ड्रोन इंजनों के लिए Inconel 713LC NGV2 पार्ट्स की डिलीवरी से पहले क्या निरीक्षण किया जाना चाहिए?
ड्रोन इंजनों के लिए Inconel 713LC NGV2 पार्ट्स की डिलीवरी से पहले क्या निरीक्षण किया जाना चाहिए?
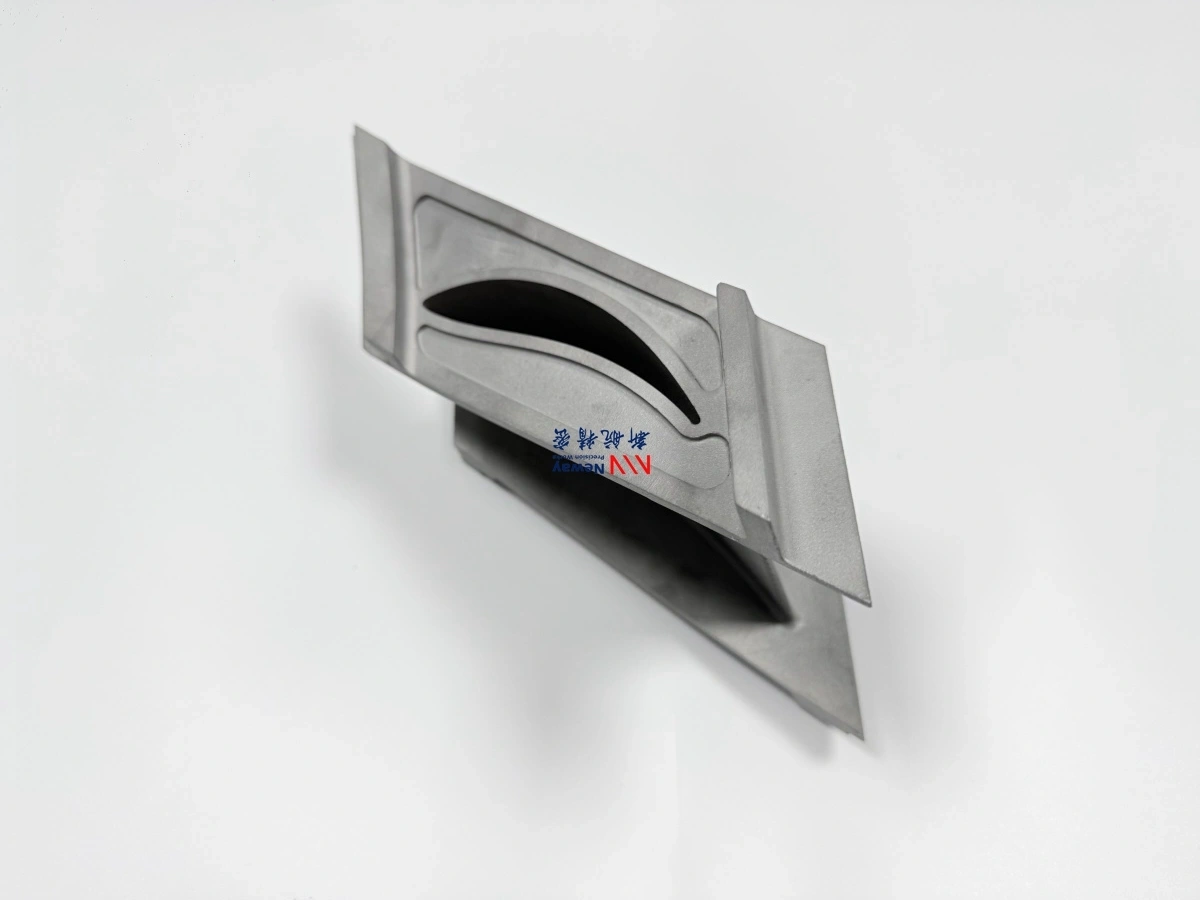
ड्रोन इंजनों के लिए Inconel 713LC NGV2 पार्ट्स की डिलीवरी से पहले, आपूर्तिकर्ता को सामग्री सत्यापन, कास्टिंग दोष, सतह दरारें, एयरफॉइल प्रोफाइल, थ्रोट क्षेत्र, प्लेटफ़ॉर्म आयाम, माउंटिंग विशेषताएं, सीलिंग सतहें, छिद्र स्थिति, हीट ट्रीटमेंट स्थिति और अंतिम दस्तावेज़ीकरण का निरीक्षण करना चाहिए। चूंकि NGV2 घटक टरबाइन के हॉट सेक्शन में काम करते हैं, इसलिए निरीक्षण आयामी सटीकता और उच्च-तापमान विश्वसनीयता दोनों पर केंद्रित होना चाहिए।
ड्रोन टर्बोजेट और टर्बोफैन इंजन नोज़ल गाइड वेन्स के लिए, गुणवत्ता नियंत्रण केवल बाहरी आयामों की जांच तक सीमित नहीं है। आपूर्तिकर्ता को यह सत्यापित करना चाहिए कि वैक्यूम इन्वेस्टमेंट कास्टिंग्स दोष आवश्यकताओं को पूरा करते हैं या नहीं, मशीनिंग की गई विशेषताएं असेंबली सहनशीलता को पूरा करती हैं या नहीं, और क्या सामग्री की स्थिति गर्म गैस, ऑक्सीकरण, तापीय चक्रण और इंजन परीक्षण के लिए उपयुक्त है।
1. सीधा उत्तर: डिलीवरी से पहले क्या निरीक्षण किया जाना चाहिए?
डिलीवरी से पहले, Inconel 713LC NGV2 पार्ट्स की सामग्री संरचना, हीट ट्रीटमेंट स्थिति, आंतरिक कास्टिंग दोष, सतह दरारें, एयरफॉइल प्रोफाइल, थ्रोट क्षेत्र, प्लेटफ़ॉर्म आयाम, छिद्र स्थिति, सीलिंग फेस, माउंटिंग डेटम, सतह स्थिति और दस्तावेज़ीकरण की पूर्णता के लिए निरीक्षण किया जाना चाहिए। ये जांचें यह पुष्टि करने में मदद करती हैं कि NGV2 पार्ट्स ड्रोन इंजन हॉट-सेक्शन असेंबली और परीक्षण के लिए उपयुक्त हैं।
