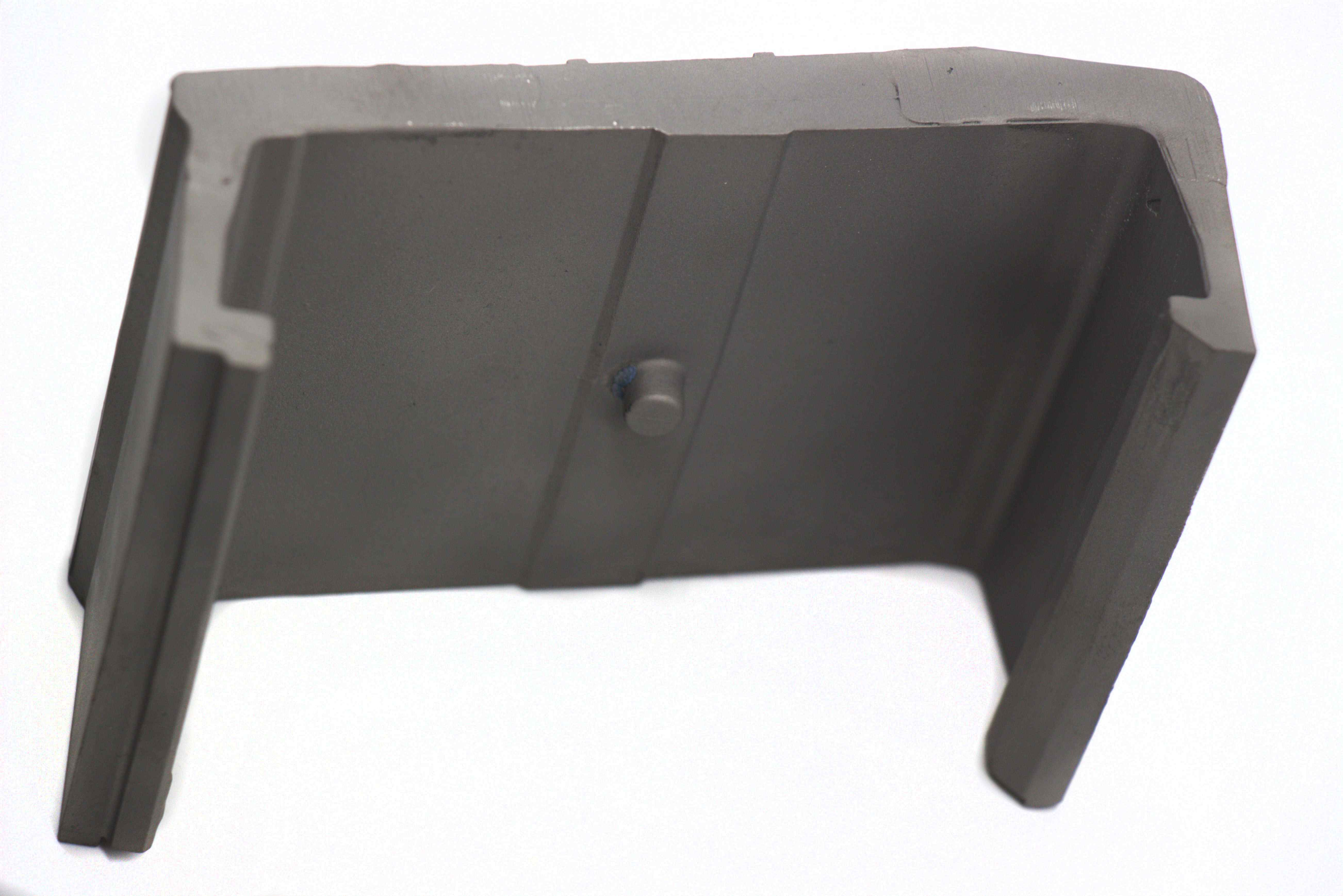
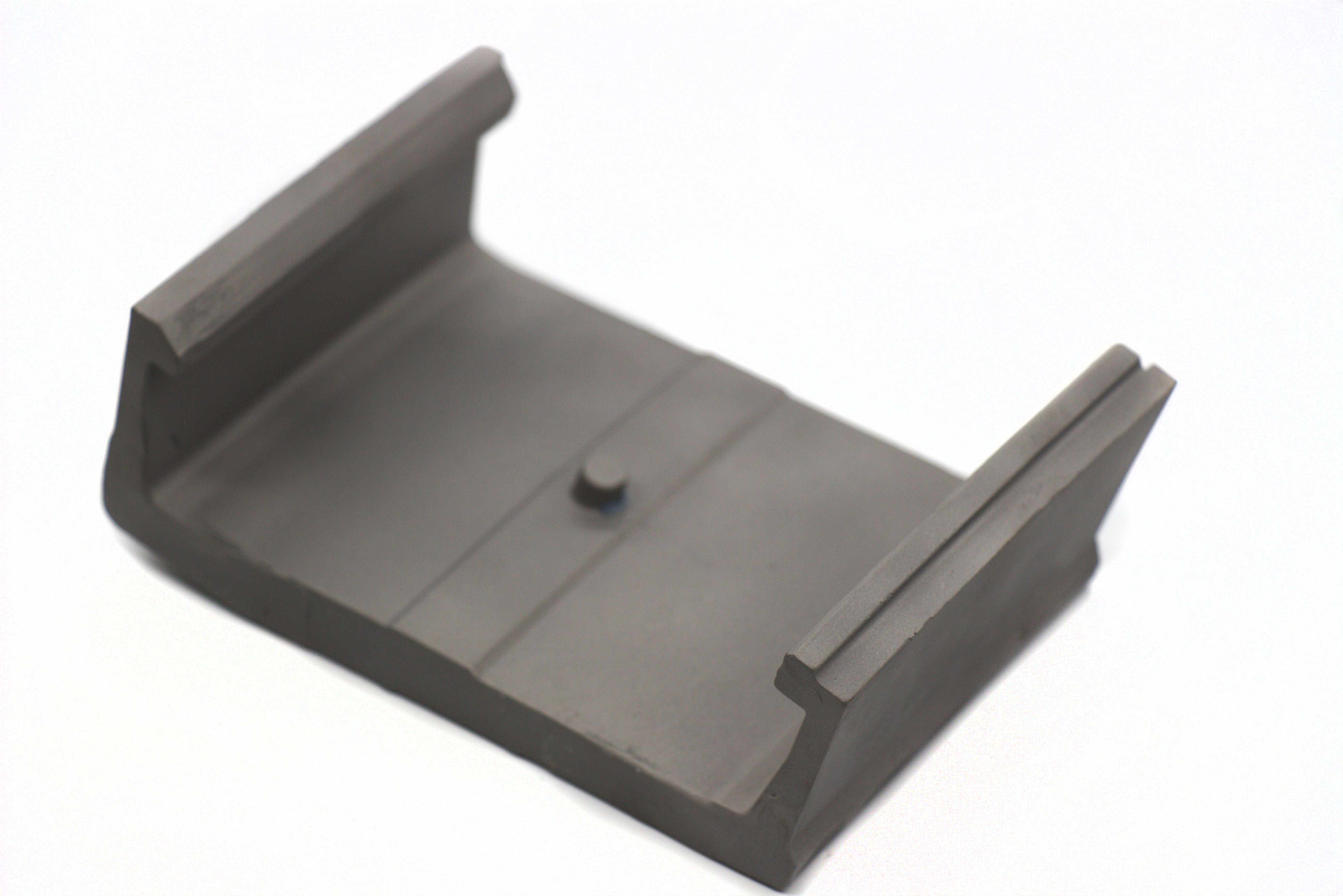
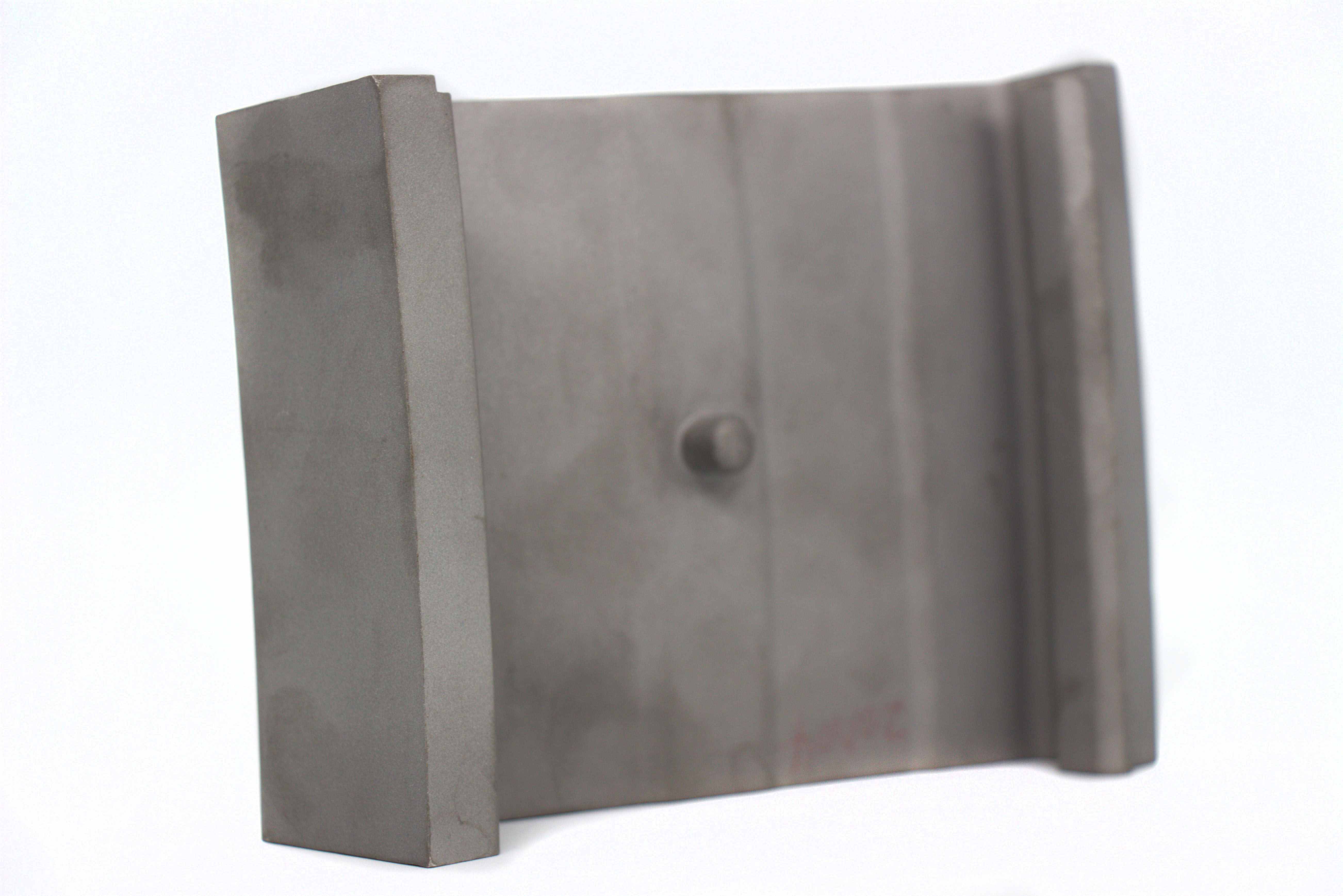
ABB:定制等轴晶铸造第三级涡轮叶片段制造
在全球向更清洁、更高效发电方式转型的进程中,燃气轮机在连接可再生能源与稳定电网供应方面发挥着至关重要的作用。对于 ABB 等领先制造商而言,提升涡轮机热端部件的性能是首要技术挑战之一。第三级涡轮叶片段在极端温度和机械应力下运行,正处于这一技术演进的核心。
最近,ABB 启动了一项战略计划,利用等轴晶铸造技术本地化并优化这些叶片段的制造。该方法能够实现机械强度、抗热疲劳性和成本效益之间的精确平衡,完美契合下一代联合循环发电厂严苛的性能要求。
项目背景与要求
ABB 最新工业燃气轮机型号中的第三级涡轮叶片段运行在超过 1000°C 的环境中,暴露于热循环、氧化及腐蚀性燃烧副产物之下。除了结构完整性外,一致的尺寸精度和表面质量对于气动效率和长期耐久性至关重要。
ABB 的技术团队需要一种定制制造解决方案,以提供:
各叶片段之间均匀的机械性能
受控的晶粒结构以优化抗热疲劳性能
可靠的尺寸精度和表面光洁度以确保装配一致性
适用于原型和小批量生产的具有成本效益的生产方案
鉴于这些目标,等轴晶铸造被选为最佳工艺,平衡了设计自由度、机械性能和可扩展的制造经济性。
