वैक्यूम कास्टिंग और सीएनसी मशीनिंग द्वारा इनकोनेल 713LC NGV2 पुर्जों का निर्माण कैसे किया जाता है?
वैक्यूम कास्टिंग और सीएनसी मशीनिंग द्वारा इनकोनेल 713LC NGV2 पुर्जों का निर्माण कैसे किया जाता है?
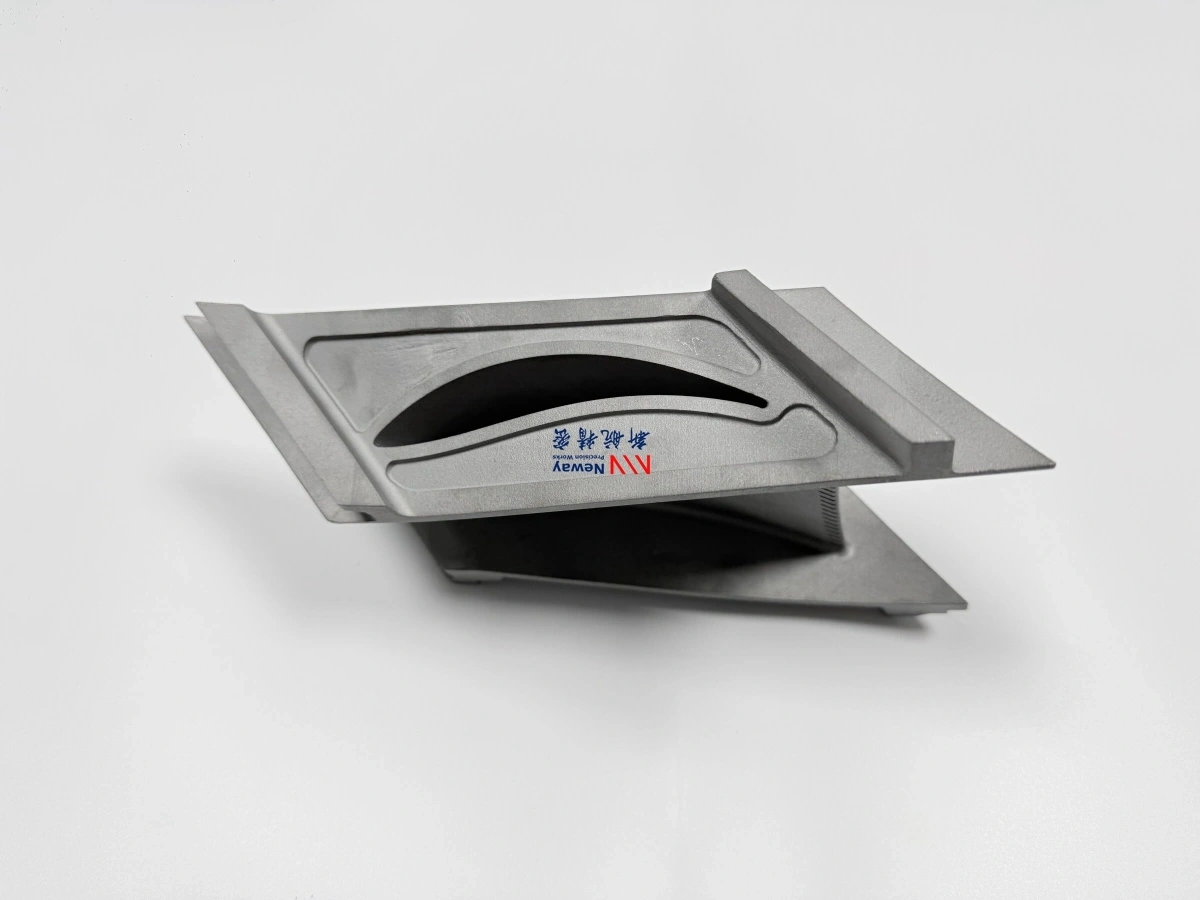
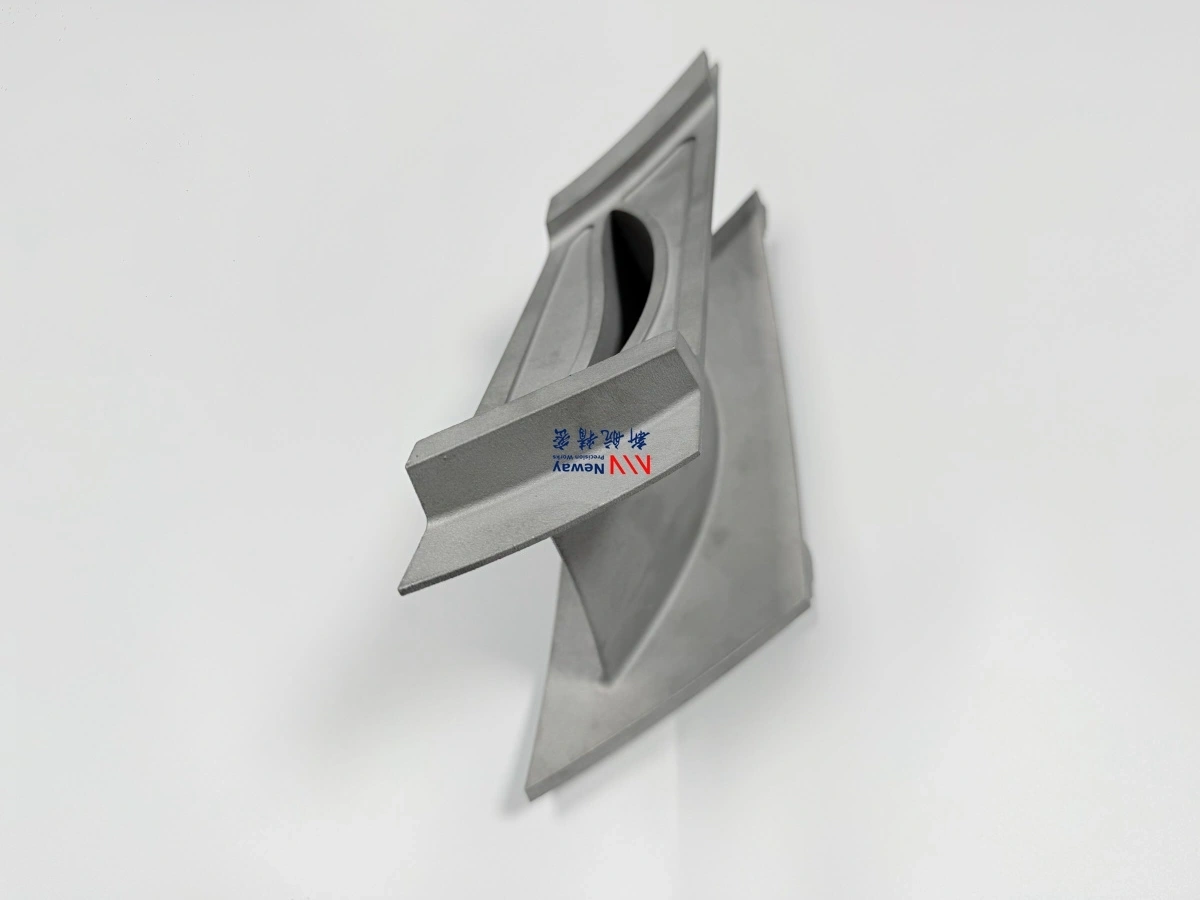
इनकोनेल 713LC NGV2 पुर्जों का निर्माण आमतौर पर पहले एक निकट-नेट वैक्यूम निवेश कास्टिंग ब्लैंक बनाकर और फिर महत्वपूर्ण प्लेटफॉर्म, माउंटिंग फेस, सीलिंग एज, डेटम सतहों और छिद्र स्थितियों को पूरा करने के लिए सीएनसी मशीनिंग का उपयोग करके किया जाता है। यूएवी टर्बोजेट और टर्बोफैन इंजन नोजल गाइड वेन्स के लिए, प्रक्रिया को एयरफॉयल ज्यामिति, थ्रोट क्षेत्र, पतली दीवार कास्टिंग गुणवत्ता, मशीनिंग भत्ता, ऊष्मा उपचार और अंतिम निरीक्षण को एक साथ नियंत्रित करना चाहिए।
चूंकि IN713LC एक उच्च-तापमान निकेल-आधारित सुपरअलॉय है, इसलिए NGV2 विनिर्माण साधारण स्टेनलेस स्टील कास्टिंग या मशीनिंग की तुलना में अधिक जटिल है। एक विश्वसनीय प्रक्रिया मार्ग आमतौर पर वैक्यूम निवेश कास्टिंग, नियंत्रित सिरेमिक शेल तैयारी, सुपरअलॉय ऊष्मा उपचार, परिशुद्धता सीएनसी मशीनिंग, कठिन विशेषताओं के लिए संभावित ईडीएम (EDM), और कड़े आयामी और दोष निरीक्षण को जोड़ती है।
1. सीधा उत्तर: इनकोनेल 713LC NGV2 पुर्जों का निर्माण कैसे किया जाता है?
