Desafios da Fundição a Vácuo e Usinagem CNC para Componentes NGV2 em Inconel 713LC
Os componentes NGV2 em Inconel 713LC são peças críticas da seção quente utilizadas em motores de turbina de turbojatos pequenos, turbofans pequenos, VANTs (Veículos Aéreos Não Tripulados) e UCAs (Veículos Aéreos de Combate Não Tripulados). NGV2 geralmente se refere ao Estágio 2 da Pálheta Guia do Bocal ou à pálheta guia do bocal de segundo estágio, que controla a direção, velocidade e distribuição de pressão do gás de alta temperatura antes de entrar no próximo estágio do rotor da turbina.
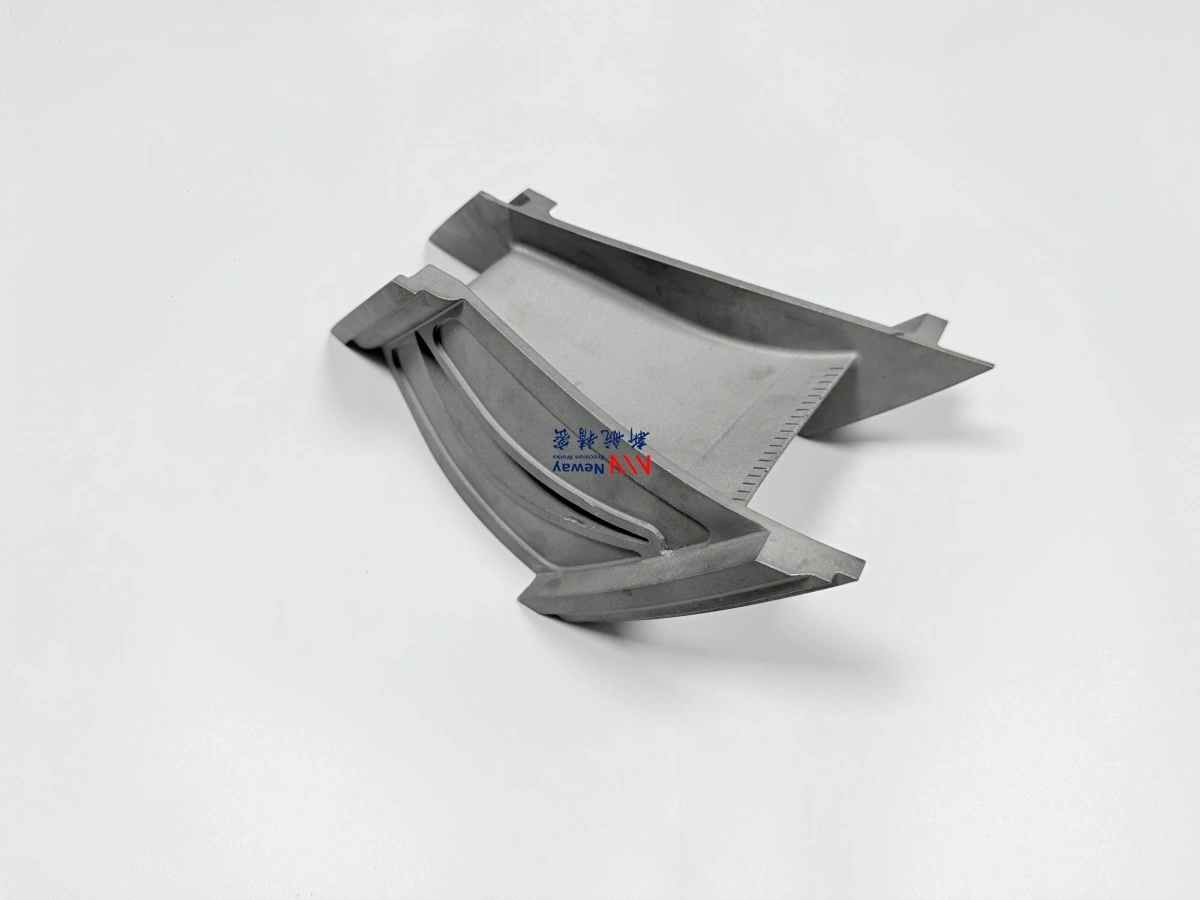
Em comparação com as palhetas de turbinas industriais grandes, os componentes NGV2 de motores de VANTs são frequentemente menores, mais finos e mais sensíveis a desvios no perfil aerodinâmico. Sua geometria compacta cria grandes desafios na Fundição de Precisão a Vácuo, usinagem CNC, inspeção do perfil aerodinâmico e verificação final da qualidade.
