उच्च-गहराई वाली सुपरमिश्र धातु सीएनसी मशीनीकृत ड्रिलिंग घटक
उन्नत अनुप्रयोगों के लिए अत्यधिक गहराई वाली ड्रिलिंग
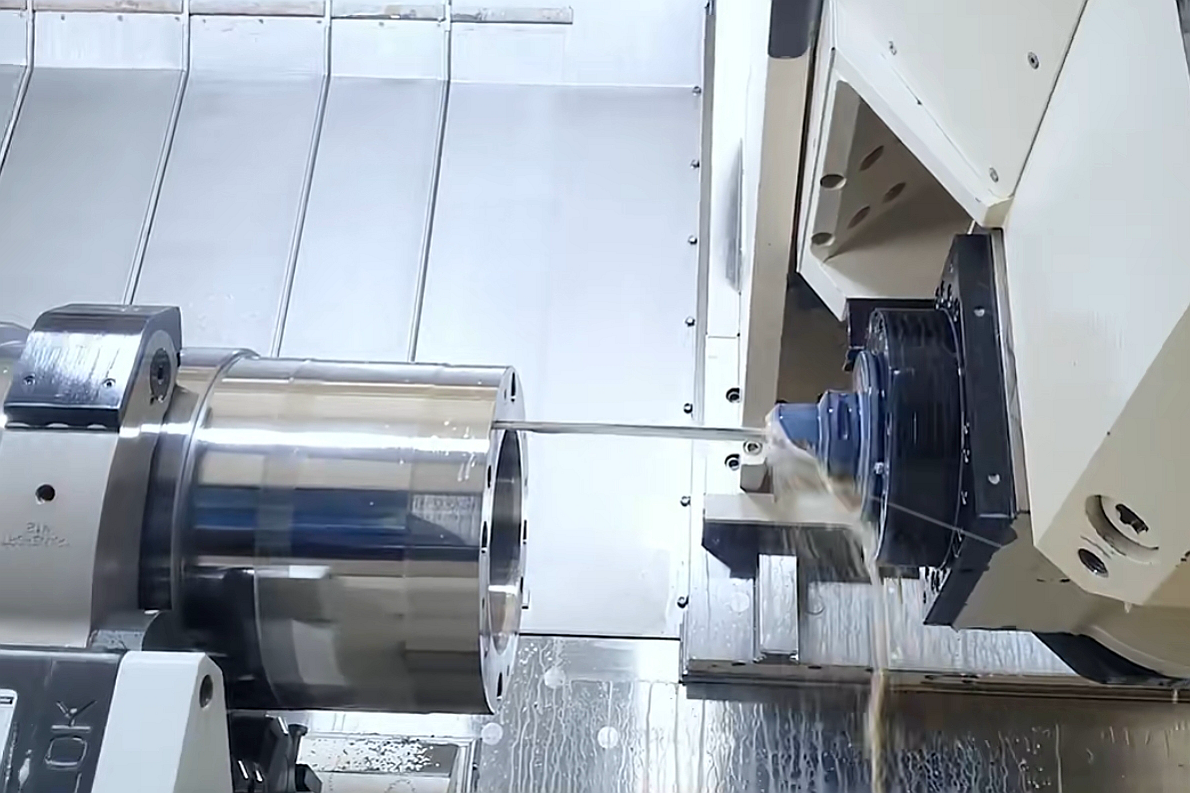
महत्वपूर्ण एयरोस्पेस, ऊर्जा और रक्षा प्रणालियों में, उच्च-गहराई वाली ड्रिलिंग सुविधाओं वाले घटक शीतलक वितरण, ईंधन इंजेक्शन और संरचनात्मक वेंटिंग में महत्वपूर्ण भूमिका निभाते हैं। ये छिद्र अक्सर 25×D से अधिक होते हैं, जिसके लिए चरम तापीय और यांत्रिक भारों के तहत संरचनात्मक अखंडता सुनिश्चित करने के लिए सटीक सुपरमिश्र धातु सीएनसी मशीनिंग और गहरे छिद्र ड्रिलिंग प्रक्रियाओं की आवश्यकता होती है।
Neway AeroTech सटीक छिद्रों, काउंटरबोर्स और कोणीय चैनलों वाले Inconel 718, CMSX-4, Hastelloy X, और Rene 41 से बने लंबी-गहराई वाले सीएनसी-ड्रिल्ड घटकों में विशेषज्ञता रखता है।
सुपरमिश्र धातुओं में गहरी सीएनसी ड्रिलिंग के लिए कोर तकनीक
सुपरमिश्र धातुओं में गहरे छिद्र की सुविधाओं के लिए विचलन को रोकने हेतु उपकरण स्थिरता, तापीय नियंत्रण और वास्तविक समय निगरानी की आवश्यकता होती है।
आंतरिक शीतलन के साथ 25×D से अधिक छिद्र गहराई के लिए गन ड्रिलिंग और बीटीए (BTA) बोरिंग
कोणीय प्रवेश सुविधाओं के लिए 5-अक्ष सीएनसी मशीनिंग
चिप निकासी को नियंत्रित करने के लिए रोटरी और पेक ड्रिलिंग रणनीतियाँ
1000°C कटिंग परिस्थितियों के लिए रेटेड शीतलक-फ़ीड कार्बाइड टूलिंग
सभी प्रक्रियाएं ISO 10791 और NADCAP मानकों के अनुसार नियंत्रित की जाती हैं।
उच्च-गहराई ड्रिलिंग के लिए विशिष्ट सुपरमिश्र धातु सामग्री
मिश्र धातु | अधिकतम तापमान (°C) | यील्ड स्ट्रेंथ (MPa) | उपयोग मामला |
|---|---|---|---|
704 | 1035 | जेट इंजन वेंट ट्यूब | |
1140 | 980 | टर्बाइन लाइनर बोर | |
980 | 950 | मिसाइल प्रेशर बॉडी | |
