सुपरमिश्र धातु गहरे छिद्र ड्रिलिंग भाग माइक्रो होल सीएनसी प्रसंस्करण
महत्वपूर्ण अनुप्रयोगों के लिए उच्च-सटीकता वाली ड्रिलिंग
सुपरमिश्र धातुओं में माइक्रो-होल और गहरे छिद्र की ड्रिलिंग उन घटकों के लिए आवश्यक है जो उच्च ताप, दबाव और चक्रीय तनाव के संपर्क में आते हैं। 2024 में, जेट इंजन, पावर टरबाइन और रासायनिक रिएक्टरों में परिशुद्धता से ड्रिल किए गए शीतलन चैनलों की मांग में वृद्धि हुई—जिसके लिए 10 μm से कम सीएनसी सहनशीलता और 20×D से अधिक छिद्र गहराई की आवश्यकता थी।
Neway AeroTech महत्वपूर्ण गैस और तरल प्रवाह घटकों के लिए सुपरमिश्र धातु सीएनसी मशीनिंग और गहरे छिद्र ड्रिलिंग सेवाएं प्रदान करता है, जैसे कि एयरोस्पेस-ग्रेड मिश्र धातु Inconel 718, CMSX-4, और Rene 88।
माइक्रो होल सीएनसी प्रसंस्करण की मुख्य तकनीक
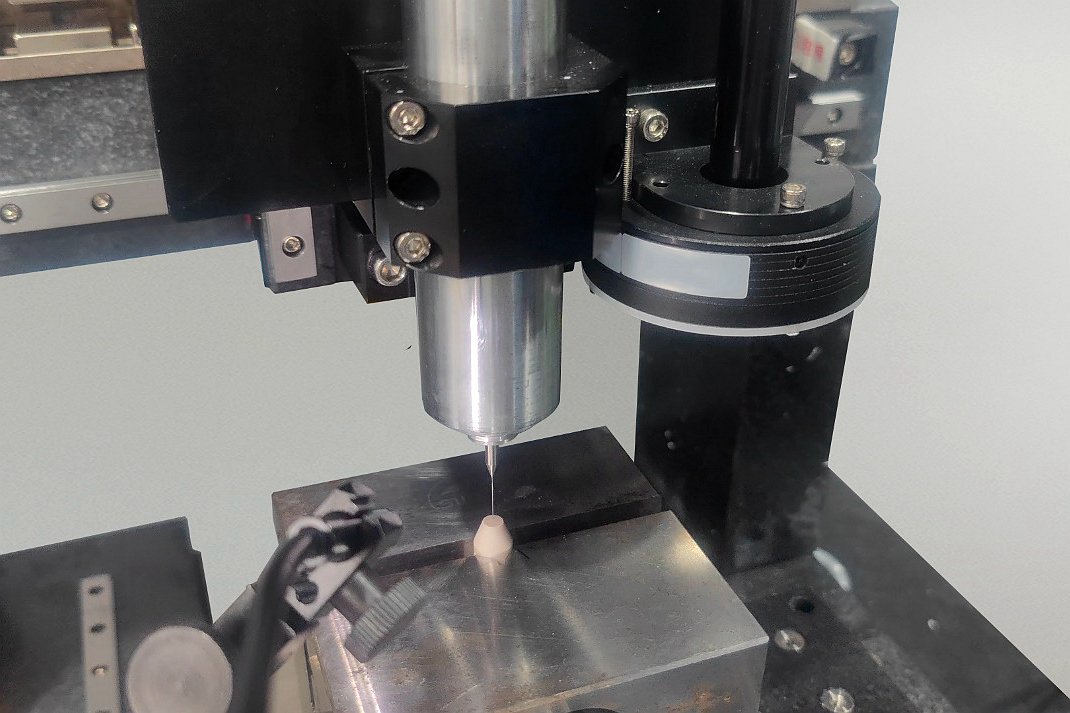
Neway AeroTech कठोर सुपरमिश्र धातुओं में माइक्रो छिद्र बनाने के लिए उच्च-दृढ़ता वाले 5-अक्ष सीएनसी केंद्रों और ईडीएम (EDM) का उपयोग करता है।
गहरे छिद्र ड्रिलिंग 25×D तक, कूलेंट-फेड कार्बाइड ड्रिल्स के साथ।
माइक्रो ईडीएम 0.3 मिमी से छोटे छिद्रों और ऊष्मारोधी विशेषताओं के लिए।
ऑर्बिटल ड्रिलिंग और पेक चक्र बुर्र्स को कम करते हैं और दीवार की सीधेपन में सुधार करते हैं।
प्रक्रिया के दौरान जांच (In-process probing) तिरछे छिद्रों में ±5 μm के भीतर स्थिति सटीकता सुनिश्चित करती है।
सभी प्रक्रियाएं उड़ान-महत्वपूर्ण भागों और टरबाइन प्रणालियों के लिए NADCAP और AS9100D मानकों को पूरा करती हैं।
माइक्रो होल प्रसंस्करण के लिए विशिष्ट सुपरमिश्र धातु सामग्री
मिश्र धातु | अधिकतम तापमान (°C) | उपज सामर्थ्य (MPa) | अनुप्रयोग |
|---|---|---|---|
704 | 1035 | ईंधन नोजल, शीतलन चैनल | |
1140 | 980 | टरबाइन ब्लेड, इम्पिंगमेंट होल | |
980 | 1250 | इंजन कैसिंग वेंट | |
920 | 1265 | नोजल गाइड वेन कूलिंग पोर्ट |
