यूएवी टर्बोजेट और टर्बोफैन इंजनों के लिए Inconel 713LC NGV2 पुर्जों का निर्माण कैसे किया जाता है
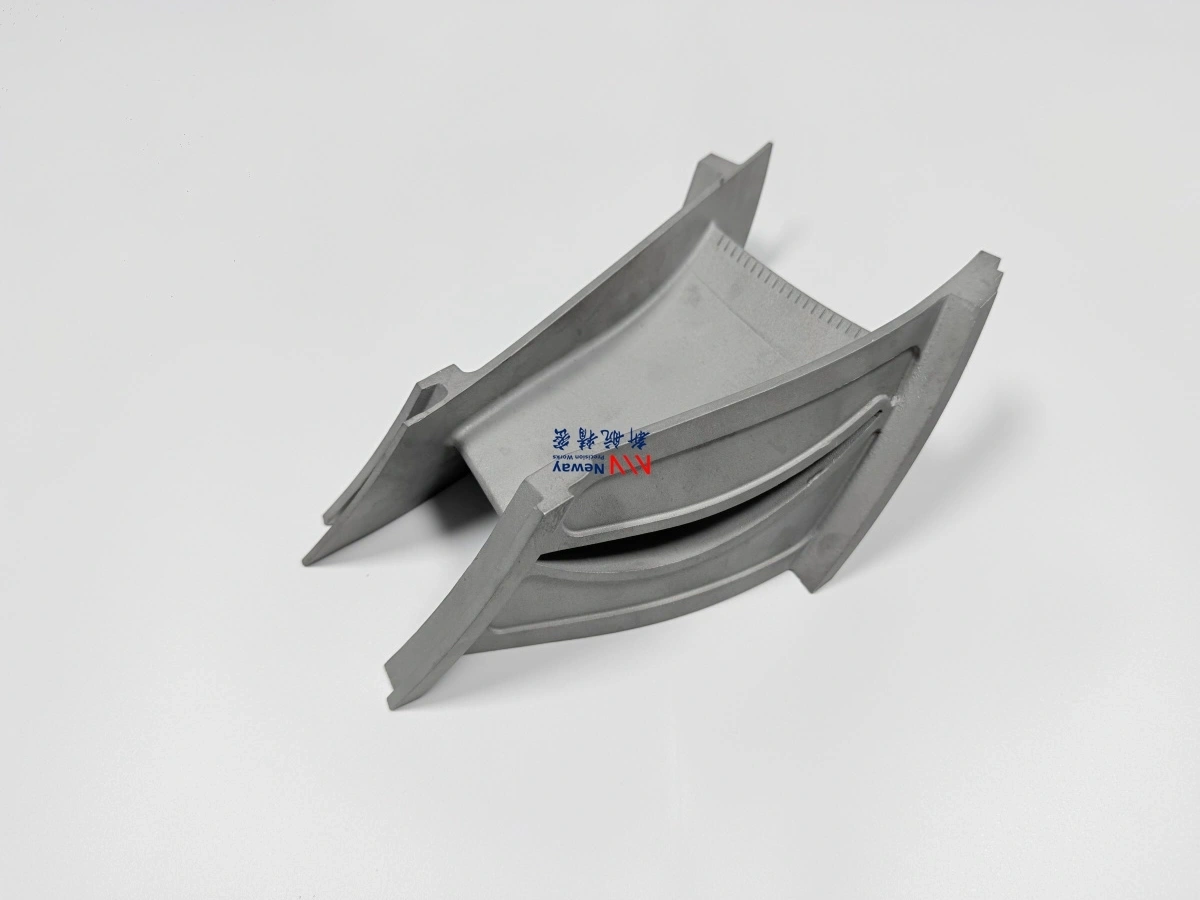
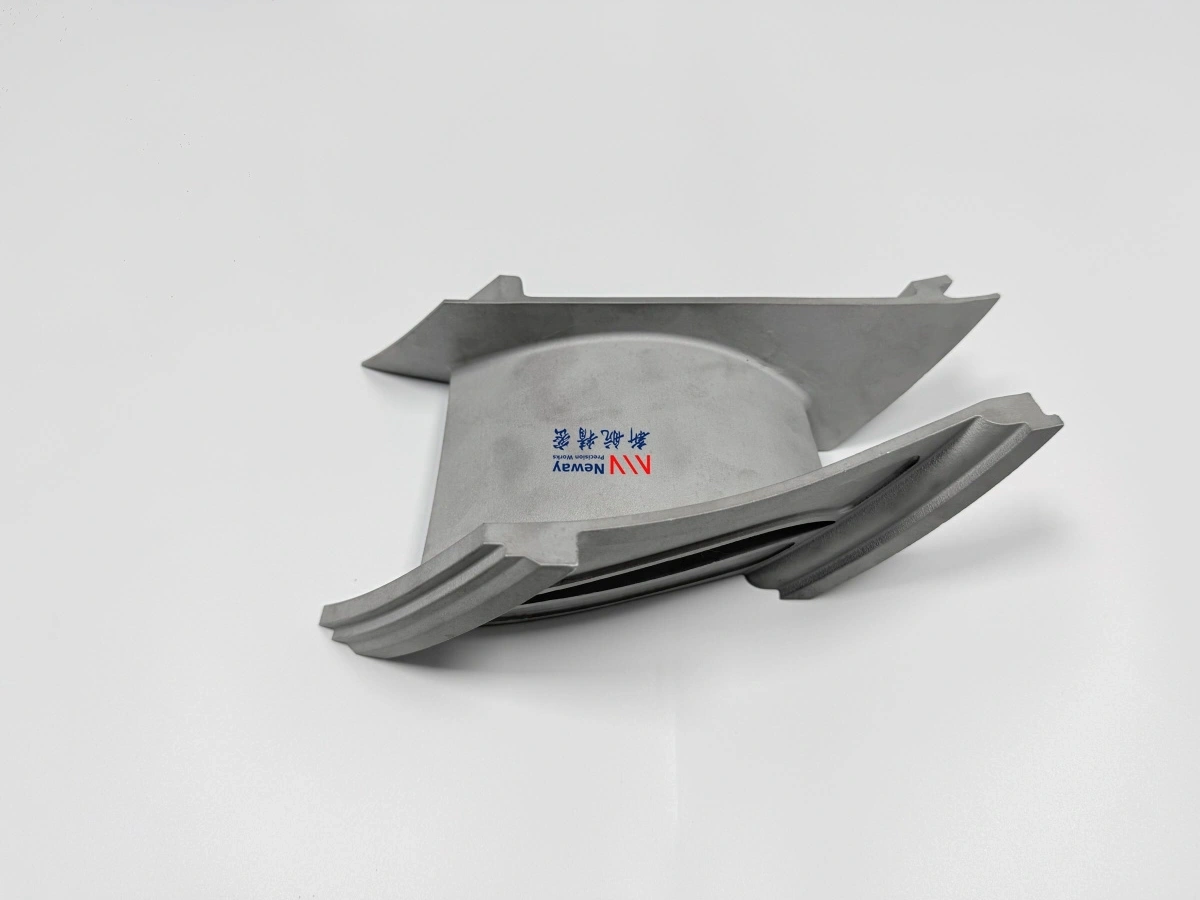
Inconel 713LC NGV2 पुर्जे छोटे यूएवी टर्बोजेट, यूसीएवी टरबाइन, छोटे टर्बोफैन और माइक्रो गैस टरबाइन इंजनों में उपयोग किए जाने वाले महत्वपूर्ण हॉट-सेक्शन घटक हैं। NGV2 आमतौर पर दूसरे चरण के नोजल गाइड वेन या नोजल गाइड वेन नंबर 2 को संदर्भित करता है, जो इंजन वास्तुकला और ग्राहक ड्राइंग सिस्टम पर निर्भर करता है। हालाँकि भारी-duty गैस टरबाइन वेन्स की तुलना में यह पुर्जा अपेक्षाकृत छोटा है, लेकिन गैस प्रवाह दिशा, टरबाइन दक्षता, तापमान वितरण और चरण मिलान के लिए इसका कार्य अत्यंत महत्वपूर्ण है।
यूएवी और यूसीएवी प्रणोदन प्रणालियों के लिए, NGV2 पुर्जे उच्च-तापमान दहन गैस, ऑक्सीकरण, थर्मल साइक्लिंग, कंपन और कस आयामी आवश्यकताओं के संपर्क में आते हैं। एयरफॉइल प्रोफाइल, थ्रोट क्षेत्र, प्लेटफॉर्म स्थिति या माउंटिंग सतह में छोटा विचलन गैस प्रवाह स्थिरता और टरबाइन प्रदर्शन को प्रभावित कर सकता है।
इन आवश्यकताओं के कारण, Inconel 713LC NGV2 विनिर्माण आमतौर पर एक नियंत्रित मार्ग के रूप में योजनाबद्ध किया जाता है जो वैक्यूम इन्वेस्टमेंट कास्टिंग और प्रिसिजन सीएनसी मशीनिंग को जोड़ता है। वैक्यूम कास्टिंग एयरफॉइल, प्लेटफॉर्म, पतली-दीवार संरचना और निकट-नेट-आकार सुपरएलॉय बॉडी बनाता है, जबकि सीएनसी मशीनिंग इंस्टॉलेशन सतहों, डेटम फीचर्स, सीलिंग चेहरों और महत्वपूर्ण असेंबली आयामों को पूरा करता है।
यूएवी टर्बोजेट और टर्बोफैन इंजनों में NGV2 पुर्जा क्या है?
NGV का अर्थ है नोजल गाइड वेन। एक टरबाइन इंजन में, नोजल गाइड वेन्स आवश्यक कोण, वेग और प्रवाह वितरण पर टरबाइन रोटर की ओर दहनकक्ष या पिछले टरबाइन चरण से गर्म गैस का मार्गदर्शन करते हैं। NGV2 आमतौर पर बहु-चरण टरबाइन व्यवस्था में दूसरे चरण के गाइड वेन या डाउनस्ट्रीम नोजल गाइड वेन को संदर्भित करता है।
