O Que Deve Ser Inspecionado Antes da Entrega de Peças NGV2 em Inconel 713LC para Motores de VANTs?
O Que Deve Ser Inspecionado Antes da Entrega de Peças NGV2 em Inconel 713LC para Motores de VANTs?
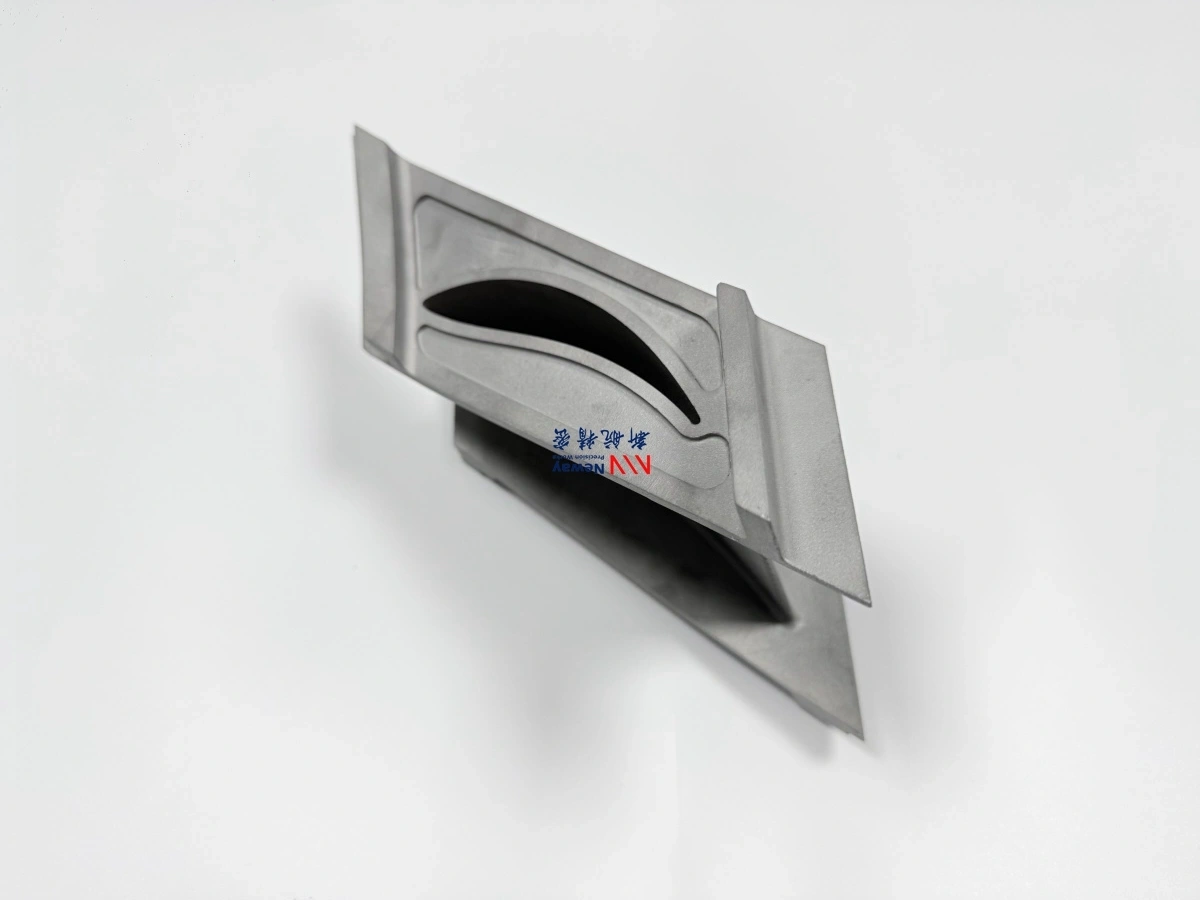
Antes da entrega de peças NGV2 em Inconel 713LC para motores de VANTs, o fornecedor deve inspecionar a verificação do material, defeitos de fundição, trincas superficiais, perfil do aerofólio, área da garganta, dimensões da plataforma, recursos de montagem, superfícies de vedação, posições dos furos, condição de tratamento térmico e documentação final. Como os componentes NGV2 operam na seção quente da turbina, a inspeção deve focar tanto na precisão dimensional quanto na confiabilidade em altas temperaturas.
Para palhetas diretrizes de bocal (NGV) de motores turbojato e turbofan de VANTs, o controle de qualidade não se limita à verificação das dimensões externas. O fornecedor deve verificar se as Fundições por Investimento a Vácuo atendem aos requisitos de defeitos, se os recursos usinados atendem às tolerâncias de montagem e se a condição do material é adequada para gases quentes, oxidação, ciclos térmicos e testes de motor.