इनकोनेल 713LC NGV2 पुर्जों का निर्माण पहले मोम पैटर्न और सिरेमिक शेल बनाकर, फिर IN713LC मिश्र धातु को निकट-नेट वेन ब्लैंक में वैक्यूम कास्टिंग करके किया जाता है। कास्टिंग के बाद, पुर्जा वितरण से पहले ऊष्मा उपचार, आयामी सुधार, सीएनसी मशीनिंग, स्थानीय विशेषताओं के लिए ईडीएम, एयरफॉयल निरीक्षण और अंतिम गुणवत्ता नियंत्रण प्राप्त कर सकता है।
विनिर्माण चरण | मुख्य उद्देश्य | मुख्य नियंत्रण बिंदु |
|---|---|---|
मोम पैटर्न | निकट-नेट NGV2 एयरफॉयल, प्लेटफॉर्म और पास ज्यामिति बनाता है। | मोम संकुचन, एयरफॉयल प्रोफाइल, थ्रोट क्षेत्र और वेन पुनरावृत्ति। |
सिरेमिक शेल | सुपरअलॉय कास्टिंग के लिए एक मजबूत सांचा बनाता है। | शेल की ताकत, सतह फिनिश, तापीय स्थिरता और विरूपण नियंत्रण। |
वैक्यूम कास्टिंग | इनकोनेल 713LC NGV2 कास्टिंग ब्लैंक का उत्पादन करता है। | पतली दीवार भरना, संकुचन, सरंध्रता, हॉट टीयर्स, ग्रेन स्थिति और मशीनिंग भत्ता। |
ऊष्मा उपचार | सामग्री संरचना को स्थिर करता है और उच्च-तापमान प्रदर्शन का समर्थन करता है। | सामग्री-विशिष्ट तापमान, होल्डिंग समय, शीतलन विधि और बैच रिकॉर्ड। |
सीएनसी मशीनिंग | प्लेटफॉर्म, माउंटिंग फेस, सीलिंग एज, डेटम और छिद्रों को पूरा करता है। | फिक्स्चर डिजाइन, डेटम संरेखण, टूल पहनना, बर नियंत्रण और सहनशीलता नियंत्रण। |
निरीक्षण | एयरफॉयल प्रोफाइल, थ्रोट क्षेत्र, आयाम, दोष और सामग्री गुणवत्ता को सत्यापित करता है। | CMM, 3D स्कैनिंग, FPI, एक्स-रे/CT, सामग्री विश्लेषण और आयामी रिपोर्ट। |
2. मोम पैटर्न और सिरेमिक शेल को कैसे नियंत्रित किया जाता है?