छोटे यूएवी टर्बोजेट और टर्बोफैन इंजनों में, NGV2 पुर्जे आमतौर पर कॉम्पैक्ट, पतली-दीवार वाले और ज्यामितीय रूप से जटिल होते हैं। इनमें एयरफॉइल सतहें, आंतरिक और बाहरी प्लेटफॉर्म, माउंटिंग फीचर्स, सीलिंग क्षेत्र, स्थानीय स्लॉट और संक्रमण क्षेत्र शामिल हो सकते हैं। इन फीचर्स को अच्छी स्थिरता के साथ निर्मित किया जाना चाहिए क्योंकि वेन न केवल आकार धारण करता है; यह गैस पथ व्यवहार को नियंत्रित करता है।
विकास कार्यक्रमों के लिए, NGV2 पुर्जों का मूल्यांकन अक्सर बड़े पैमाने पर खरीदारी से पहले प्रोटोटाइप कास्टिंग, छोटे बैच Trial production और इंजन परीक्षण के माध्यम से किया जाता है। यह यूएवी इंजन निर्माताओं, प्रणोदन R&D टीमों और यूसीएवी आपूर्ति श्रृंखला डेवलपर्स के लिए विनिर्माण मार्ग चयन को विशेष रूप से महत्वपूर्ण बनाता है।
लागू इंजन प्लेटफॉर्म
Inconel 713LC NGV2 पुर्जों का उपयोग कई कॉम्पैक्ट टरबाइन इंजन प्लेटफॉर्म में किया जा सकता है जहाँ उच्च-तापमान प्रदर्शन और छोटी प्रिसिजन ज्यामिति की आवश्यकता होती है। इन अनुप्रयोगों में यूएवी प्रणोदन, यूसीएवी इंजन, छोटे टर्बोजेट इंजन, छोटे टर्बोफैन इंजन, सहायक पावर यूनिट, माइक्रो गैस टरबाइन और प्रायोगिक टरबाइन सिस्टम शामिल हो सकते हैं।
बड़े औद्योगिक गैस टरबाइनों की तुलना में, यूएवी टरबाइन इंजनों में पुर्जों का आकार छोटा होता है और पैकेजिंग प्रतिबंध कड़े होते हैं। हालाँकि, हॉट-सेक्शन वातावरण अभी भी गंभीर है। पुर्जों को स्थिर ज्यामिति बनाए रखते हुए उच्च गैस तापमान, ऑक्सीकरण, कंपन, स्टार्ट-स्टॉप थर्मल साइक्लिंग और एरोडायनामिक लोड का सामना करना चाहिए।
NewayAeroTech सुपरएलॉय घटक विनिर्माण का समर्थन करता है एयरोस्पेस और एविएशन अनुप्रयोगों के लिए जहाँ हल्की संरचना, उच्च-तापमान विश्वसनीयता और प्रिसिजन विनिर्माण की आवश्यकता होती है। यूएवी इंजन NGV2 परियोजनाओं के लिए, विनिर्माण योजना में इंजन विकास चरण, अपेक्षित परीक्षण मात्रा, अंतिम उत्पादन मांग और निरीक्षण आवश्यकताओं पर विचार किया जाना चाहिए।
छोटे टरबाइन इंजनों में NGV2 का कार्य