1. Resposta Direta: O Que Deve Ser Inspecionado Antes da Entrega?
Antes da entrega, as peças NGV2 em Inconel 713LC devem ser inspecionadas quanto à composição do material, condição de tratamento térmico, defeitos internos de fundição, trincas superficiais, perfil do aerofólio, área da garganta, dimensões da plataforma, posições dos furos, faces de vedação, referências de montagem, condição superficial e completude da documentação. Essas verificações ajudam a confirmar que as peças NGV2 são adequadas para montagem e testes na seção quente do motor do VANT.
Categoria de Inspeção | O Que Deve Ser Verificado | Por Que Isso Importa para Peças NGV2 |
|---|---|---|
Verificação do material | Composição química, certificado do material e condição de tratamento térmico. | Confirma que a peça é feita do material Inconel 713LC exigido. |
Inspeção de defeitos internos | Porosidade, retração, inclusões, trincas a quente e defeitos de fundição anormais. | Previne que defeitos ocultos reduzam a confiabilidade da seção quente. |
Inspeção de defeitos superficiais | Trincas superficiais, trincas de borda, descontinuidades de fundição e danos de usinagem. | Reduz o risco de iniciação de trincas durante ciclos térmicos. |
Inspeção dimensional | Plataformas, furos, faces de vedação, referências de montagem e recursos de montagem. | Garante o ajuste correto com a carcaça, folga do rotor e componentes adjacentes. |
Inspeção do perfil do aerofólio | Perfil da palheta, borda de ataque, borda de fuga, forma do canal e desvio CAD. | Controla a direção do fluxo de gás e a eficiência da turbina. |
Inspeção da área da garganta | Largura do canal, área de fluxo efetiva e consistência entre as palhetas. | Afeta o fluxo de massa, distribuição de pressão e compatibilidade do estágio da turbina. |
Documentação | FAI, relatório dimensional, relatório de END, relatório de material, registro de tratamento térmico e COC. | Suporta a aprovação de qualidade do cliente e a rastreabilidade. |
2. Como a Verificação do Material Deve Ser Realizada?
A verificação do material deve confirmar que a peça NGV2 é feita do Inconel 713LC especificado ou de um material equivalente aprovado. Isso pode incluir revisão da composição química, verificação do certificado do material, revisão do registro de tratamento térmico, teste de dureza, avaliação da microestrutura e confirmação da rastreabilidade.
O Teste e Análise de Materiais de Superligas pode suportar a verificação da liga, revisão da microestrutura, análise de defeitos e validação do material para componentes de turbina de seção quente. Para peças NGV2 de motores de VANTs, isso é especialmente importante quando a peça será usada para testes de motor protótipo, validação de desempenho ou produção repetida.
Verificação do Material | Propósito | Documentação Recomendada |
|---|---|---|
Composição química | Confirma que a liga atende aos requisitos do Inconel 713LC. | Relatório de teste de material ou relatório de análise de composição. |
Certificado do material | Fornece rastreabilidade para a liga bruta ou lote de fundição. | Certificado do material ou relatório de material do fornecedor. |
Condição de tratamento térmico | Confirma que a peça recebeu o processo térmico exigido. | Registro de tratamento térmico e rastreabilidade do lote. |
Revisão da microestrutura | Verifica se a condição de fundição e tratamento térmico é aceitável. | Relatório metalográfico quando necessário. |
Teste de dureza | Fornece uma indicação básica da condição do material e consistência do processo. | Relatório de inspeção de dureza quando especificado. |
3. Quais Defeitos de Fundição Devem Ser Inspecionados?
As peças NGV2 em Inconel 713LC devem ser inspecionadas quanto a defeitos de fundição como porosidade gasosa, porosidade de retração, inclusões, trincas a quente, preenchimento incompleto, dobras superficiais, condição de grão anormal e deformação local. Como as peças NGV2 possuem aerofólios finos, canais estreitos, plataformas e requisitos de serviço em alta temperatura, os defeitos de fundição devem ser controlados cuidadosamente antes da entrega.