मिश्र धातुओं का चयन ऑक्सीकरण प्रतिरोध, ताकत बनाए रखने और तापीय प्रवणता के तहत मशीनेबिलिटी के लिए किया जाता है।
केस स्टडी: टरबाइन वेन खंड के लिए माइक्रो कूलिंग होल
परियोजना पृष्ठभूमि
एक टरबाइन निर्माता को 5 मिमी मोटे CMSX-4 खंड के माध्यम से संयुक्त कोणों पर 0.6 मिमी से छोटे शीतलन छिद्र मशीन करने की आवश्यकता थी। सहनशीलता ±0.01 मिमी थी, बिना किसी तापीय विरूपण या टेपर के। आवश्यक ज्यामिति और धातुकीय गुणवत्ता प्राप्त करने के लिए गहरे छिद्र ड्रिल्स और ईडीएम का एक साथ उपयोग किया गया।
विशिष्ट ड्रिल किए गए घटक मॉडल और अनुप्रयोग
भाग मॉडल | विवरण | सामग्री | छिद्र गहराई | उद्योग |
|---|---|---|---|---|
VN-300 | 18 माइक्रो इम्पिंगमेंट होल वाला वेन, 30°–60° पर झुका हुआ | CMSX-4 | 8×D | |
TN-120 | 0.4 मिमी फिल्म होल वाला टरबाइन नोजल इन्सर्ट | Rene 88 | 6×D | |
EIH-200 | समांतर बोरे सरणियों वाला हीट एक्सचेंजर हेडर | Inconel 718 | 15×D | |
PCH-480 | रेडियल वेंट होल वाला दबाव युक्त हाउसिंग | Nimonic 90 | 10×D |
डाउनस्ट्रीम तरल प्रवाह और थकान प्रतिरोध के लिए छिद्र की परिशुद्धता और कोण प्रवेश महत्वपूर्ण थे।
सुपरमिश्र धातु गहरे छिद्र ड्रिलिंग में सीएनसी चुनौतियां
उपकरण विक्षेपण 10×D से अधिक पहलू अनुपातों के कारण .03 मिमी से अधिक।
तापीय मृदुकरण >600°C पर खराब चालकता वाले CMSX में आयामी अस्थिरता का कारण बनता है।
ईडीएम के दौरान माइक्रो दरारें पुनः कास्ट लेयर >2 μm से बचने के लिए अनुकूलित पल्स नियंत्रण की आवश्यकता होती है।
उच्च दबाव वाले फ्लशिंग (>80 बार) के बिना चिप भीड़ के कारण लंबे छिद्रों पर बोर विचलन।
>45° पर कोण ड्रिलिंग के लिए 5-अक्ष क्षतिपूर्ति और बहु-चरण प्रवेश ड्रिलिंग की आवश्यकता होती है।
गहरे और माइक्रो होल मशीनिंग के लिए सीएनसी समाधान
12×D से अधिक Inconel 718 बोर में चिप निकासी के लिए 100 बार पर उच्च दबाव वाला कूलेंट का उपयोग किया गया।
ईडीएम फिनिशिंग के साथ ऑर्बिटल प्री-होल ने <2 μm गोलाई विचलन के साथ 0.3 मिमी व्यास प्राप्त किया।