निरीक्षण श्रेणी | क्या जांचा जाना चाहिए | NGV2 पार्ट्स के लिए यह क्यों महत्वपूर्ण है |
|---|---|---|
सामग्री सत्यापन | रासायनिक संरचना, सामग्री प्रमाणपत्र और हीट ट्रीटमेंट स्थिति। | पुष्टि करता है कि पार्ट आवश्यक Inconel 713LC सामग्री से बना है। |
आंतरिक दोष निरीक्षण | सरंध्रता (Porosity), संकुचन, अशुद्धियां, हॉट टीयर्स और असामान्य कास्टिंग दोष। | छिपे हुए दोषों द्वारा हॉट-सेक्शन विश्वसनीयता को कम करने से रोकता है। |
सतह दोष निरीक्षण | सतह दरारें, किनारे की दरारें, कास्टिंग असंततताएं और मशीनिंग क्षति। | तापीय चक्रण के दौरान दरार शुरू होने के जोखिम को कम करता है। |
आयामी निरीक्षण | प्लेटफ़ॉर्म, छिद्र, सीलिंग फेस, माउंटिंग डेटम और असेंबली विशेषताएं। | केसिंग, रोटर क्लीयरेंस और आसन्न घटकों के साथ सही फिट सुनिश्चित करता है। |
एयरफॉइल प्रोफाइल निरीक्षण | वेन प्रोफाइल, लीडिंग एज, ट्रेलिंग एज, पास आकार और CAD विचलन। | गैस प्रवाह दिशा और टरबाइन दक्षता को नियंत्रित करता है। |
थ्रोट क्षेत्र निरीक्षण | पास चौड़ाई, प्रभावी प्रवाह क्षेत्र और वेन्स के बीच स्थिरता। | द्रव्यमान प्रवाह, दबाव वितरण और टरबाइन स्टेज मिलान को प्रभावित करता है। |
दस्तावेज़ीकरण | FAI, आयामी रिपोर्ट, NDT रिपोर्ट, सामग्री रिपोर्ट, हीट ट्रीटमेंट रिकॉर्ड और COC। | ग्राहक गुणवत्ता अनुमोदन और ट्रेसबिलिटी का समर्थन करता है। |
2. सामग्री सत्यापन कैसे किया जाना चाहिए?