Para a fabricação de NGV2 em Inconel 713LC, a principal dificuldade não é apenas produzir o bruto fundido. O verdadeiro desafio é manter o perfil aerodinâmico, a área da garganta, a altura da plataforma, a interface de vedação e a precisão de montagem após a fundição a vácuo e a Usinagem CNC de Superligas.

Por Que a Geometria NGV2 É Difícil de Fabricar
Os componentes NGV2 são pequenos, aerodinâmicos e expostos a altas cargas térmicas. Sua geometria geralmente inclui bordas de ataque finas, bordas de fuga finas, superfícies de perfil aerodinâmico curvas, plataformas compactas, passagens de fluxo estreitas e interfaces de montagem apertadas. Mesmo um pequeno desvio no perfil da pá pode afetar a direção do fluxo de gás, a eficiência da turbina e o casamento de estágios.
Característica NGV2 | Desafio de Fabricação | Risco Potencial |
|---|---|---|
Borda de ataque fina | Fácil de deformar durante a fundição ou usinagem | Perturbação do fluxo de ar, superaquecimento local |
Borda de fuga fina | Difícil de preencher e fácil de lascar | Desvio de perfil, dano na borda |
Perfil aerodinâmico curvo | Exige controle preciso do modelo de cera, fundição e inspeção | Ângulo de fluxo de gás incorreto |
Plataforma pequena | Espaço limitado para usinagem e fixação | Erro de posicionamento, vibração, distorção |
Área da garganta | Altamente sensível a variações de perfil e espaçamento | Redução da eficiência da turbina |
É por isso que os componentes NGV2 devem ser tratados como peças de precisão da seção quente, e não como fundições pequenas comuns. A rota de fabricação deve considerar simultaneamente a deformação da fundição, a sobremetal para usinagem, o design da fixação, o datum de inspeção e a integridade da superfície.
Por Que o Inconel 713LC É Usado para Componentes NGV2
O Inconel 713LC é uma superliga fundida à base de níquel utilizada para componentes de turbina de alta temperatura, incluindo palhetas guias de bocal, palhetas de turbina e outras partes estáticas da seção quente. Oferece um forte equilíbrio entre resistência a altas temperaturas, resistência à oxidação e adequação para fundição de geometrias complexas de pequenas turbinas.
Para motores de turbina de VANTs e UCAs, o Inconel 713LC é frequentemente selecionado quando o componente deve suportar fluxo de gás de alta temperatura, ciclagem térmica, oxidação e tensão mecânica, permitindo ainda a fundição near-net-shape (quase no formato final). Capacidades relacionadas de materiais podem ser suportadas através da fundição de precisão a vácuo de ligas Inconel e fabricação mais ampla de Superligas.
Desafios da Fundição a Vácuo para Peças NGV2 em Inconel 713LC
A fundição a vácuo é adequada para peças NGV2 porque pode formar perfis aerodinâmicos complexos, plataformas, bordas finas e geometria de seção quente near-net-shape. No entanto, o pequeno tamanho e a estrutura de parede fina dos componentes NGV2 tornam o controle da fundição difícil.
1. Deformação do Modelo de Cera
O perfil aerodinâmico das peças NGV2 começa com o modelo de cera. Se o modelo de cera se deformar antes da construção da casca, a fundição final já pode conter desvio de perfil. Para pequenos componentes NGV2 de motores aeroespaciais, até mesmo uma pequena distorção na cera pode afetar a área da garganta e a consistência da passagem de fluxo.
2. Resistência e Estabilidade Dimensional da Casca Cerâmica
A casca cerâmica deve suportar perfis aerodinâmicos finos e pequenas plataformas durante a queima e o vazamento. Resistência insuficiente da casca pode causar deformação, enquanto um controle pobre da casca pode afetar a qualidade da superfície do perfil aerodinâmico e a repetibilidade dimensional.
3. Preenchimento de Parede Fina
As bordas de ataque, bordas de fuga e seções finas do perfil aerodinâmico do NGV2 exigem fluxo de metal estável. O preenchimento incompleto pode levar a faltas de preenchimento, juntas frias ou formação de bordas fracas. Isso é especialmente importante para o Inconel 713LC, pois a temperatura de vazamento, a temperatura do molde e o design do caminho de fluxo devem ser controlados cuidadosamente.
4. Retração, Porosidade e Trincas a Quente
Pequenas palhetas de turbina podem conter transições locais de espessura entre o perfil aerodinâmico e a plataforma. Essas áreas são sensíveis à porosidade por retração, porosidade gasosa e trincas a quente. O sistema de alimentação, o design de alimentadores e o caminho de solidificação devem ser planejados para reduzir defeitos internos.