NGV2 पुर्जा नियंत्रित कोण और वेग पर उच्च-तापमान गैस को टरबाइन रोटर में направляता है। इसका कार्य सीधे टरबाइन दक्षता, रोटर लोडिंग, तापमान वितरण और चरण-से-चरण प्रवाह मिलान को प्रभावित करता है। कॉम्पैक्ट यूएवी इंजनों में, वेन ज्यामिति में छोटे बदलाव प्रदर्शन पर ध्यान देने योग्य प्रभाव डाल सकते हैं।
NGV2 के मुख्य कार्य शामिल हैं:
आवश्यक प्रवाह कोण पर टरबाइन रोटर की ओर गर्म गैस को निर्देशित करना
गैस वेग और थ्रोट क्षेत्र को नियंत्रित करके टरबाइन दक्षता का समर्थन करना
टरबाइन चरण में स्थिर प्रवाह वितरण बनाए रखना
असमान थर्मल लोडिंग से डाउनस्ट्रीम घटकों की सुरक्षा करने में मदद करना
त्वरण, क्रूजिंग और थर्मल साइक्लिंग के दौरान इंजन स्थिरता का समर्थन करना
चूंकि NGV2 गर्म गैस पथ में काम करता है, इसलिए एरोडायनामिक सटीकता और उच्च-तापमान सामग्री प्रदर्शन दोनों महत्वपूर्ण हैं। एयरफॉइल सतह, अग्रणी किनारे, पिछला किनारा, थ्रोट क्षेत्र और प्लेटफॉर्म ज्यामिति को अलग विनिर्माण फीचर्स के रूप में नहीं बल्कि एक साथ नियंत्रित किया जाना चाहिए।
NGV2 पुर्जों के लिए Inconel 713LC का उपयोग क्यों किया जाता है
Inconel 713LC, जिसे IN713LC भी लिखा जाता है, एक निकेल-आधारित कास्टिंग सुपरएलॉय है जिसका आमतौर पर उच्च-तापमान टरबाइन घटकों, नोजल हार्डवेयर और कास्ट हॉट-सेक्शन पुर्जों के लिए किया जाता है। यह छोटे टरबाइन इंजन घटकों के लिए उच्च-तापमान शक्ति, ऑक्सीकरण प्रतिरोध, कास्टिंग उपयुक्तता और प्रदर्शन स्थिरता का एक उपयोगी संतुलन प्रदान करता है।
NGV2 पुर्जों के लिए, Inconel 713LC का चयन इसलिए किया जाता है क्योंकि घटक को एयरफॉइल आकार और प्लेटफॉर्म ज्यामिति को स्थिर रखते हुए गर्म गैस के संपर्क का सामना करना चाहिए। सामग्री वैक्यूम कास्टिंग के लिए भी उपयुक्त होनी चाहिए क्योंकि नोजल गाइड वेन्स में अक्सर पतली दीवारें, वक्र एयरफॉइल, संकीर्ण पिछले किनारे और प्लेटफॉर्म संक्रमण शामिल होते हैं जिन्हें ठोस स्टॉक से पूरी तरह मशीन करना मुश्किल होता है।