मोम पैटर्न और सिरेमिक शेल इनकोनेल 713LC NGV2 कास्टिंग की प्रारंभिक सटीकता को परिभाषित करते हैं। नोजल गाइड वेन्स के लिए, मोम पैटर्न को वेन प्रोफाइल, अग्रणी किनारे, पिछले किनारे, प्लेटफॉर्म ज्यामिति, आंतरिक और बाहरी रिंग विशेषताओं और आसन्न वेन्स के बीच थ्रोट क्षेत्र को नियंत्रित करना चाहिए।
सिरेमिक शेल की गुणवत्ता उतनी ही महत्वपूर्ण है क्योंकि शेल को उच्च-तापमान कास्टिंग के दौरान ताकत और आयामी स्थिरता बनाए रखनी चाहिए। यदि शेल विकृत होता है, दरारें आती हैं या खराब सतह गुणवत्ता होती है, तो अंतिम NGV2 कास्टिंग में एयरफॉयल विरूपण, खुरदरी सतहें, मोटाई में बदलाव या गलत प्लेटफॉर्म आयाम दिखाई दे सकते हैं।
नियंत्रण आइटम | यह क्यों महत्वपूर्ण है | विनिर्माण फोकस |
|---|---|---|
मोम पैटर्न सटीकता | सीधे एयरफॉयल आकार, वेन कोण और थ्रोट क्षेत्र को प्रभावित करता है। | टूलिंग सटीकता, संकुचन भत्ता, पैटर्न निरीक्षण और पैटर्न मरम्मत नियंत्रण। |
मोम असेंबली | वेन स्पेसिंग, रनर लेआउट और कास्टिंग फीड डिजाइन को नियंत्रित करता है। | सुसंगत असेंबली स्थिति और स्थानीय विरूपण से बचाव। |
सिरेमिक शेल की ताकत | कास्टिंग के दौरान शेल के टूटने या विकृत होने को रोकता है। | परत की मोटाई, सुखाने का नियंत्रण, शेल सामग्री और फायरिंग गुणवत्ता। |
शेल सतह गुणवत्ता | अंतिम कास्टिंग सतह और कोटिंग या फिनिशिंग तैयारी को प्रभावित करता है। | फेस कोट गुणवत्ता, स्लरी नियंत्रण और दूषित होने से बचाव। |
एयरफॉयल विरूपण जोखिम | छोटी वेन ज्यामिति विरूपण के प्रति संवेदनशील होती है। | मोम सपोर्ट डिजाइन, शेल कठोरता और पहले आइटम की प्रतिक्रिया। |
3. वैक्यूम कास्टिंग के दौरान क्या नियंत्रित किया जाना चाहिए?
वैक्यूम कास्टिंग के दौरान, इनकोनेल 713LC NGV2 पुर्जों के लिए मुख्य चुनौतियों में पतली दीवार भरना, संकुचन सरंध्रता, गैस सरंध्रता, हॉट टीयरिंग, ग्रेन नियंत्रण, एयरफॉयल विरूपण और मशीनिंग भत्ता शामिल हैं। ये जोखिम कॉम्पैक्ट यूएवी इंजन NGV2 पुर्जों में अधिक गंभीर हैं क्योंकि वेन पास छोटे होते हैं और एयरफॉयल ज्यामिति प्रदर्शन के लिए महत्वपूर्ण होती है।
डिजाइन और प्रदर्शन आवश्यकता के आधार पर, इक्विएक्स्ड क्रिस्टल कास्टिंग का उपयोग स्थिर हॉट-सेक्शन NGV घटकों के लिए किया जा सकता है जहां सिंगल-क्रिस्टल या दिशात्मक ठोसीकरण की आवश्यकता नहीं होती है। कास्टिंग मार्ग का चयन सामग्री, ज्यामिति, सेवा तापमान, दोष सीमा और ग्राहक विनिर्देश के आधार पर किया जाना चाहिए।
कास्टिंग जोखिम | NGV2 पर प्रभाव | नियंत्रण विधि |
|---|---|---|
पतली दीवार मिसरन | अधूरे वेन किनारे, प्लेटफॉर्म या पास विशेषताएं। | गेटिंग डिजाइन, मोल्ड तापमान, पोरिंग पैरामीटर और पहले आइटम की समीक्षा। |
संकुचन सरंध्रता | आंतरिक कमजोरी या एक्स-रे/CT निरीक्षण के दौरान अस्वीकृति। | फीडिंग डिजाइन, ठोसीकरण नियंत्रण और प्रक्रिया सत्यापन। |
गैस सरंध्रता | कम थकान प्रतिरोध और संभावित रिसाव या दरार शुरू होना। | वैक्यूम नियंत्रण, पिघल स्वच्छता, शेल बर्नआउट गुणवत्ता और निरीक्षण। |
हॉट टीयरिंग | एयरफॉयल फिलेट्स, प्लेटफॉर्म संक्रमण या पतले खंडों में दरारें। | ज्यामिति समीक्षा, मिश्र धातु प्रक्रिया नियंत्रण, शेल डिजाइन और FPI निरीक्षण। |
ग्रेन स्थिति | उच्च-तापमान ताकत और सेवा विश्वसनीयता को प्रभावित करता है। | नियंत्रित ठोसीकरण, कास्टिंग पैरामीटर और जहां आवश्यक हो धातुकीय समीक्षा। |
एयरफॉयल विरूपण | वेन कोण, थ्रोट क्षेत्र और टर्बाइन दक्षता को बदलता है। | टूलिंग मुआवजा, फिक्स्चर नियंत्रण और 3D प्रोफाइल निरीक्षण। |
4. कास्टिंग के बाद ऊष्मा उपचार का उपयोग क्यों किया जाता है?