材料与工艺选择
材料选择
本项目选用 Inconel 738 作为基体合金。该材料在高温下兼具优异的拉伸强度、抗蠕变性和抗氧化性能,非常适用于涡轮叶片段应用。Inconel 738 的成分和加工历史与等轴晶铸造工艺高度契合,确保了稳定的晶粒生长和均匀的机械行为。
有关 Inconel 738 的详细材料规格和服务能力,可参考专为先进铸造高温合金(用于真空熔模铸造)开发的专业合金解决方案。
工艺路线
所选制造路线为集成化流程:
高精度蜡模生产
具有可控透气性的先进制壳
在优化热梯度下进行真空熔模铸造
定制化冷却曲线以促进均匀等轴晶粒形成
铸后热处理以细化微观组织并优化相分布
该方法利用了真空熔模铸造的灵活性,既保证了高冶金质量,又实现了精细特征成形。在此背景下,对晶粒尺寸和分布的精确控制至关重要,因为它直接影响部件在热循环条件下抵抗裂纹萌生和扩展的能力。
技术挑战与解决方案
几何复杂性与精度控制
第三级涡轮叶片段具有复杂的几何形状,包括复杂的冷却通道和安装接口。要在这些特征上实现尺寸精度,需要集成的数字化检测和反馈回路。
我们的团队利用三坐标测量机(CMM)检测和高分辨率 3D 扫描,在整个生产过程中验证尺寸合规性。这使得我们能够主动调整工装和工艺参数,确保最终零件几何形状保持在 ABB 严格的公差范围内。
晶粒均匀性与缺陷抑制
等轴晶铸造需要对凝固动力学进行细致控制。为了最小化晶粒尺寸变化并避免不必要的偏析或孔隙,我们的工程师精细调节了:
模具预热温度
浇注过热度
铸造室内的受控冷却速率
通过X 射线检测和金相显微镜检查进行的过程验证,提供了全面的内部质量评估。任何偏差都能通过迭代工艺优化迅速诊断并解决。
与热障涂层的集成
基体合金与施加的热障涂层(TBC)之间的界面在部件寿命中起决定性作用。在本项目中,铸造与涂层工程师紧密合作,确保表面化学性质和粗糙度轮廓与 ABB 专有的 TBC 系统完全兼容,从而实现持久的附着力并最小化热失配应力。
初步结果与质量指标
初始生产运行显示出与 ABB 技术规范的高度一致。关键结果总结如下:
性能参数 | 目标值 | 实际结果 | ABB 标准 |
|---|---|---|---|
晶粒尺寸范围 (μm) | 50-150 | 60-140 | ≤150 |
内部缺陷(X 射线等级) | ≤2 级 | 1-2 级 | 2 级 |
表面粗糙度 Ra (μm) | ≤3.2 | 2.8-3.1 | ≤3.2 |
1000°C 下的拉伸强度 (MPa) | ≥850 | 870-890 | ≥850 |
热疲劳循环次数 | ≥3000 | >3200 | ≥3000 |
抗氧化性 (1050°C/1000h) | 合格 | 合格 | 合格 |
这些结果验证了该工艺的稳健性及其适用于大规模实施。ABB 对交付叶片段的一致性和质量表示高度满意。
规模化生产集成