सामग्री सत्यापन की पुष्टि करनी चाहिए कि NGV2 पार्ट निर्दिष्ट Inconel 713LC या अनुमोदित समकक्ष सामग्री से बना है। इसमें रासायनिक संरचना की समीक्षा, सामग्री प्रमाणपत्र की जांच, हीट ट्रीटमेंट रिकॉर्ड की समीक्षा, कठोरता परीक्षण, माइक्रोस्ट्रक्चर मूल्यांकन और ट्रेसबिलिटी पुष्टि शामिल हो सकती है।
सुपरएलॉय सामग्री परीक्षण और विश्लेषण मिश्र धातु सत्यापन, माइक्रोस्ट्रक्चर समीक्षा, दोष विश्लेषण और हॉट-सेक्शन टरबाइन घटकों के लिए सामग्री सत्यापन का समर्थन कर सकता है। ड्रोन इंजन NGV2 पार्ट्स के लिए, यह विशेष रूप से महत्वपूर्ण है जब पार्ट का उपयोग प्रोटोटाइप इंजन परीक्षण, प्रदर्शन सत्यापन या बार-बार उत्पादन के लिए किया जाएगा।
सामग्री जांच | उद्देश्य | अनुशंसित दस्तावेज़ीकरण |
|---|---|---|
रासायनिक संरचना | पुष्टि करता है कि मिश्र धातु Inconel 713LC आवश्यकताओं से मेल खाती है। | सामग्री परीक्षण रिपोर्ट या संरचना विश्लेषण रिपोर्ट। |
सामग्री प्रमाणपत्र | कच्चे मिश्र धातु या कास्टिंग बैच के लिए ट्रेसबिलिटी प्रदान करता है। | सामग्री प्रमाणपत्र या आपूर्तिकर्ता सामग्री रिपोर्ट। |
हीट ट्रीटमेंट स्थिति | पुष्टि करता है कि पार्ट को आवश्यक तापीय प्रक्रिया मिली है। | हीट ट्रीटमेंट रिकॉर्ड और बैच ट्रेसबिलिटी। |
माइक्रोस्ट्रक्चर समीक्षा | जांचता है कि कास्टिंग और हीट ट्रीटमेंट स्थिति स्वीकार्य है या नहीं। | जहां आवश्यक हो धातुविज्ञान रिपोर्ट। |
कठोरता परीक्षण | सामग्री स्थिति और प्रक्रिया स्थिरता का एक बुनियादी संकेत प्रदान करता है। | जब निर्दिष्ट हो तो कठोरता निरीक्षण रिपोर्ट। |
3. किन कास्टिंग दोषों का निरीक्षण किया जाना चाहिए?