मिश्र धातु सूक्ष्म संरचना को स्थिर करने, उच्च-तापमान प्रदर्शन का समर्थन करने, प्रक्रिया-संबंधित तनाव को कम करने और बैचों के बीच स्थिरता में सुधार करने के लिए इनकोनेल 713LC कास्टिंग के बाद ऊष्मा उपचार का उपयोग किया जा सकता है। सटीक ऊष्मा उपचार स्थिति ड्राइंग, सामग्री मानक, ग्राहक विनिर्देश या अनुमोदित प्रक्रिया मार्ग का पालन करनी चाहिए।
सुपरअलॉय ऊष्मा उपचार NGV2 घटकों के लिए महत्वपूर्ण है क्योंकि अंतिम पुर्जे को इंजन परीक्षण या सेवा के दौरान गर्म गैस, ऑक्सीकरण, तापीय थकान और आयामी बहाव का प्रतिरोध करना चाहिए। पतली वेन संरचनाएं विरूपण के प्रति संवेदनशील हो सकती हैं, इसलिए ऊष्मा उपचार को आयामी जांच के साथ जोड़ा जाना चाहिए।
ऊष्मा उपचार उद्देश्य | IN713LC NGV2 के लिए यह क्यों महत्वपूर्ण है | नियंत्रण आवश्यकता |
|---|---|---|
सूक्ष्म संरचना स्थिरीकरण | सुसंगत हॉट-सेक्शन सामग्री व्यवहार का समर्थन करता है। | नियंत्रित भट्टी तापमान, होल्डिंग समय, शीतलन विधि और वातावरण। |
तनाव में कमी | मशीनिंग और सेवा के दौरान विरूपण या दरार पड़ने के जोखिम को कम करता है। | सामग्री-विशिष्ट तापीय चक्र और उपचार-पश्चात निरीक्षण। |
उच्च-तापमान गुण समर्थन | इंजन संचालन के दौरान ताकत और स्थिरता बनाए रखने में मदद करता है। | बैच ट्रेसबिलिटी और प्रक्रिया दस्तावेज़ीकरण। |
निरीक्षण तैयारी | पुष्टि करता है कि अंतिम मशीनिंग से पहले कास्टिंग स्थिर रहता है। | दृश्य निरीक्षण, आयामी जांच और ऊष्मा उपचार के बाद दोष समीक्षा। |
5. सीएनसी मशीनिंग NGV2 पुर्जों पर क्या नियंत्रित करती है?
सीएनसी मशीनिंग इनकोनेल 713LC NGV2 पुर्जों की महत्वपूर्ण असेंबली और कार्यात्मक विशेषताओं को नियंत्रित करती है। जबकि वैक्यूम कास्टिंग निकट-नेट वेन ज्यामिति बनाती है, प्लेटफॉर्म सतहों, माउंटिंग फेस, सीलिंग एज, लोकेशन डेटम, छिद्र स्थितियों और किसी भी ऐसी विशेषता के लिए सीएनसी मशीनिंग की आवश्यकता होती है जिन्हें कास्टिंग द्वारा प्रदान की जा सकने वाली तुलना में tighter सहनशीलता को पूरा करना चाहिए।
IN713LC के लिए सुपरअलॉय सीएनसी मशीनिंग चुनौतीपूर्ण है क्योंकि सामग्री कठोर, ऊष्मा-प्रतिरोधी और काटने में कठिन होती है। प्रक्रिया नियंत्रण को टूल पहनना, बर निर्माण, पतली दीवार विरूपण, सतह अखंडता और कास्टिंग तथा मशीनिंग संचालन के बीच डेटम संरेखण को संबोधित करना चाहिए।
सीएनसी-मशीन की गई विशेषता | NGV2 पर कार्य | गुणवत्ता नियंत्रण फोकस |
|---|---|---|
प्लेटफॉर्म सतहें | केसिंग, रिंग या आसन्न वेन संरचनाओं के साथ फिट को नियंत्रित करता है। | समतलता, प्रोफाइल, मोटाई और मशीनिंग भत्ता। |
माउंटिंग फेस | स्थापना और इंजन असेंबली स्थिति का समर्थन करता है। | डेटम रणनीति, लंबवतता, समांतरता और सतह फिनिश। |
सीलिंग एज | गैस रिसाव को कम करता है और चरण दक्षता का समर्थन करता है। | किनारे की ज्यामिति, बर नियंत्रण, सतह अखंडता और क्लीयरेंस समीक्षा। |
लोकेशन डेटम | निरीक्षण और असेंबली संदर्भ बिंदुओं को परिभाषित करता है। | स्थिर फिक्स्चर स्थिति और पुनरावर्तनीय CMM माप। |
छिद्र स्थितियां | जहां आवश्यक हो, फास्टनिंग, स्थान या असेंबली विशेषताओं का समर्थन करता है। | छिद्र व्यास, स्थिति, गहराई, किनारे की स्थिति और डीबurring। |
6. इनकोनेल 713LC NGV2 पुर्जों के लिए ईडीएम (EDM) का उपयोग कब किया जाता है?