基于成功的原型验证阶段,该项目已过渡到规模化制造,以满足 ABB 对未来燃气轮机型号的运营需求。
工艺设计强调:
生产批次间稳定的合格率
用于过程监控的自动化数据采集
整合实时检测数据的稳健质量保证流程
部署了先进的工装和模具管理实践,以确保在长期生产活动中模具性能的一致性。精确控制模具壳层材料和预热周期以维持铸造一致性。在真空铸造循环中对热剖面进行自动跟踪,进一步减少了工艺变异。
质量保证与最终验证
每个生产批次都经过了全面的多阶段检测流程,包括:
这一严格的验证框架确保了交付的每一个涡轮叶片段都符合 ABB 对关键热端部件的苛刻标准。
服役表现与客户反馈
qualification 完成后,定制铸造的第三级涡轮叶片段被集成到 ABB 的原型涡轮机中进行现场评估。从联合循环发电厂收集的实际运行数据突显了几项关键性能优势:
在高热梯度下保持稳定的机械完整性
延长服役时间后尺寸漂移极小
TBC 附着力一致,未报告分层现象
无过早开裂或与氧化相关的退化迹象
ABB 的工程团队报告称,热效率和部件生命周期均有可衡量的提升,支持了其先进燃气轮机平台降低平准化度电成本(LCOE)的更广泛目标。
工艺创新与未来发展
本项目的成功凸显了等轴晶铸造作为高性能涡轮部件解决方案的多功能性和成熟度。展望未来,正在积极探索以下几条创新路径:
集成热等静压(HIP)以进一步提升致密度和抗疲劳性
应用 AI 驱动的工艺控制算法以优化晶粒结构均匀性