Inconel 713LC NGV2 पार्ट्स की कास्टिंग दोषों जैसे गैस सरंध्रता, संकुचन सरंध्रता, अशुद्धियां, हॉट टीयर्स, मिसरन, सतह लैप्स, असामान्य ग्रेन स्थिति और स्थानीय विकृति के लिए जांच की जानी चाहिए। चूंकि NGV2 पार्ट्स में पतले एयरफॉइल, संकरे पास, प्लेटफ़ॉर्म और उच्च-तापमान सेवा आवश्यकताएं होती हैं, इसलिए डिलीवरी से पहले कास्टिंग दोषों को सावधानीपूर्वक नियंत्रित किया जाना चाहिए।
कास्टिंग दोष | संभावित प्रभाव | निरीक्षण विधि |
|---|---|---|
गैस सरंध्रता | थकान प्रतिरोध को कम कर सकता है और वेन या प्लेटफ़ॉर्म में कमजोर क्षेत्र बना सकता है। | जहां आवश्यक हो एक्स-रे, सीटी, या सेक्शन समीक्षा। |
संकुचन सरंध्रता | मोटे से पतले संक्रमण क्षेत्रों में संरचनात्मक अखंडता को कम कर सकता है। | एक्स-रे, सीटी, या लक्षित दोष निरीक्षण। |
अशुद्धियां | स्थानीय तनाव एकाग्रता या दरार शुरू होने वाले स्थल बना सकती हैं। | एक्स-रे, सीटी, दृश्य निरीक्षण, या धातुविज्ञान विश्लेषण। |
हॉट टीयर्स | फिलेट्स, प्लेटफ़ॉर्म, एयरफॉइल रूट्स या पतले किनारों के पास दरारें पैदा कर सकते हैं। | FPI, दृश्य निरीक्षण और स्थानीय आवर्धित निरीक्षण। |
मिसरन या अपूर्ण भराव | पतले ट्रेलिंग एज, स्थानीय प्लेटफ़ॉर्म और वेन पास ज्यामिति को प्रभावित कर सकता है। | दृश्य निरीक्षण, आयामी निरीक्षण और प्रोफाइल स्कैनिंग। |
असामान्य ग्रेन स्थिति | उच्च-तापमान प्रदर्शन और स्थिरता को प्रभावित कर सकता है। | जब विनिर्देश द्वारा आवश्यक हो तो धातुविज्ञान निरीक्षण। |
4. सतह दोषों का निरीक्षण कैसे किया जाना चाहिए?
सतह दोष निरीक्षण दरारों, किनारे के दोषों, कास्टिंग असंततताओं, ग्राइंडिंग क्षति, मशीनिंग निशान, बर्स और स्थानीय सतह क्षति पर केंद्रित होना चाहिए। टरबाइन वेन कास्टिंग्स और मशीन किए गए हॉट-सेक्शन पार्ट्स पर सतह-भंग करने वाली दरारों का पता लगाने के लिए आम तौर पर फ्लोरोसेंट पेनेट्रेंट निरीक्षण का उपयोग किया जाता है।
Inconel 713LC NGV2 पार्ट्स के लिए, लीडिंग एज, ट्रेलिंग एज, एयरफॉइल फिलेट्स, प्लेटफ़ॉर्म संक्रमण, सीलिंग एज, माउंटिंग विशेषताएं और मशीन किए गए छिद्रों पर सतह दोष विशेष रूप से महत्वपूर्ण हैं। ये क्षेत्र इंजन संचालन के दौरान तापीय थकान, कंपन और तनाव एकाग्रता के प्रति अधिक संवेदनशील होते हैं।
सतह क्षेत्र | निरीक्षण फोकस | यह क्यों महत्वपूर्ण है |
|---|---|---|
लीडिंग एज | दरारें, कटाव जैसे दोष, कास्टिंग खामियां और सतह क्षति। | गर्म गैस प्राप्त करता है और प्रवाह प्रवेश गुणवत्ता को प्रभावित करता है। |
ट्रेलिंग एज | पतले-किनारे की दरारें, चिपिंग, अपूर्ण भराव या मशीनिंग क्षति। | गैस निकास कोण और दरार संवेदनशीलता को प्रभावित करता है। |
एयरफॉइल फिलेट्स | हॉट टीयर्स, संकुचन से संबंधित दरारें और तनाव एकाग्रता। | फिलेट दरारें तापीय चक्रण के दौरान बढ़ सकती हैं। |
प्लेटफ़ॉर्म संक्रमण | कास्टिंग दरारें, मशीनिंग निशान और स्थानीय सतह असंततताएं। | संरचनात्मक सहायता और असेंबली स्थिरता के लिए महत्वपूर्ण। |
मशीन किए गए छिद्र और स्लॉट | बर्स, माइक्रोक्रैक, EDM रिकास्ट लेयर और किनारे की स्थिति। | असेंबली विश्वसनीयता और दरार-शुरुआत जोखिम को प्रभावित करता है। |
सीलिंग एज | बर्स, डेंट्स, दरारें और किनारे प्रोफाइल दोष। | लीकेज नियंत्रण और असेंबली फिट को प्रभावित करता है। |
5. किस आयामी निरीक्षण की आवश्यकता है?