जब डिजाइन में संकीर्ण स्लॉट, छोटे छिद्र, तीखे स्थानीय विशेषताएं, पहुंचने में कठिन क्षेत्र, या ऐसी विशेषताएं शामिल होती हैं जो पारंपरिक कटिंग टूल के लिए व्यावहारिक नहीं हैं, तो इनकोनेल 713LC NGV2 पुर्जों के लिए ईडीएम का उपयोग किया जा सकता है। यह सुपरअलॉय टर्बाइन घटकों में आम है क्योंकि सामग्री को मशीन करना कठिन होता है और ज्यामिति कॉम्पैक्ट हो सकती है।
सुपरअलॉय इलेक्ट्रिकल डिस्चार्ज मशीनिंग ईडीएम स्थानीय विशेषता मशीनिंग का समर्थन कर सकता है, लेकिन ईडीएम गुणवत्ता को सावधानीपूर्वक नियंत्रित किया जाना चाहिए। पुर्जे को अंतिम उपयोग के लिए स्वीकार करने से पहले रीकास्ट लेयर, माइक्रोक्रैक, किनारे की स्थिति, अवशेष और आयामी सटीकता का निरीक्षण किया जाना चाहिए।
ईडीएम अनुप्रयोग | ईडीएम का उपयोग क्यों किया जाता है | निरीक्षण फोकस |
|---|---|---|
संकीर्ण स्लॉट | पारंपरिक टूल फिट नहीं हो सकते हैं या पतली विशेषताओं को विकृत कर सकते हैं। | स्लॉट चौड़ाई, किनारे की स्थिति और रीकास्ट लेयर नियंत्रण। |
छोटे छिद्र | IN713LC कठोरता और कॉम्पैक्ट ज्यामिति ड्रिलिंग को कठिन बना सकती है। | व्यास, स्थिति, गहराई और ब्लॉकेज जांच। |
तीखे स्थानीय विशेषताएं | ईडीएम स्थानीय ज्यामिति बना सकता है जिसे मिलिंग आसानी से उत्पादित नहीं कर सकती है। | कोने की स्थिति, दरार जांच और सतह अखंडता। |
पहुंचने में कठिन क्षेत्र | जटिल NGV2 ज्यामिति टूल एक्सेस को प्रतिबंधित कर सकती है। | विशेषता पूर्णता, अवशेष हटाना और दृश्य निरीक्षण। |
7. एयरफॉयल निरीक्षण कैसे किया जाता है?