5. Controle de Grãos e Microestrutura
Componentes NGV2 usados em ambientes de seção quente requerem microestrutura estável e desempenho consistente em altas temperaturas. Para componentes de palhetas estáticas, a Fundição de Cristais Equiaxiais é comumente considerada quando o componente requer desempenho de superliga fundida sem requisitos de monocristal ou solidificação direcional.
Estratégia de Sobremetal para Usinagem Após a Fundição
A fundição a vácuo cria o bruto NGV2 near-net-shape, mas a usinagem CNC ainda é necessária para superfícies de montagem de precisão, limites da plataforma, interfaces de vedação, furos, ranhuras e características de datum. O sobremetal para usinagem deve ser planejado antes da fundição.
Muito pouco sobremetal pode deixar casca de fundição, deformação local ou defeitos de superfície em superfícies críticas. Muito sobremetal pode aumentar o tempo de usinagem, o desgaste da ferramenta e o risco de distorção de paredes finas. Para componentes NGV2 em Inconel 713LC, a estratégia de sobremetal deve considerar três fatores:
retração da fundição e deformação esperada;
datum de usinagem e localização da fixação;
datum de inspeção final e requisitos do perfil aerodinâmico.
Um plano robusto de fabricação de NGV2 mantém o datum de fundição, o datum de usinagem e o datum de inspeção alinhados. Isso reduz o erro cumulativo e melhora a consistência entre a geometria fundida, as interfaces usinadas e os resultados finais da inspeção do perfil aerodinâmico.
Desafios da Usinagem CNC para Palhetas em Inconel 713LC
O Inconel 713LC é difícil de usinar porque retém sua resistência em temperaturas elevadas e pode acelerar o desgaste da ferramenta. Para pequenas peças NGV2, a usinagem CNC é ainda mais desafiadora porque o componente é fino, compacto e difícil de fixar sem distorção.
1. Desgaste da Ferramenta e Calor de Corte
Superligas à base de níquel geram altas forças de corte e calor durante a usinagem. O desgaste da ferramenta deve ser controlado para evitar acabamento superficial ruim, desvio dimensional, rebarbas e danos nas bordas.
2. Vibração de Parede Fina
Os perfis aerodinâmicos e plataformas do NGV2 podem vibrar durante a usinagem se a fixação não suportar a peça corretamente. A vibração pode causar marcas de chatter, desvio de perfil e danos locais na superfície.
3. Distorção por Fixação
Como os componentes NGV2 são pequenos e finos, força excessiva de fixação pode distorcer a fundição durante a usinagem. Uma vez liberado da fixação, a peça pode retornar elasticamente e ficar fora da tolerância.
4. Controle de Rebarbas
Rebarbas nas bordas da plataforma, furos de montagem, faces de vedação ou limites do caminho de fluxo podem afetar a montagem e o fluxo de ar. O controle de rebarbas é especialmente importante perto das bordas de ataque, bordas de fuga e pequenas aberturas.
5. Consistência do Datum
O datum usinado deve corresponder à estratégia de inspeção. Se os datums de usinagem e inspeção não estiverem alinhados, a peça pode passar em uma etapa de inspeção, mas falhar na montagem final ou na verificação do perfil aerodinâmico.
Quando a EDM Pode Ser Necessária
Alguns projetos de NGV2 incluem pequenos furos, ranhuras estreitas, cantos internos agudos ou características locais que são difíceis de usinar com ferramentas de corte convencionais. Nesses casos, a Usinagem por Eletroerosão (EDM) para Superligas pode ser usada como um processo suplementar.
A EDM é útil para componentes de superligas duras porque não depende da força de corte tradicional. No entanto, as características da EDM ainda devem ser controladas quanto à camada refundida, microfissuras, condição das bordas e acabamento superficial antes da inspeção final ou uso em serviço.
Inspeção do Perfil Aerodinâmico e da Área da Garganta
Para componentes NGV2, o controle do perfil aerodinâmico é um dos requisitos de qualidade mais importantes. A pá não precisa apenas se encaixar mecanicamente; ela também deve guiar o fluxo de gás corretamente.
A inspeção deve focar nas seguintes características:
Item de Inspeção | Propósito |
|---|---|
Perfil aerodinâmico | Confirma se a superfície da pá corresponde ao projeto aerodinâmico |
Borda de ataque e borda de fuga | Verifica espessura, contorno e integridade da borda |
Área da garganta | Verifica a consistência da passagem de fluxo de gás |
Altura da plataforma | Garante a montagem correta e o alinhamento do caminho de fluxo |
Superfícies de montagem e vedação | Confirma o ajuste com o alojamento do motor ou componentes adjacentes |
Posição de furos e ranhuras | Garante que as características de montagem e funcionais sejam precisas |
Inspeção por MMC (Máquina de Medir por Coordenadas), varredura de perfil, medição óptica e dispositivos de fixação dedicados podem ser necessários, dependendo do nível de tolerância e da aplicação do motor. Para peças aeroespaciais da seção quente, a inspeção também deve incluir verificação de material e defeitos através de Teste e Análise de Materiais de Superligas.
