用于高温应用的3D打印司太立合金隔热护罩
简介
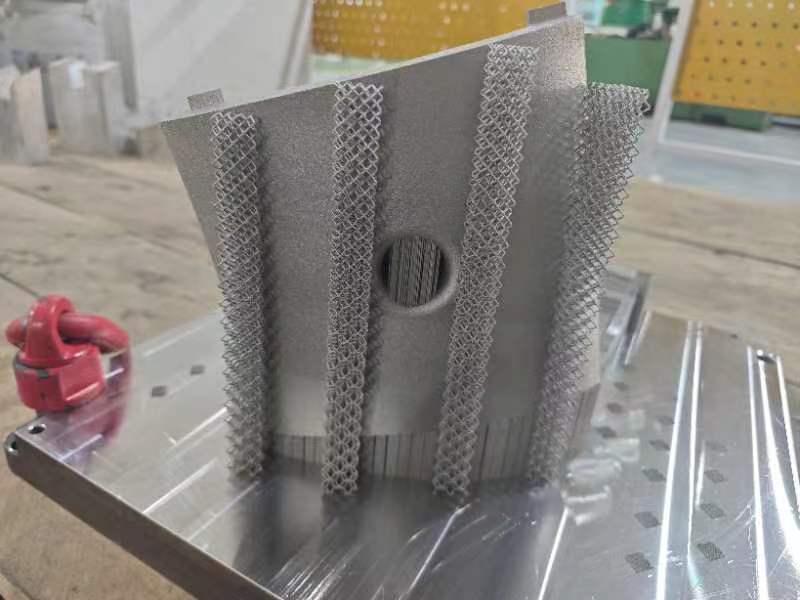
司太立合金以其出色的耐磨性、抗氧化稳定性和高温下的机械强度而闻名,是制造高性能隔热护罩的理想材料。在纽威航空科技,我们专注于3D打印服务,用于司太立合金,为航空航天、能源和工业高温应用提供优化的复杂、耐用、轻量化的隔热护罩。
纽威利用先进的选择性激光熔化技术,生产具有卓越热性能和机械性能的定制司太立部件,确保在极端操作条件下的可靠性。
司太立隔热护罩的核心制造挑战
管理残余应力,并最小化由于合金低导热率(11–14 W/m·K)导致的高能量逐层熔合过程中的变形。
实现接近全密度水平(>99.5%),以保持最佳机械强度并防止早期疲劳失效。
将尺寸公差保持在±0.05毫米以内,这对于实现装配对准和确保动态性能至关重要。
生产表面粗糙度Ra ≤5 µm,这对于最小化氧化点和确保更长的使用寿命至关重要。
司太立合金隔热护罩的3D打印工艺
我们用于司太立热护罩的增材制造工艺包括:
粉末质量控制:使用气体雾化司太立粉末,粒径在15–45 µm之间,确保一致的层形成。
选择性激光熔化:在氩气气氛中进行受控激光熔化,以消除氧化并促进高密度部件形成。
工艺优化:微调扫描速度(约600–800 mm/s)、激光功率(250–400 W)和扫描间距(约0.1–0.13 mm),以平衡能量输入并最小化残余应力。
支撑去除和热等静压处理:去除支撑,随后在1200°C和100 MPa下进行热等静压处理4小时,以消除内部缺陷。
精密数控加工:在关键接口上实现±0.01毫米的最终尺寸精度和Ra ≤1.6 µm的表面粗糙度。
热处理:在1150°C下进行固溶退火,随后空冷,以稳定微观结构并增强热疲劳性能。
司太立隔热护罩制造方法比较
制造方法 | 尺寸精度 | 表面粗糙度 | 热稳定性 | 耐磨性 | 成本效益 |
|---|---|---|---|---|---|
3D打印 | ±0.05 mm | ≤5 µm | 优异(高达950°C) | 优异(HRC 43–55) | 中等 |
真空熔模铸造 | ±0.1 mm | ≤3.2 µm | 良好(高达800°C) | 良好 | 中等 |
数控加工 | ±0.01 mm | ≤0.8 µm | 卓越(高于950°C) | 良好 | 高 |
制造方法选择策略
选择合适的制造方法取决于部件复杂性、性能要求和成本:
3D打印:最适合需要壁厚低至1.0毫米和复杂内部晶格结构的高度复杂和轻量化隔热护罩。
真空熔模铸造:更适合能容忍±0.1毫米尺寸偏差的简单几何形状。
数控加工:对于需要超高精度(±0.01毫米)但以较重部件重量为代价的实心护罩来说是理想选择。
司太立合金性能矩阵
合金材料 | 最高使用温度 | 硬度 | 抗蠕变性 | 抗氧化性 | 典型应用 |
|---|---|---|---|---|---|
800 | 43–50 | 良好(高达600°C) | 卓越 | 热护罩,侵蚀屏障 | |
800 | 35–45 | 中等(低于500°C) | 卓越 | 高温护罩,结构部件 | |
850 | 48–55 | 良好(高达650°C) | 良好 | 耐磨隔热部件 | |
800 | 42–48 | 良好(600°C连续) | 卓越 | 转子护罩,耐磨面板 | |
780 | 35–42 | 中等(高达500°C) | 良好 | 排气系统屏蔽组件 | |
950 | 30–38 | 良好(高达700°C) | 卓越 | 高温结构护罩 |
隔热护罩的合金选择策略
选择合适的司太立合金可确保最佳的热保护和使用寿命:
司太立6:适用于需要高达800°C操作、高耐磨性和耐腐蚀性的隔热护罩的标准选择。
司太立21:适用于需要良好延展性和抗氧化性平衡以及中等抗蠕变要求的应用。
司太立12:推荐用于暴露于磨料颗粒和高达850°C的循环热载荷的护罩。
司太立6B:对于需要抗疲劳性和耐磨保护的旋转护罩或盖板来说是理想选择。
司太立20:在中等热和化学暴露下的排气系统屏蔽的经济高效选择。
司太立25:适用于航空航天和能源领域,其中高达950°C的高温操作和抗氧化性至关重要。
关键后处理技术
必要的后处理方法包括:
热等静压:实现全密度部件(>99.9%),并通过闭合内部孔隙提高疲劳性能。
精密数控加工:针对严格的装配要求(±0.01毫米)微调表面和公差。
热处理:1150°C下的固溶处理增强了微观结构的均匀性和机械可靠性。
表面涂层:应用先进的热障涂层有时可将耐热性扩展到1000°C以上。
测试方法与质量保证
所有纽威航空科技的隔热护罩都经过严格的航空航天级验证:
案例研究:3D打印司太立6隔热护罩
纽威航空科技为涡轮发动机热段生产了3D打印司太立6隔热护罩:
使用温度:持续暴露高达800°C
尺寸精度:在复杂的自由曲面几何形状上保持±0.05毫米
表面粗糙度:实现Ra ≤4.5 µm,以最小化氧化点
认证:完全符合AS9100航空航天质量标准
常见问题解答
为什么司太立合金适合用于3D打印高温隔热护罩?
纽威航空科技能为3D打印司太立护罩实现什么尺寸公差?
热等静压如何提高3D打印司太立部件的可靠性?
推荐哪些司太立牌号用于在800°C以上工作的隔热护罩?
纽威航空科技在制造隔热护罩时使用哪些质量控制标准?