आयामी निरीक्षण को NGV2 प्लेटफ़ॉर्म आयाम, माउंटिंग सतहों, डेटम विशेषताओं, छिद्र स्थिति, सीलिंग फेस, रिंग इंटरफेस, दीवार की मोटाई और असेंबली-महत्वपूर्ण विशेषताओं को सत्यापित करना चाहिए। मशीन किए गए फीचर्स के लिए आमतौर पर CMM निरीक्षण का उपयोग किया जाता है, जबकि 3D स्कैनिंग प्रोफाइल और फ्रीफॉर्म ज्यामिति समीक्षा का समर्थन कर सकती है।
सुपरएलॉय CNC मशीनिंग को सावधानीपूर्वक सत्यापित किया जाना चाहिए क्योंकि मशीनिंग NGV2 पार्ट की अंतिम स्थापना और असेंबली विशेषताओं को नियंत्रित करती है। यदि प्लेटफ़ॉर्म आयाम, छिद्र या डेटम सहनशीलता से बाहर हैं, तो वेन केसिंग, रोटर क्लीयरेंस या आसन्न टरबाइन घटकों के साथ सही संरेखित नहीं हो सकता है।
आयामी आइटम | यह क्या सत्यापित करता है | निरीक्षण विधि |
|---|---|---|
प्लेटफ़ॉर्म आयाम | आंतरिक और बाहरी प्लेटफ़ॉर्म आकार, मोटाई और फिट की पुष्टि करता है। | CMM, हाइट गेज, प्रोफाइल माप या 3D स्कैनिंग। |
माउंटिंग सतहें | समतलता, स्थिति, समानांतरता और असेंबली फिट की जांच करता है। | CMM और सतह निरीक्षण। |
छिद्र स्थिति | व्यास, गहराई, स्थिति और अभिविन्यास को सत्यापित करता है। | CMM, पिन गेज, ऑप्टिकल माप या समर्पित फिक्स्चर। |
सीलिंग फेस | समतलता, प्रोफाइल, किनारे की स्थिति और सतह फinish की जांच करता है। | CMM, रफनेस टेस्टर, दृश्य निरीक्षण और फिट चेक। |
स्थापना डेटम | इंजन असेंबली के लिए उपयोग की जाने वाली संदर्भ सतहों की पुष्टि करता है। | CMM और डेटम-आधारित निरीक्षण रिपोर्ट। |
दीवार की मोटाई | सत्यापित करता है कि पतले खंड और प्लेटफ़ॉर्म डिजाइन आवश्यकताओं को पूरा करते हैं। | अल्ट्रासोनिक परीक्षण, सीटी, सेक्शन समीक्षा, या जहां लागू हो यांत्रिक माप। |
6. एयरफॉइल प्रोफाइल और थ्रोट क्षेत्र का निरीक्षण कैसे किया जाता है?