Defeito de Fundição | Impacto Possível | Método de Inspeção |
|---|---|---|
Porosidade gasosa | Pode reduzir a resistência à fadiga e criar zonas fracas na palheta ou plataforma. | Raio-X, TC ou revisão de seção quando necessário. |
Porosidade de retração | Pode reduzir a integridade estrutural em áreas de transição de espesso para fino. | Raio-X, TC ou inspeção direcionada de defeitos. |
Inclusões | Pode criar concentração de tensão local ou locais de iniciação de trincas. | Raio-X, TC, inspeção visual ou análise metalúrgica. |
Trincas a quente | Pode causar trincas perto de filetes, plataformas, raízes do aerofólio ou bordas finas. | Líquidos penetrantes fluorescentes (FPI), inspeção visual e inspeção local ampliada. |
Preenchimento incompleto ou falha de preenchimento | Pode afetar bordas de fuga finas, plataformas locais e geometria do canal da palheta. | Inspeção visual, inspeção dimensional e varredura de perfil. |
Condição de grão anormal | Pode afetar o desempenho em alta temperatura e a consistência. | Inspeção metalúrgica quando exigido pela especificação. |
4. Como os Defeitos Superficiais Devem Ser Inspecionados?
A inspeção de defeitos superficiais deve focar em trincas, defeitos de borda, descontinuidades de fundição, danos de retificação, marcas de usinagem, rebarbas e danos superficiais locais. A inspeção por líquidos penetrantes fluorescentes é comumente usada para detectar trincas que rompem a superfície em fundições de palhetas de turbina e peças usinadas de seção quente.
Para peças NGV2 em Inconel 713LC, os defeitos superficiais são especialmente críticos na borda de ataque, borda de fuga, filetes do aerofólio, transições da plataforma, bordas de vedação, recursos de montagem e furos usinados. Essas áreas são mais sensíveis à fadiga térmica, vibração e concentração de tensão durante a operação do motor.
Área Superficial | Foco da Inspeção | Por Que Isso Importa |
|---|---|---|
Borda de ataque | Trincas, defeitos semelhantes à erosão, falhas de fundição e danos superficiais. | Recebe gás quente e afeta a qualidade de entrada do fluxo. |
Borda de fuga | Trincas de borda fina, lascamento, preenchimento incompleto ou danos de usinagem. | Afeta o ângulo de saída do gás e a sensibilidade a trincas. |
Filetes do aerofólio | Trincas a quente, trincas relacionadas à retração e concentração de tensão. | Trincas nos filetes podem crescer durante ciclos térmicos. |
Transições da plataforma | Trincas de fundição, marcas de usinagem e descontinuidades superficiais locais. | Importante para suporte estrutural e estabilidade da montagem. |
Furos e ranhuras usinados | Rebarbas, microfissuras, camada refundida de EDM e condição da borda. | Afeta a confiabilidade da montagem e o risco de iniciação de trincas. |
Bordas de vedação | Rebarbas, amassados, trincas e defeitos de perfil de borda. | Influencia o controle de vazamento e o ajuste da montagem. |
5. Qual Inspeção Dimensional É Necessária?
A inspeção dimensional deve verificar as dimensões da plataforma NGV2, superfícies de montagem, recursos de referência, posições dos furos, faces de vedação, interfaces de anel, espessura da parede e recursos críticos para montagem. A inspeção por MMC (Máquina de Medir por Coordenadas) é comumente usada para recursos usinados, enquanto a varredura 3D pode suportar a revisão de perfil e geometria de forma livre.
A Usinagem CNC de Superligas deve ser verificada cuidadosamente, pois a usinagem controla os recursos finais de instalação e montagem da peça NGV2. Se as dimensões da plataforma, furos ou referências estiverem fora da tolerância, a palheta pode não se alinhar corretamente com a carcaça, folga do rotor ou componentes adjacentes da turbina.
Item Dimensional | O Que Verifica | Método de Inspeção |
|---|---|---|
Dimensões da plataforma | Confirma o tamanho interno e externo da plataforma, espessura e ajuste. | MMC, paquímetro de altura, medição de perfil ou varredura 3D. |
Superfícies de montagem | Verifica planicidade, posição, paralelismo e ajuste de montagem. | MMC e inspeção superficial. |
Posições dos furos | Verifica diâmetro, profundidade, posição e orientação. | MMC, calibre de pino, medição óptica ou dispositivo dedicado. |
Faces de vedação | Verifica planicidade, perfil, condição da borda e acabamento superficial. | MMC, rugosímetro, inspeção visual e verificação de ajuste. |
Referências de instalação | Confirma as superfícies de referência usadas para montagem do motor. | MMC e relatório de inspeção baseado em referência. |
Espessura da parede | Verifica se as seções finas e plataformas atendem aos requisitos de projeto. | Teste ultrassônico, TC, revisão de seção ou medição mecânica onde aplicável. |
6. Como o Perfil do Aerofólio e a Área da Garganta São Inspecionados?
A inspeção do perfil do aerofólio e da área da garganta é crítica porque o NGV2 controla a direção, velocidade e distribuição de pressão do gás quente antes do rotor da turbina a jusante. O perfil do aerofólio, borda de ataque, borda de fuga, ângulo da palheta, largura do canal e área efetiva da garganta devem ser verificados em relação ao desenho ou modelo CAD.