एयरफॉयल निरीक्षण सत्यापित करता है कि NGV2 वेन प्रोफाइल, अग्रणी किनारे, पिछले किनारे, थ्रोट क्षेत्र और प्लेटफॉर्म ज्यामिति डिजाइन आवश्यकताओं को पूरा करती है या नहीं। चूंकि NGV2 डाउनस्ट्रीम टर्बाइन रोटर में गर्म गैस प्रवाह को नियंत्रित करता है, इसलिए एयरफॉयल निरीक्षण विनिर्माण प्रक्रिया में सबसे महत्वपूर्ण गुणवत्ता चरणों में से एक है।
निरीक्षण में CMM माप, 3D स्कैनिंग, ऑप्टिकल माप, सेक्शन टेम्पलेट, थ्रोट क्षेत्र माप और CAD मॉडल के खिलाफ तुलना शामिल हो सकती है। निरीक्षण विधि का चयन ड्राइंग आवश्यकताओं, पुर्जे के आकार, सहनशीलता स्तर और इस आधार पर किया जाना चाहिए कि प्रोजेक्ट प्रोटोटाइप सत्यापन के लिए है या बार-बार उत्पादन के लिए।
निरीक्षण क्षेत्र | यह क्या सत्यापित करता है | यह क्यों महत्वपूर्ण है |
|---|---|---|
एयरफॉयल प्रोफाइल | वेन सतह आकार और गैस-मोड़ ज्यामिति की पुष्टि करता है। | टर्बाइन दक्षता और डाउनस्ट्रीम रोटर लोडिंग को प्रभावित करता है। |
अग्रणी किनारा | किनारे की त्रिज्या, सतह स्थिति और कास्टिंग दोषों की जांच करता है। | प्रवाह प्रवेश और दरार संवेदनशीलता को प्रभावित करता है। |
पिछला किनारा | किनारे की मोटाई, सीधापन और क्षति की जांच करता है। | गैस निकास कोण और प्रवाह पृथक्करण जोखिम को प्रभावित करता है। |
थ्रोट क्षेत्र | पास चौड़ाई और प्रभावी प्रवाह क्षेत्र को मापता है। | द्रव्यमान प्रवाह, दबाव वितरण और चरण मिलान को नियंत्रित करता है। |
प्लेटफॉर्म आयाम | केसिंग, आसन्न घटकों और सीलिंग विशेषताओं के साथ फिट की पुष्टि करता है। | असेंबली संरेखण और रिसाव नियंत्रण का समर्थन करता है। |
8. किस अंतिम गुणवत्ता नियंत्रण की आवश्यकता है?
इनकोनेल 713LC NGV2 पुर्जों के लिए अंतिम गुणवत्ता नियंत्रण में दृश्य निरीक्षण, FPI, एक्स-रे या CT निरीक्षण, CMM माप, 3D स्कैनिंग, सामग्री विश्लेषण, कठोरता परीक्षण, ऊष्मा उपचार रिकॉर्ड समीक्षा और आयामी रिपोर्ट तैयारी शामिल हो सकती है। सटीक निरीक्षण पैकेज को ग्राहक ड्राइंग, इंजन विकास आवश्यकता या खरीद विनिर्देश का पालन करना चाहिए।
सुपरअलॉय सामग्री परीक्षण और विश्लेषण मिश्र धातु पुष्टि, सूक्ष्म संरचना समीक्षा, दोष मूल्यांकन और विफलता विश्लेषण का समर्थन कर सकता है। यूएवी इंजन NGV2 घटकों के लिए, निरीक्षण को केवल सामान्य आयामों पर नहीं, बल्कि उन विशेषताओं पर ध्यान केंद्रित करना चाहिए जो हॉट-सेक्शन विश्वसनीयता और टर्बाइन प्रदर्शन को प्रभावित करती हैं।
QC आइटम | यह क्या जांचता है | यह कब अनुशंसित है |
|---|---|---|
दृश्य निरीक्षण | सतह दोष, क्षति, अधूरी विशेषताएं, बर और सामान्य कारीगरी। | शिपमेंट से पहले सभी NGV2 पुर्जे। |
FPI | सतह-तोड़ने वाली दरारें और असंततताएं। | पतले एयरफॉयल, फिलेट्स, प्लेटफॉर्म और मशीन किए गए संक्रमण। |
एक्स-रे / CT निरीक्षण | आंतरिक सरंध्रता, संकुचन, दरारें और छिपी हुई कास्टिंग दोष। | उच्च-विश्वसनीयता टर्बाइन वेन कास्टिंग या ग्राहक-निर्दिष्ट परियोजनाएं। |
CMM निरीक्षण | मशीन किए गए डेटम, प्लेटफॉर्म, माउंटिंग फेस, छिद्र स्थितियां और महत्वपूर्ण आयाम। | ड्राइंग-नियंत्रित NGV2 पुर्जे। |
3D स्कैनिंग | एयरफॉयल प्रोफाइल, पास स्थिरता और CAD विचलन। | जटिल वेन ज्यामिति और प्रोटोटाइप सत्यापन। |
सामग्री परीक्षण | मिश्र धातु रसायन, सूक्ष्म संरचना, कठोरता और ऊष्मा उपचार स्थिति। | सामग्री-नियंत्रित या उड़ान-संबंधित विकास परियोजनाएं। |