1175 | 790 | ऊष्मा प्रतिरोधी डक्ट |
ये मिश्र धातुएं तापीय थकान, क्रिप प्रतिरोध और आयामी स्थिरता के लिए अनुकूलित हैं।
केस स्टडी: Hastelloy X पाइप हाउसिंग में 26×D बोर
परियोजना पृष्ठभूमि
एक परमाणु ग्राहक को Hastelloy X में 5 मिमी व्यास और 130 मिमी गहराई (26×D) वाला एक सीधा-थ्रू बोर चाहिए था। सहनशीलता: गोलार्पन <0.007 मिमी, सतह फिनिश Ra ≤ 0.4 μm, कोई बर्र या दरार नहीं। चिप निकासी और तापीय विक्षेपण प्राथमिक चिंताएं थीं।
विशिष्ट गहरी ड्रिल वाली घटक मॉडल और अनुप्रयोग
पार्ट मॉडल | विवरण | सामग्री | गहराई अनुपात | उद्योग |
|---|---|---|---|---|
DHC-600 | 55 मिमी पर 2 मिमी बोर वाला इंजेक्टर स्लीव | Inconel 718 | 27×D | |
LHP-480 | संकेंद्रित ड्यूल बोर वाले हीट पाइप शेल | Rene 41 | 25×D | |
FTV-200 | सिंगल क्रिस्टल बेस में फिल्म कूलिंग चैनल | CMSX-4 | 30×D | |
HXD-350 | अक्षीय और क्रॉस बोर वाला प्रेशर हेडर | Hastelloy X | 26×D |
छिद्र ज्यामिति और शीतलन प्रवाह प्रदर्शन सटीक संरेखण और चिकनी आंतरिक फिनिश पर निर्भर करता है।
सुपरमिश्र धातु घटकों में गहरी ड्रिलिंग सीएनसी चुनौतियां
25×D से अधिक छिद्रों में 0.02 मिमी से अधिक उपकरण विक्षेपण
आंतरिक शीतलक नियंत्रण के बिना 500°C से ऊपर ताप जमाव
चिप संचय जिससे स्कोरिंग और आयामी टेपर होता है
ड्रिलिंग के बाद पतली दीवार वाले खंडों में वर्कपीस विरूपण
प्रवेश संरेखण में त्रुटि जो डाउनस्ट्रीम प्रतिच्छेदी चैनलों को प्रभावित करती है
लंबे छिद्र सुपरमिश्र धातु ड्रिलिंग के लिए सीएनसी मशीनिंग समाधान
100 बार शीतलक दबाव और वास्तविक समय टॉर्क सेंसर वाले बीटीए (BTA) सिस्टम
हर 2×D वृद्धि पर चिप फ्लश करने के लिए पेक चक्र अनुकूलन
कोणीय पोर्ट्स को ±0.01 मिमी के भीतर संरेखित करने के लिए मल्टी-अक्ष मशीनिंग