एयरफॉइल प्रोफाइल और थ्रोट क्षेत्र निरीक्षण महत्वपूर्ण हैं क्योंकि NGV2 डाउनस्ट्रीम टरबाइन रोटर से पहले गर्म गैस दिशा, वेग और दबाव वितरण को नियंत्रित करता है। एयरफॉइल प्रोफाइल, लीडिंग एज, ट्रेलिंग एज, वेन कोण, पास चौड़ाई और प्रभावी थ्रोट क्षेत्र की जांच ड्राइंग या CAD मॉडल के खिलाफ की जानी चाहिए।
ड्रोन इंजन नोज़ल गाइड वेन्स के लिए, यहां तक कि छोटे प्रोफाइल विचलन भी टरबाइन दक्षता, थ्रस्ट प्रतिक्रिया, रोटर लोडिंग और तापीय वितरण को प्रभावित कर सकते हैं। प्रोफाइल निरीक्षण पार्ट के आकार और सहनशीलता आवश्यकता के आधार पर 3D स्कैनिंग, CMM, ऑप्टिकल माप, टेम्पलेट्स या समर्पित गेज द्वारा किया जा सकता है।
एयरफॉइल निरीक्षण आइटम | यह क्या नियंत्रित करता है | यह क्यों महत्वपूर्ण है |
|---|---|---|
एयरफॉइल प्रोफाइल | वेन प्रेशर साइड, सक्शन साइड और वायुगतिक सतह आकार। | गैस प्रवाह दिशा और वायुगतिक दक्षता को नियंत्रित करता है। |
लीडिंग एज | किनारे की त्रिज्या, आकार, सतह स्थिति और स्थानीय दोष। | प्रवाह प्रवेश और दरार संवेदनशीलता को प्रभावित करता है। |
ट्रेलिंग एज | निकास किनारे की मोटाई, सीधापन और क्षति स्थिति। | गैस निकास कोण और प्रवाह पृथक्करण को प्रभावित करता है। |
वेन कोण | इंजन गैस पथ के सापेक्ष वेन का अभिविन्यास। | रोटर इनलेट प्रवाह कोण और स्टेज मिलान को नियंत्रित करता है। |
थ्रोट क्षेत्र | वेन्स के बीच न्यूनतम प्रभावी पास क्षेत्र। | द्रव्यमान प्रवाह, दबाव अनुपात, टरबाइन गति प्रतिक्रिया और इंजन प्रदर्शन को नियंत्रित करता है। |
पास स्थिरता | आसन्न वेन पास के बीच भिन्नता। | असमान रोटर लोडिंग और स्थानीय हॉट स्पॉट को रोकता है। |
7. EDM विशेषताओं का निरीक्षण कब किया जाना चाहिए?
यदि NGV2 पार्ट में EDM-मशीन किए गए छिद्र, स्लॉट, संकरे उद्घाटन या मशीन करना कठिन विशेषताएं शामिल हैं, तो इन क्षेत्रों की डिलीवरी से पहले जांच की जानी चाहिए। EDM निरीक्षण को आयामी सटीकता, किनारे की स्थिति, रिकास्ट लेयर जोखिम, माइक्रोक्रैक, अवरोध, बर्स और स्वच्छता को सत्यापित करना चाहिए।
सुपरएलॉय इलेक्ट्रिकल डिस्चार्ज मशीनिंग EDM Inconel 713LC में जटिल विशेषताएं पैदा कर सकता है, लेकिन अनुचित EDM नियंत्रण सतह क्षति या रिकास्ट लेयर छोड़ सकता है जो तापीय चक्रण के लिए उपयुक्त नहीं हैं। यदि ये क्षेत्र एयरफॉइल एज, माउंटिंग जोन या उच्च-तनाव विशेषताओं के करीब हैं, तो इनकी सावधानीपूर्वक समीक्षा की जानी चाहिए।
EDM निरीक्षण आइटम | यह क्या जांचता है | यह क्यों महत्वपूर्ण है |
|---|---|---|
स्लॉट चौड़ाई और स्थिति | पुष्टि करता है कि स्थानीय फीचर ज्यामिति ड्राइंग से मेल खाती है। | असेंबली, प्रवाह या तनाव-राहत कार्य का समर्थन करता है। |
छिद्र व्यास और गहराई | उद्घाटन आकार और मशीनिंग पूर्णता को सत्यापित करता है। | असेंबली या कार्यात्मक समस्याओं को रोकता है। |
किनारे की स्थिति | तेज किनारों, बर्स, चिप्स या ऊष्मा-प्रभावित क्षति की जांच करता है। | दरार-शुरुआत जोखिम को कम करता है। |
रिककास्ट लेयर जोखिम | EDM के बाद संभावित भंगुर सतह परत की पहचान करता है। | थकान और तापीय-चक्र विश्वसनीयता के लिए महत्वपूर्ण। |
अवरुद्ध विशेषताएं | पुष्टि करता है कि उद्घाटन साफ हैं और अवशेषों से मुक्त हैं। | स्थापना या कार्यात्मक अवरोध को रोकता है। |
8. हीट ट्रीटमेंट को कैसे सत्यापित किया जाना चाहिए?