9. IN713LC NGV2 विनिर्माण RFQ के लिए खरीदारों को क्या प्रदान करना चाहिए?
एक इनकोनेल 713LC NGV2 विनिर्माण RFQ के लिए, खरीदारों को 3D CAD फाइलें, 2D ड्राइंग, सामग्री मानक, ऊष्मा उपचार आवश्यकता, मात्रा, सहनशीलता मानक, एयरफॉयल या थ्रोट क्षेत्र आवश्यकताएं, सतह फिनिश, कोटिंग आवश्यकता, निरीक्षण मानक और लक्ष्य डिलीवरी शेड्यूल प्रदान करना चाहिए। यदि पुर्जा विकास के تحت है, तो खरीदार को यह भी बताना चाहिए कि घटक फिट चेक, इंजन परीक्षण, प्रदर्शन सत्यापन या उत्पादन तैयारी के लिए है।
RFQ जानकारी | अनुशंसित इनपुट | यह क्यों महत्वपूर्ण है |
|---|---|---|
3D CAD फाइल | STEP या X_T फाइल предпочтительна। | कास्टिंग टूलिंग, मशीनिंग योजना और एयरफॉयल निरीक्षण का समर्थन करता है। |
2D ड्राइंग | सहनशीलता, डेटम, सतह फिनिश, सामग्री, ऊष्मा उपचार और निरीक्षण नोट्स। | स्वीकृति मानदंड और विनिर्माण नियंत्रण बिंदुओं को परिभाषित करता है। |
सामग्री मानक | इनकोनेल 713LC, IN713LC, ग्राहक मानक या अनुमोदित समकक्ष। | मिश्र धातु रसायन, कास्टिंग मार्ग, ऊष्मा उपचार और दस्तावेज़ीकरण की पुष्टि करता है। |
एयरफॉयल आवश्यकता | प्रोफाइल सहनशीलता, थ्रोट क्षेत्र, अग्रणी किनारा, पिछला किनारा और पास सीमाएं। | टर्बाइन प्रवाह प्रदर्शन और चरण मिलान को नियंत्रित करता है। |
पोस्ट-प्रोसेसिंग | ऊष्मा उपचार, सीएनसी मशीनिंग, ईडीएम, कोटिंग, पॉलिशिंग या सतह उपचार। | पूर्ण प्रक्रिया मार्ग और लागत निर्धारित करता है। |
निरीक्षण दायरा | FPI, एक्स-रे, CT, CMM, 3D स्कैन, सामग्री रिपोर्ट, FAI, या COC। | गुणवत्ता-नियंत्रण स्तर, लीड टाइम और दस्तावेज़ पैकेज को परिभाषित करता है। |
मात्रा और परियोजना चरण | प्रोटोटाइप, इंजन परीक्षण बैच, पहला आइटम, पायलट बैच या उत्पादन मात्रा। | टूलिंग रणनीति, प्रक्रिया सत्यापन और इकाई मूल्य को प्रभावित करता है। |
10. सारांश
इनकोनेल 713LC NGV2 पुर्जों का निर्माण वैक्यूम निवेश कास्टिंग और सीएनसी मशीनिंग को जोड़कर किया जाता है। कास्टिंग प्रक्रिया निकट-नेट नोजल गाइड वेन बॉडी, एयरफॉयल पास, प्लेटफॉर्म और जटिल ज्यामिति बनाती है, जबकि सीएनसी मशीनिंग महत्वपूर्ण माउंटिंग फेस, सीलिंग एज, डेटम, छिद्र स्थितियों और अंतिम असेंबली विशेषताओं को नियंत्रित करती है।
कस्टम कास्ट और मशीन किए गए NGV विनिर्माण के लिए, मुख्य नियंत्रणों में मोम पैटर्न सटीकता, सिरेमिक शेल की ताकत, वैक्यूम कास्टिंग गुणवत्ता, ऊष्मा उपचार, सीएनसी मशीनिंग, ईडीएम विशेषताएं, एयरफॉयल प्रोफाइल निरीक्षण, थ्रोट क्षेत्र माप, FPI, एक्स-रे/CT, CMM निरीक्षण और सामग्री परीक्षण शामिल हैं। सटीक उद्धरण और विनिर्माण योग्यता समीक्षा का समर्थन करने के लिए खरीदारों को पूर्ण CAD फाइलें, ड्राइंग, सामग्री मानक, पोस्ट-प्रोसेसिंग आवश्यकताएं, निरीक्षण आवश्यकताएं, मात्रा और इंजन अनुप्रयोग विवरण प्रदान करना चाहिए।