NewayAeroTech उच्च-तापमान पुर्जों के लिए Inconel मिश्र धातु विनिर्माण प्रदान करता है जहाँ कास्टिंग गुणवत्ता, मशीनिंग सटीकता और निरीक्षण नियंत्रण का एक साथ मूल्यांकन किया जाना चाहिए। व्यापक टरबाइन हॉट-सेक्शन परियोजनाओं के लिए, Superalloys का आमतौर पर उपयोग किया जाता है जब शक्ति, ऑक्सीकरण प्रतिरोध, क्रीप प्रतिरोध और थर्मल स्थिरता की आवश्यकता होती है।
IN713LC NGV2 के लिए वैक्यूम इन्वेस्टमेंट कास्टिंग मार्ग
Vacuum investment casting कई Inconel 713LC NGV2 पुर्जों के लिए प्राथमिक विनिर्माण मार्ग है क्योंकि यह पूर्ण सीएनसी मशीनिंग की तुलना में बहुत कम सामग्री अपशिष्ट के साथ जटिल निकट-नेट-आकार ज्यामिति बना सकता है। यह वक्र एयरफॉइल सतहों, पतले किनारों और प्लेटफॉर्म फीचर्स वाले छोटे टरबाइन वेन्स के लिए विशेष रूप से महत्वपूर्ण है।
Vacuum Investment Castings वेन बॉडी, एयरफॉइल कॉन्टूर, प्लेटफॉर्म और स्थानीय संरचनात्मक फीचर्स को प्रिसिजन फिनिशिंग से पहले कास्ट ब्लैंक के रूप में उत्पादित करने की अनुमति देते हैं। निकेल-आधारित सुपरएलॉय के लिए, वैक्यूम वातावरण ऑक्सीकरण को नियंत्रित करने में भी मदद करता है और अधिक स्थिर उच्च-तापमान मिश्र धातु प्रसंस्करण का समर्थन करता है।
IN713LC NGV2 कास्टिंग के लिए, प्रक्रिया योजना पर ध्यान केंद्रित करना चाहिए:
मोम पैटर्न सटीकता और एयरफॉइल सतह स्थिरता
पतली-दीवार और किनारे क्षेत्रों के आसपास सिरेमिक शेल स्थिरता
सिकुड़न, छिद्रता, दरारें और विरूपण का नियंत्रण
अग्रणी किनारे और पिछले किनारे की कास्टिंग गुणवत्ता
प्लेटफॉर्म समतलता, संक्रमण क्षेत्र और स्थानीय रिब या बॉस फीचर्स
इंस्टॉलेशन और डेटम सतहों के लिए मशीनिंग भत्ता
छोटे स्थिर टरबाइन गाइड वेन्स के लिए, Equiaxed Crystal Casting अक्सर एक व्यावहारिक मार्ग होता है जब पुर्जे को दिशात्मक ठोसीकरण या एकल क्रिस्टल संरचना की आवश्यकता नहीं होती है। यह कास्ट हॉट-सेक्शन घटकों का समर्थन करता है जहाँ ज्यामिति, सामग्री स्थिरता और पोस्ट-कास्टिंग मशीनिंग को संतुलित किया जाना चाहिए।