Para palhetas diretrizes de bocal de motores de VANTs, mesmo pequenos desvios de perfil podem afetar a eficiência da turbina, resposta de empuxo, carregamento do rotor e distribuição térmica. A inspeção de perfil pode ser realizada por varredura 3D, MMC, medição óptica, gabaritos ou calibres dedicados, dependendo do tamanho da peça e do requisito de tolerância.
Item de Inspeção do Aerofólio | O Que Controla | Por Que Isso Importa |
|---|---|---|
Perfil do aerofólio | Lado de pressão da palheta, lado de sucção e forma da superfície aerodinâmica. | Controla a direção do fluxo de gás e a eficiência aerodinâmica. |
Borda de ataque | Raio da borda, forma, condição superficial e defeitos locais. | Afeta a entrada do fluxo e a sensibilidade a trincas. |
Borda de fuga | Espessura da borda de saída, retilineidade e condição de dano. | Afeta o ângulo de saída do gás e a separação do fluxo. |
Ângulo da palheta | Orientação da palheta em relação ao caminho do gás do motor. | Controla o ângulo de fluxo de entrada do rotor e a compatibilidade do estágio. |
Área da garganta | Área mínima efetiva do canal entre as palhetas. | Controla o fluxo de massa, razão de pressão, resposta de velocidade da turbina e desempenho do motor. |
Consistência do canal | Variação entre canais de palhetas adjacentes. | Previne carregamento desigual do rotor e pontos quentes locais. |
7. Quando os Recursos de EDM Devem Ser Inspecionados?
Se a peça NGV2 incluir furos usinados por EDM, ranhuras, aberturas estreitas ou recursos difíceis de usinar, essas áreas devem ser inspecionadas antes da entrega. A inspeção de EDM deve verificar a precisão dimensional, condição da borda, risco de camada refundida, microfissuras, bloqueio, rebarbas e limpeza.
A Usinagem por Descarga Elétrica (EDM) de Superligas pode produzir recursos complexos em Inconel 713LC, mas o controle inadequado do EDM pode deixar danos superficiais ou camadas refundidas que não são adequadas para ciclos térmicos. Essas áreas devem ser revisadas cuidadosamente se estiverem próximas às bordas do aerofólio, zonas de montagem ou recursos de alta tensão.
Item de Inspeção de EDM | O Que Verifica | Por Que Isso Importa |
|---|---|---|
Largura e posição da ranhura | Confirma se a geometria do recurso local corresponde ao desenho. | Suporta a função de montagem, fluxo ou alívio de tensão. |
Diâmetro e profundidade do furo | Verifica o tamanho da abertura e a completude da usinagem. | Previne problemas de montagem ou funcionais. |
Condição da borda | Verifica bordas afiadas, rebarbas, cavacos ou danos afetados pelo calor. | Reduz o risco de iniciação de trincas. |
Risco de camada refundida | Identifica potencial camada superficial frágil após o EDM. | Importante para a confiabilidade de fadiga e ciclo térmico. |
Recursos bloqueados | Confirma se as aberturas estão limpas e livres de resíduos. | Previne bloqueio de instalação ou funcional. |
8. Como o Tratamento Térmico Deve Ser Verificado?
O tratamento térmico deve ser verificado checando a especificação de tratamento térmico, registro do lote do forno, temperatura do processo, tempo de permanência, método de resfriamento e rastreabilidade da peça. Para peças NGV2 em Inconel 713LC, o tratamento térmico pode influenciar a estabilidade da microestrutura, resistência em alta temperatura, estabilidade dimensional e resistência à fadiga térmica.
O Tratamento Térmico de Superligas deve ser vinculado à verificação do material e à inspeção final. Se a peça tiver tolerâncias apertadas de aerofólio ou plataforma, a inspeção dimensional após o tratamento térmico é importante, pois estruturas de palhetas finas podem distorcer durante o processamento térmico.