टॉर्क निगरानी के साथ पेक ड्रिलिंग चक्र ने उपकरण टूटने को 40% तक कम किया।
5-फेस क्लैम्पिंग के साथ वर्कहोल्डिंग ने ±0.005 मिमी के भीतर कोणीय बोर विचलन सुनिश्चित किया।
पोस्ट-ईडीएम सफाई और निष्क्रियता ने पुनः कास्ट लेयर संदूषण को समाप्त किया।
परिणाम और सत्यापन
विनिर्माण विधियां
घटकों को वैक्यूम इन्वेस्टमेंट कास्टिंग ब्लैंक का उपयोग करके मशीन किया गया और 5-अक्ष सीएनसी मशीनिंग और गहरे छिद्र ड्रिलिंग प्रणालियों का उपयोग करके परिष्कृत किया गया। बहु-अक्ष ड्रिलिंग ने परिवर्तनशील समोच्चों और जटिल दीवार ज्यामिति में रेडियल प्रवेश नियंत्रण सुनिश्चित किया।
परिशुद्धता फिनिशिंग
माइक्रोबोर को ईडीएम और रीमिंग चक्रों का उपयोग करके Ra ≤ .4 μm तक परिष्कृत किया गया। गहरे छिद्र ड्रिलिंग प्रणालियों ने <0.01 मिमी TIR के साथ गोलाई सुनिश्चित की, जबकि बहु-चरण पायलट ड्रिलिंग और कूलेंट-फेड कार्बाइड टूलिंग ने 20×D तक की बोर गहराई का समर्थन किया।
पोस्ट-प्रोसेसिंग
HIP ने आंतरिक सरंध्रता को हटा दिया, इसके बाद 870–980°C पर तनाव मुक्ति ऊष्मा उपचार किया गया। सतह निष्क्रियता और वैकल्पिक कोटिंग अनुप्रयोग ने दीर्घकालिक संक्षारण और तापीय प्रतिरोध सुनिश्चित किया।
निरीक्षण
CMM ने ±0.006 मिमी के भीतर बोर सीधेपन को सत्यापित किया; SEM ने प्रवेश लिप अखंडता की जांच की; और X-ray ने छिपी हुई विशेषताओं में संरेखण की पुष्टि की। सभी भागों ने ग्राहक स्पेस के अनुसार हीलियम लीक और उच्च-चक्र थकान सत्यापन पास किया।
अक्सर पूछे जाने वाले प्रश्न (FAQs)
सुपरमिश्र धातु गहरे छिद्र ड्रिलिंग के साथ प्राप्त किया जाने वाला न्यूनतम व्यास क्या है?
आप लंबे छिद्रों में बोर सीधेपन को कैसे बनाए रखते हैं?
क्या आप एक ही प्रक्रिया में ईडीएम और ड्रिलिंग को जोड़ सकते हैं?
माइक्रो-होल कूलेंट चैनलों के लिए कौन सी सामग्री सबसे अच्छी है?
तापीय छिद्र प्रदर्शन को सत्यापित करने के लिए किस परीक्षण की आवश्यकता है?