पूर्ण सीएनसी मशीनिंग आमतौर पर सबसे अच्छा मार्ग क्यों नहीं है
कुछ शुरुआती प्रोटोटाइप के लिए, बिलेट से सीएनसी मशीनिंग तेज लग सकती है क्योंकि यह कास्टिंग टूलिंग से बचती है। हालाँकि, Inconel 713LC NGV2 पुर्जों के लिए, पूर्ण सीएनसी मशीनिंग आमतौर परpreferred उत्पादन मार्ग नहीं होता है जब ज्यामिति में एयरफॉइल वक्र, पतले पिछले किनारे, जटिल प्लेटफॉर्म और गैस पथ सतहें शामिल होती हैं।
इसके कई कारण हैं:
IN713LC एक मशीन करने में कठिन निकेल-आधारित सुपरएलॉय है
एयरफॉइल सतहों के लिए लंबा मशीनिंग समय और जटिल टूल पथ की आवश्यकता होती है
पतले अग्रणी और पिछले किनारे कटिंग फोर्स और कंपन के प्रति संवेदनशील होते हैं
ठोस स्टॉक से सामग्री हटाना अकुशल और महंगा हो सकता है
प्लेटफॉर्म संक्रमण और वक्र सतहें फिक्स्चर जटिलता बढ़ाती हैं
एयरफ्लो-महत्वपूर्ण ज्यामिति को मशीनिंग के बाद भी प्रोफाइल निरीक्षण की आवश्यकता हो सकती है
इस कारण से, निकट-नेट-आकार वेन ब्लैंक बनाने के लिए आमतौर पर वैक्यूम कास्टिंग का उपयोग किया जाता है, जबकि सीएनसी मशीनिंग उन प्रिसिजन फीचर्स के लिए आरक्षित होती है जो केवल कास्टिंग सहनशीलता पर निर्भर नहीं रह सकते हैं।
टरबाइन वेन सटीकता के लिए सीएनसी मशीनिंग मार्ग
कास्टिंग के बाद, NGV2 पुर्जे के कार्यात्मक इंटरफेस को पूरा करने के लिए सीएनसी मशीनिंग का उपयोग किया जाता है। कास्टिंग एरोडायनामिक बॉडी बनाती है, लेकिन सीएनसी मशीनिंग उन सतहों को नियंत्रित करती है जो असेंबली स्थिति, सीलिंग, चरण संरेखण और दोहराव क्षमता निर्धारित करती हैं।
IN713LC NGV2 पुर्जों के लिए Superalloy CNC Machining महत्वपूर्ण है क्योंकि उच्च-तापमान निकेल मिश्र धातुओं को स्थिर टूलिंग, नियंत्रित कटिंग पैरामीटर, मजबूत फिक्स्चरिंग और सावधानीपूर्वक निरीक्षण की आवश्यकता होती है। मशीनिंग मार्ग को पतले एयरफॉइल क्षेत्रों पर अनावश्यक कटिंग से बचना चाहिए जबकि इंस्टॉलेशन और रेफरेंस फीचर्स पर सटीकता सुनिश्चित करनी चाहिए।
विशिष्ट सीएनसी-मशीन किए गए क्षेत्रों में शामिल हो सकते हैं:
माउंटिंग चेहरे और प्लेटफॉर्म संपर्क सतहें
निरीक्षण और असेंबली संरेखण के लिए उपयोग की जाने वाली डेटम सतहें
सीलिंग चेहरे और नियंत्रित सीमा सतहें
स्थिति छेद, स्लॉट या फिक्सिंग फीचर्स
स्थानीय मोटाई-नियंत्रित क्षेत्र
आसन्न इंजन हार्डवेयर के साथ फिट को प्रभावित करने वाले इंटरफेस फीचर्स
छोटे टरबाइन वेन्स के लिए, फिक्स्चर डिजाइन बहुत महत्वपूर्ण है। पुर्जे को पतले खंडों को विकृत किए बिना या कास्ट एयरफॉइल सतहों को नुकसान पहुंचाए बिना सुरक्षित रूप से पकड़ा जाना चाहिए। डेटम योजना को ड्राइंग, निरीक्षण विधि और अंतिम असेंबली आवश्यकता से भी मिलान करना चाहिए।
एयरफॉइल और थ्रोट क्षेत्र नियंत्रण
एक NGV2 पुर्जे की सबसे महत्वपूर्ण विशेषता केवल इसका बाहरी आकार नहीं है। एयरफॉइल कॉन्टूर और थ्रोट क्षेत्र सीधे गैस प्रवाह, टरबाइन इनलेट कोण, दबाव वितरण और इंजन दक्षता को प्रभावित करते हैं। यूएवी टर्बोजेट और टर्बोफैन इंजनों के लिए, वेन्स के बीच प्रवाह स्थिरता विशेष रूप से महत्वपूर्ण है क्योंकि इंजन कॉम्पैक्ट होता है और टरबाइन चरण स्थानीय ज्यामिति परिवर्तनों के प्रति संवेदनशील होता है।
एयरफॉइल और थ्रोट क्षेत्र नियंत्रण में शामिल होना चाहिए:
अग्रणी किनारे और पिछले किनारे प्रोफाइल निरीक्षण
एयरफॉइल प्रेशर साइड और सक्शन साइड कॉन्टूर नियंत्रण
वेन सेट में थ्रोट क्षेत्र स्थिरता
प्लेटफॉर्म-से-एयरफॉइल संक्रमण नियंत्रण
वेन कोण और गैस पथ संरेखण सत्यापन
गैस-प्रवाह क्षेत्रों में सतह स्थिति नियंत्रण
यदि थ्रोट क्षेत्र बहुत छोटा है, तो प्रवाह प्रतिबंध और स्थानीय ओवरहीटिंग हो सकती है। यदि यह बहुत बड़ा है, तो टरबाइन दक्षता और चरण मिलान प्रभावित हो सकता है। इसलिए, कास्टिंग मार्ग, सीएनसी डेटम और अंतिम निरीक्षण सभी को एयरफ्लो-महत्वपूर्ण ज्यामिति के आसपास योजनाबद्ध किया जाना चाहिए।
डिलीवरी से पहले निरीक्षण
निरीक्षण IN713LC NGV2 पुर्जों के लिए आवश्यक है क्योंकि घटक जटिल कास्टिंग ज्यामिति, प्रिसिजन मशीनिंग, उच्च-तापमान सामग्री आवश्यकताओं और एरोडायनामिक प्रदर्शन संवेदनशीलता को जोड़ता है। निरीक्षण को कास्ट सबस्ट्रेट और अंतिम मशीन किए गए घटक दोनों को सत्यापित करना चाहिए।