9. Qual Documentação de Entrega Deve Ser Incluída?
A documentação de entrega para peças NGV2 em Inconel 713LC pode incluir relatório de inspeção de primeira peça, relatório de inspeção dimensional, relatório de END, relatório de material, registro de tratamento térmico, relatório de MMC, relatório de varredura 3D, relatório de FPI, relatório de Raio-X ou TC e certificado de conformidade. O pacote exato de documentação deve ser confirmado durante a revisão da solicitação de cotação (RFQ), pois afeta o custo, o prazo de entrega e os requisitos de aceitação.
Tipo de Documento | O Que Suporta | Uso Recomendado |
|---|---|---|
Relatório FAI | Confirma as dimensões da primeira peça e a prontidão de fabricação. | Protótipo, primeiro lote ou validação de nova ferramentaria. |
Relatório dimensional | Documenta resultados de plataforma, furo, face de vedação, referência e dimensão crítica. | Peças NGV2 controladas por desenho. |
Relatório de MMC | Fornece medição precisa para recursos usinados e baseados em referência. | Componentes de palheta críticos para montagem. |
Relatório de varredura 3D | Mostra o perfil do aerofólio e o desvio CAD. | Geometria complexa de palheta e validação da área da garganta. |
Relatório FPI | Documenta os resultados da inspeção de trincas superficiais. | Fundições de seção quente e peças usinadas de superliga. |
Relatório de Raio-X / TC | Documenta os resultados da inspeção de defeitos internos. | Fundições NGV2 de alta confiabilidade ou projetos especificados pelo cliente. |
Relatório de material | Confirma a química da liga e a rastreabilidade do material. | Projetos com controle de material Inconel 713LC. |
Registro de tratamento térmico | Confirma a rota de processamento térmico e a rastreabilidade do lote. | Peças que requerem condição de material controlada. |
COC | Confirma a conformidade com as especificações acordadas e requisitos de compra. | Expedição final e documentação de qualidade do cliente. |
10. O Que os Compradores Devem Definir Antes de Encomendar Peças NGV2 Inspecionadas?
Antes de encomendar peças NGV2 em Inconel 713LC inspecionadas, os compradores devem definir o padrão do material, condição de tratamento térmico, tolerâncias do desenho, requisitos do perfil do aerofólio, limites da área da garganta, requisitos de END, escopo de inspeção dimensional, pacote de documentação, quantidade e propósito do teste do motor. Isso ajuda o fornecedor a planejar a rota de inspeção correta antes do início da produção.
Requisito do Comprador | Entrada Recomendada | Por Que Isso Importa |
|---|---|---|
Requisito de material | Inconel 713LC, IN713LC, padrão do cliente ou equivalente aprovado. | Define a verificação da liga e os requisitos do relatório de material. |
Tolerâncias do desenho | Dimensões críticas, tolerâncias gerais, referências, GD&T e notas de inspeção. | Define a inspeção dimensional e os critérios de aceitação. |
Aerofólio e área da garganta | Tolerância de perfil, largura do canal, ângulo da palheta, área da garganta e requisito de comparação CAD. | Controla o desempenho do fluxo da turbina e a compatibilidade do estágio. |
Requisitos de END | FPI, Raio-X, TC, nível de aceitação e formato do relatório. | Controla a aceitação de defeitos superficiais e internos. |
Pacote de documentação | FAI, relatório de MMC, relatório de varredura 3D, relatório de material, registro de tratamento térmico, relatório de END e COC. | Suporta a revisão de qualidade do cliente e a rastreabilidade. |
Estágio de aplicação | Verificação de ajuste, teste de motor, validação de protótipo, primeira peça ou produção repetida. | Ajuda a equilibrar o escopo de inspeção, custo e tempo de entrega. |
11. Resumo
Antes da entrega de peças NGV2 em Inconel 713LC para motores de VANTs, o fornecedor deve inspecionar a verificação do material, condição de tratamento térmico, defeitos internos de fundição, trincas superficiais, perfil do aerofólio, área da garganta, dimensões da plataforma, furos, faces de vedação, referências de montagem, recursos de EDM e documentação final. Esses controles ajudam a confirmar que as peças NGV2 são adequadas para montagem na seção quente da turbina, testes de motor e fabricação repetida.
Um fornecedor confiável de inspeção de palhetas de turbina aeroespacial deve combinar teste de material, inspeção de fundição por investimento a vácuo, FPI, Raio-X ou TC, medição por MMC, varredura 3D, inspeção de recursos CNC, revisão de recursos de EDM, verificação de registros de tratamento térmico e documentação de entrega completa. Os compradores devem definir os requisitos de inspeção antes da produção para que as peças finais NGV2 em Inconel 713LC atendam tanto aos requisitos aerodinâmicos quanto aos críticos para montagem.
