采用精密3D打印技术的Nimonic合金隔热罩,实现卓越隔热性能
简介
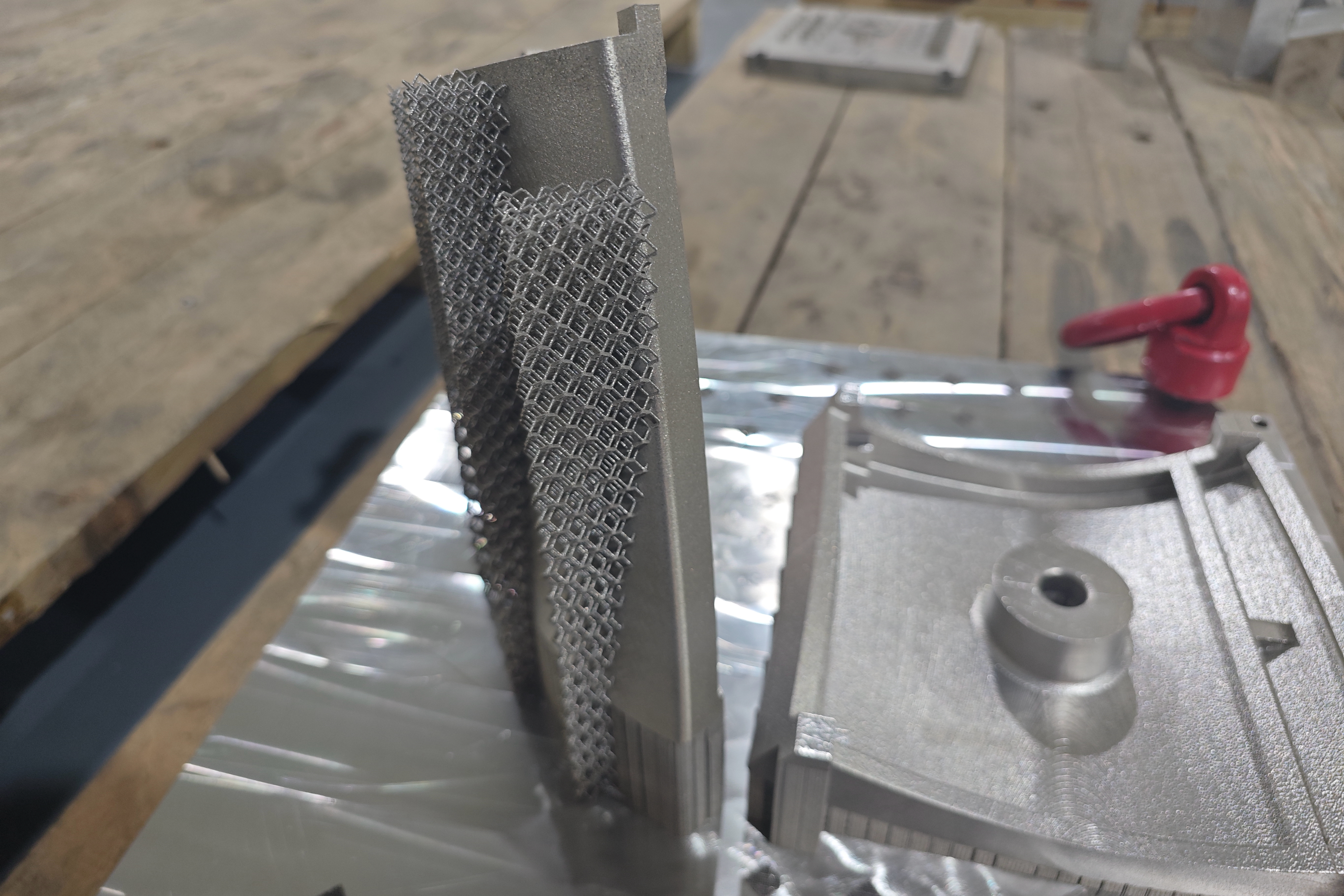
Nimonic合金专为卓越的高温强度、抗氧化性和蠕变性能而设计,是先进隔热系统的理想材料。在Neway AeroTech,我们专注于3D打印服务,用于制造Nimonic合金的轻质、复杂隔热罩,旨在为航空航天、能源和工业应用提供最大的热阻和机械耐久性。
利用尖端的选择性激光熔化技术,Neway生产高密度、精密设计的Nimonic隔热罩,能够在极端热负荷下持续工作。
Nimonic隔热罩的核心制造挑战
使用Nimonic 90和Nimonic 263制造高性能3D打印隔热罩涉及特定挑战:
在高热梯度下逐层凝固过程中管理残余应力并最小化翘曲。
实现高于99.5%的密度,以确保抗疲劳性、抗氧化性和机械完整性。
在复杂几何形状上保持严格的尺寸公差(±0.05毫米)。
实现Ra ≤5 µm的表面光洁度,这对于最小化热辐射损失和氧化点至关重要。
Nimonic合金隔热罩的3D打印工艺
Nimonic隔热罩的3D打印工艺包括:
粉末鉴定:使用粒径在15–45 µm之间的气雾化Nimonic粉末,以确保一致的流动性和激光吸收率。
选择性激光熔化:在惰性氩气气氛下熔合以防止氧化,优化扫描速度(约700毫米/秒)和激光功率(约300–400瓦)。
工艺优化:微调填充间距、激光重叠和层厚(约30–50 µm),以实现接近全密度。
支撑去除和HIP处理:去除支撑结构,然后进行热等静压处理以闭合任何残余微孔。
精密CNC精加工:在密封和安装表面上实现最终公差(±0.01毫米)和光滑表面Ra ≤1.6 µm。
热处理:进行应力消除、固溶处理和时效处理,以优化强度、抗蠕变性和热疲劳寿命。
Nimonic隔热罩制造方法比较
制造方法 | 尺寸精度 | 表面光洁度 | 热阻 | 机械强度 | 成本效益 |
|---|---|---|---|---|---|
3D打印 | ±0.05毫米 | ≤5 µm | 卓越 | 卓越 | 中等 |
真空熔模铸造 | ±0.1毫米 | ≤3.2 µm | 良好 | 良好 | 中等 |
CNC加工 | ±0.01毫米 | ≤0.8 µm | 优异 | 优异 | 高 |
制造方法选择策略
选择最佳制造方法取决于复杂性、热负荷和减重要求:
3D打印:适用于超轻质、复杂形状的隔热罩,包含冷却通道或晶格结构以实现先进散热,同时保持机械强度。
真空熔模铸造:适用于较简单的隔热罩,其中中等复杂度和标准表面光洁度是可接受的。