NewayAeroTech उन परियोजनाओं के लिए Superalloy Material Testing and Analysis का समर्थन करता है जहाँ सामग्री सत्यापन, कास्टिंग दोष नियंत्रण, आयामी निरीक्षण और विफलता जोखिम मूल्यांकन की आवश्यकता होती है।
निरीक्षण आइटम | क्या जांचें | यह क्यों महत्वपूर्ण है |
|---|---|---|
FPI | सतह दरारें, कास्टिंग दोष, किनारे दोष | इंजन परीक्षण या डिलीवरी से पहले सतह-तोड़ने वाले दोषों का पता लगाने में मदद करता है |
X-ray या CT | आंतरिक छिद्रता, सिकुड़न, अशुद्धियां, छिपे हुए दोष | हॉट-सेक्शन सेवा के लिए आंतरिक कास्टिंग गुणवत्ता को सत्यापित करता है |
CMM निरीक्षण | डेटम सतहें, माउंटिंग फीचर्स, प्लेटफॉर्म आयाम | असेंबली फिट और आयामी दोहराव क्षमता की पुष्टि करता है |
एयरफॉइल प्रोफाइल जांच | अग्रणी किनारा, पिछला किनारा, प्रेशर साइड, सक्शन साइड | एरोडायनामिक ज्यामिति और चरण दक्षता को नियंत्रित करता है |
थ्रोट क्षेत्र जांच | गैस प्रवाह चैनल ओपनिंग और वेन-से-वेन स्थिरता | स्थिर टरबाइन प्रवाह और चरण मिलान का समर्थन करता है |
सामग्री सत्यापन | सामग्री प्रमाणपत्र, संरचना, यदि आवश्यक हो तो हीट ट्रीटमेंट रिकॉर्ड | पुष्टि करता है कि पुर्जा निर्दिष्ट IN713LC आवश्यकता को पूरा करता है |
Inconel 713LC NGV2 पुर्जों के लिए विनिर्माण चुनौतियां
हालाँकि यूएवी इंजनों के लिए NGV2 पुर्जे छोटे होते हैं, लेकिन उनके विनिर्माण जोखिम उच्च हो सकते हैं। छोटा आकार सरल उत्पादन का मतलब नहीं है। पुर्जा पतले एयरफॉइल ज्यामिति, उच्च-तापमान मिश्र धातु कास्टिंग, प्रिसिजन प्लेटफॉर्म मशीनिंग और एयरफ्लो-संवेदनशील निरीक्षण आवश्यकताओं को जोड़ता है।
सामान्य विनिर्माण चुनौतियों में शामिल हैं:
कास्टिंग सिकुड़न के बाद एयरफॉइल स्थिरता बनाए रखना
पतले पिछले किनारे के विरूपण या क्षति को रोकना
छोटे कास्ट खंडों में छिद्रता, दरारें और आंतरिक दोषों को नियंत्रित करना
कास्टिंग डेटम को सीएनसी मशीनिंग डेटम के साथ संरेखित करना