Controle de Qualidade de Superfície e Bordas
A qualidade da superfície e das bordas é crítica para pequenos componentes NGV2 de turbina. Rebarbas afiadas, lascas nas bordas, rebarbas de fundição, trincas locais ou superfícies rugosas do caminho de fluxo podem afetar o desempenho do motor e reduzir a confiabilidade do serviço.
Os pontos principais de controle incluem:
suavidade da borda de ataque e consistência da espessura;
integridade da borda de fuga sem lascamento;
remoção de rebarbas na borda da plataforma;
planicidade e acabamento da superfície de vedação;
condição da borda do furo;
rugosidade da superfície do caminho de fluxo;
ausência de trincas visíveis após a fundição e usinagem.
Para pequenas peças de motores de VANTs, a qualidade das bordas é especialmente importante porque o tamanho da peça é pequeno e os canais de fluxo de ar são compactos. Uma pequena rebarba ou incompatibilidade de perfil pode criar um efeito aerodinâmico proporcionalmente maior do que ocorreria em um componente de turbina industrial grande.
Documentação de Qualidade para Peças NGV2 em Inconel 713LC
Um pacote completo de entrega de NGV2 deve incluir mais do que um relatório dimensional. Para componentes de motor da seção quente, a rastreabilidade e a verificação são essenciais.
Documento | Propósito |
|---|---|
Relatório de material | Confirma a composição química e o grau do material |
Registro de tratamento térmico | Confirma a condição de processamento térmico |
Relatório FAI (Primeira Peça) | Verifica as dimensões da primeira peça e características chave |
Relatório de inspeção dimensional | Confirma as dimensões usinadas e interfaces de montagem |
Relatório de perfil aerodinâmico | Confirma o controle da superfície aerodinâmica e da área da garganta |
Relatório de END (Ensaios Não Destrutivos) | Verifica trincas superficiais ou defeitos internos de fundição |
Dependendo dos requisitos do projeto, a inspeção por líquidos penetrantes (FPI), raios-X, tomografia computadorizada (CT), medição por MMC, análise metalográfica e testes de dureza podem ser adicionados ao plano de controle.
Por Que a Integração entre Fundição, Usinagem CNC e Inspeção É Importante
Os componentes NGV2 exigem coordenação estreita entre fundição, usinagem e inspeção. Se essas etapas forem tratadas separadamente sem um planejamento compartilhado de datums, o projeto pode sofrer com incompatibilidade entre fundição e usinagem, sobremetal excessivo, desvio de perfil ou falha na inspeção final.
Um fornecedor integrado pode controlar o processo desde o bruto fundido em Inconel 713LC até a peça NGV2 usinada final. Isso ajuda a reduzir o risco de fabricação, encurtar os ciclos de feedback de engenharia e melhorar a consistência entre lotes de protótipos e produção.
Para projetos de motores de turbina de VANTs e UCAs, essa abordagem integrada é especialmente valiosa, pois as pequenas peças da seção quente de motores aeroespaciais frequentemente requerem iteração rápida, controle dimensional rigoroso e desempenho confiável do material.
Lista de Verificação para RFQ de Fabricação de NGV2 em Inconel 713LC
Para avaliar com precisão um projeto de NGV2 em Inconel 713LC, recomenda-se as seguintes informações:
tipo de motor ou plataforma de aplicação, como turbojato de VANT ou turbofan pequeno;
nome da peça, número da peça e informações do estágio NGV;
modelo 3D, preferencialmente nos formatos STEP ou X_T;
desenho 2D com tolerâncias e definição de datum;
especificação de material para Inconel 713LC;
requisitos de tratamento térmico;
requisitos de revestimento ou tratamento de superfície, se aplicável;
requisitos de inspeção, incluindo FAI, FPI, raios-X, CT ou MMC;
quantidade de protótipos e produção;
cronograma de entrega e requisitos de documentação.
Perguntas Frequentes (FAQ)
Qual É a Função de uma Pálheta Guia do Bocal Estágio 2 em Pequenos Motores Aeroespaciais?
Por Que o Inconel 713LC É Usado para Componentes NGV2 de Motores de VANT?
Como as Peças NGV2 em Inconel 713LC São Fabricadas por Fundição a Vácuo e Usinagem CNC?
O Que Deve Ser Inspecionado Antes da Entrega de Peças NGV2 em Inconel 713LC para Motores de VANT?