将铸造与3D 打印相结合,用于混合制造更复杂的几何形状
合作开发下一代高温合金,例如用于未来燃气轮机设计的先进Rene 合金
行业背景与更广泛的影响
本项目 exemplifies 先进制造如何使燃气轮机原始设备制造商(OEM)能够应对不断变化的能源格局。在燃料市场波动和脱碳目标的时代,最大化热力发电资产的效率和可靠性仍是全球优先事项。
此外,通过与精密铸造专家的合作推动涡轮热端部件生产的本地化,有助于缓解供应链风险并培育区域制造生态系统。
通过协同工程努力,ABB 及其制造合作伙伴正在为燃气轮机行业树立质量和创新的新标杆。此处获得的经验教训将为该行业持续发展过程中开发更先进的解决方案提供指导。
结论
通过等轴晶铸造定制制造 ABB 的第三级涡轮叶片段,展示了纪律严明、协同合作的工程方法如何在关键部件中释放显著的性能提升。
通过结合精确的材料选择、先进的工艺控制和严格的质量保证,本项目交付的部件满足并超越了现代燃气轮机苛刻的服役要求。
随着能源市场向更高效率和更低排放迈进,此类部件制造创新对于赋能下一代发电技术仍将至关重要。
常见问题解答 (FAQs)
使用等轴晶铸造制造涡轮叶片段的主要优势是什么?
为何 ABB 选择 Inconel 738 用于第三级涡轮叶片段?
真空熔模铸造如何提升涡轮制造中的部件质量?
采用哪些检测方法以确保涡轮叶片段无缺陷?
正在探索哪些用于涡轮叶片段制造的未来创新?