वेन सेट में थ्रोट क्षेत्र स्थिरता बनाए रखना
एरोडायनामिक सतहों के ओवर-मशीनिंग से बचना
इंजन विकास और आपूर्तिकर्ता योग्यता का समर्थन करने वाले निरीक्षण डेटा प्रदान करना
ये चुनौतियां बताती हैं कि आपूर्तिकर्ता को विनिर्माण और टरबाइन कार्य दोनों को समझना चाहिए। पुर्जे को केवल एक कास्टिंग या केवल एक मशीन किए गए घटक के रूप में नहीं माना जाना चाहिए। इसे एक कार्यात्मक हॉट-सेक्शन गैस पथ पुर्जे के रूप में मूल्यांकन किया जाना चाहिए।
कस्टम यूएवी टरबाइन इंजन NGV2 पुर्जों के लिए RFQ चेकलिस्ट
Inconel 713LC NGV2 पुर्जों का सटीक उद्धरण देने के लिए, ग्राहकों को पूर्ण तकनीकी जानकारी प्रदान करनी चाहिए। यह आपूर्तिकर्ता को कास्टिंग टूलिंग, मशीनिंग भत्ता, निरीक्षण लागत, लीड टाइम और विनिर्माण जोखिम का मूल्यांकन करने की अनुमति देता है।
एक पूर्ण RFQ में शामिल होना चाहिए:
इंजन प्रकार, जैसे यूएवी टर्बोजेट, यूसीएवी टरबाइन इंजन, छोटा टर्बोफैन या माइक्रो गैस टरबाइन
पुर्जे का नाम, पुर्जा संख्या, चरण संख्या और संशोधन स्तर
STEP, X_T, या किसी अन्य एडिटेबल प्रारूप में 3D CAD फ़ाइल
सहनशीलता, डेटम संदर्भ और महत्वपूर्ण आयामों के साथ 2D ड्राइंग
Inconel 713LC / IN713LC के लिए सामग्री विनिर्देश
प्रोटोटाइप, परीक्षण बैच और भविष्य के उत्पादन के लिए आवश्यक मात्रा
एयरफॉइल प्रोफाइल और थ्रोट क्षेत्र आवश्यकताएं
यदि लागू हो तो हीट ट्रीटमेंट, कोटिंग या सतह फिनिश आवश्यकताएं
FPI, X-ray, CT, CMM, प्रोफाइल रिपोर्ट या सामग्री परीक्षण जैसे निरीक्षण आवश्यकताएं
इंजन परीक्षण अनुसूची, डिलीवरी लक्ष्य और दस्तावेज़ीकरण आवश्यकताएं
यदि परियोजना किसी पुराने पुर्जे या रिवर्स इंजीनियरिंग डेटा पर आधारित है, तो ग्राहक को नमूने की स्थिति, स्कैन सटीकता, घिसे हुए क्षेत्र के नोट्स और कार्यात्मक सतहें जो संरक्षित की जानी चाहिए, उन्हें भी प्रदान करना चाहिए। टरबाइन गाइड वेन्स के लिए, रिवर्स इंजीनियरिंग को केवल बाहरी आकार नहीं बल्कि एरोडायनामिक बेसलाइन को परिभाषित करना चाहिए।
FAQ