CNC加工:适用于需要极端表面光洁度(Ra ≤0.8 µm)和超严格尺寸精度(±0.01毫米)的简单几何形状。
Nimonic合金性能矩阵
合金材料 | 最高工作温度 | 抗拉强度 | 抗蠕变性 | 抗氧化性 | 典型应用 |
|---|---|---|---|---|---|
950 | 1200 | 卓越 | 卓越 | 航空航天隔热罩、涡轮盘 | |
870 | 930 | 优异 | 优异 | 燃烧室隔热罩 | |
850 | 1050 | 良好 | 卓越 | 压缩机隔热罩 | |
750 | 820 | 中等 | 良好 | 工业隔热系统 | |
870 | 960 | 优异 | 优异 | 涡轮热段隔热罩 |
隔热罩合金选择策略
材料选择确保最佳热性能:
Nimonic 90:适用于在高达950°C的高温下需要最大抗蠕变和抗疲劳性的屏蔽部件。
Nimonic 263:适用于在高达870°C的工作温度下需要韧性和抗氧化性的复杂结构。
Nimonic 80A:适用于暴露在中等应力和约850°C温度下且具有优异抗氧化性的部件。
Nimonic 75:适用于需要中等强度和氧化保护的工业隔热罩的经济高效选择。
Nimonic PE16:适用于持续暴露在高温(约870°C)下需要稳定机械性能和抗热疲劳性的场合。
关键后处理技术
后处理对于优化机械和热性能至关重要:
热等静压处理:将零件致密化至>99.9%,提高抗疲劳性和抗热循环性。
热处理:进行应力消除、固溶处理和时效处理,以优化机械强度和相稳定性。
精密CNC精加工:实现高精度密封表面和气动轮廓。
保护性表面涂层:应用抗氧化涂层以延长使用寿命。
测试方法与质量保证
Neway AeroTech通过严格的航空航天级测试保证质量:
所有生产过程均符合AS9100航空航天质量标准。
案例研究:3D打印Nimonic 90航空航天隔热罩
Neway AeroTech为航空航天涡轮热段提供了3D打印的Nimonic 90隔热罩:
工作温度:在950°C下连续运行
尺寸精度:在复杂几何形状上达到±0.05毫米
表面光洁度:精加工后达到Ra ≤4.5 µm
认证:完全符合AS9100航空航天质量管理体系
常见问题解答
为什么Nimonic合金是3D打印隔热罩的理想材料?
Neway AeroTech使用3D打印Nimonic零件可以达到什么尺寸公差?
热等静压处理如何增强3D打印的Nimonic部件?
对于极端温度屏蔽应用,推荐使用哪些Nimonic牌号?
Neway AeroTech在制造隔热罩时遵循哪些质量认证?