अवशिष्ट तनाव को कम करने के लिए मशीनिंग से पहले और बाद में हीट ट्रीटमेंट
बोर मैपिंग और सत्यापन के लिए उपयोग किया जाने वाला एक्स-रे और सीएमएम (CMM)
परिणाम और सत्यापन
विनिर्माण विधियां
घटकों को फोर्ज्ड ब्लैंक या निवेश कास्टिंग से मशीन किया गया। 25:1 से अधिक गहराई-से-व्यास अनुपात वाले छिद्र प्राप्त करने के लिए Inconel, Rene और Hastelloy पर गन ड्रिलिंग लागू की गई।
परिशुद्धता फिनिशिंग
जहां लागू हो, छिद्रों को पॉलिशिंग हेड और ईडीएम (EDM) फिनिशिंग के साथ परिष्कृत किया गया। सतह फिनिश ≤ Ra 0.4 μm। अंतिम छिद्र व्यास सटीकता ±0.01 मिमी। सीलिंग सतहों के लिए प्रवेश फलक को <0.1 मिमी की समतलता के लिए सीएनसी फेस किया गया।
पोस्ट-प्रोसेसिंग
आंतरिक रिक्तियों को खत्म करने के लिए एचआईपी (HIP) उपचार का उपयोग किया गया, इसके बाद 900–980°C पर तनाव-मुक्ति हीट ट्रीटमेंट किया गया। अंतिम उपयोग अनुप्रयोग के आधार पर चयनित घटकों को पैसिवेशन या टीबीसी (TBC) कोटिंग्स प्राप्त हुए।
निरीक्षण
सीएमएम (CMM) ने 0.006 मिमी के भीतर संकेंद्रता और छिद्र संरेखण को सत्यापित किया। एक्स-रे ने निरंतर छिद्र गहराई और निकास बिंदु की पुष्टि की। माइक्रो क्रैक का पता लगाने और बर्र-मुक्त सत्यापन के लिए एसईएम (SEM) का उपयोग किया गया।
अक्सर पूछे जाने वाले प्रश्न (FAQs)
सुपरमिश्र धातु सीएनसी मशीनिंग के साथ प्राप्त करने योग्य सबसे लंबा छिद्र गहराई क्या है?
गहरे छिद्रों में उपकरण विक्षेपण को कैसे रोका जाता है?
छिद्र सुधार या निकास सफाई के लिए ईडीएम (EDM) का उपयोग किया जा सकता है?
विनाशकारी परीक्षण के बिना छिद्र आयामों को आंतरिक रूप से कैसे सत्यापित किया जाता है?
गहरे-छिद्र एयरोस्पेस ईंधन मार्गों के लिए कौन सी मिश्र धातुएं सर्वोत्तम हैं?