हीट ट्रीटमेंट को हीट ट्रीटमेंट विनिर्देश, फर्नेस बैच रिकॉर्ड, प्रक्रिया तापमान, होल्डिंग समय, शीतलन विधि और पार्ट ट्रेसबिलिटी की जांच करके सत्यापित किया जाना चाहिए। Inconel 713LC NGV2 पार्ट्स के लिए, हीट ट्रीटमेंट माइक्रोस्ट्रक्चर स्थिरता, उच्च-तापमान शक्ति, आयामी स्थिरता और तापीय थकान प्रतिरोध को प्रभावित कर सकता है।
सुपरएलॉय हीट ट्रीटमेंट को सामग्री सत्यापन और अंतिम निरीक्षण के साथ जोड़ा जाना चाहिए। यदि पार्ट में कसे एयरफॉइल या प्लेटफ़ॉर्म सहनशीलता हैं, तो हीट ट्रीटमेंट के बाद आयामी निरीक्षण महत्वपूर्ण है क्योंकि पतली वेन संरचनाएं तापीय प्रसंस्करण के दौरान विकृत हो सकती हैं।
9. डिलीवरी दस्तावेज़ीकरण में क्या शामिल होना चाहिए?
Inconel 713LC NGV2 पार्ट्स के लिए डिलीवरी दस्तावेज़ीकरण में फर्स्ट आर्टिकल निरीक्षण रिपोर्ट, आयामी निरीक्षण रिपोर्ट, NDT रिपोर्ट, सामग्री रिपोर्ट, हीट ट्रीटमेंट रिकॉर्ड, CMM रिपोर्ट, 3D स्कैन रिपोर्ट, FPI रिपोर्ट, एक्स-रे या CT रिपोर्ट और अनुरूपता प्रमाणपत्र शामिल हो सकते हैं। सटीक दस्तावेज़ीकरण पैकेज की पुष्टि RFQ समीक्षा के दौरान की जानी चाहिए क्योंकि यह लागत, लीड टाइम और स्वीकृति आवश्यकताओं को प्रभावित करता है।
दस्तावेज़ प्रकार | यह क्या समर्थन करता है | अनुशंसित उपयोग |
|---|---|---|
FAI रिपोर्ट | पहले आर्टिकल आयाम और विनिर्माण तैयारी की पुष्टि करता है। | प्रोटोटाइप, पहला बैच या नए टूलिंग सत्यापन। |
आयामी रिपोर्ट | प्लेटफ़ॉर्म, छिद्र, सीलिंग फेस, डेटम और महत्वपूर्ण आयाम परिणामों को दस्तावेज़ करता है। | ड्राइंग-नियंत्रित NGV2 पार्ट्स। |
CMM रिपोर्ट | मशीन किए गए और डेटम-आधारित फीचर्स के लिए सटीक माप प्रदान करता है। | असेंबली-महत्वपूर्ण वेन घटक। |
3D स्कैन रिपोर्ट | एयरफॉइल प्रोफाइल और CAD विचलन दिखाता है। | जटिल वेन ज्यामिति और थ्रोट क्षेत्र सत्यापन। |
FPI रिपोर्ट | सतह दरार निरीक्षण परिणामों को दस्तावेज़ करता है। | हॉट-सेक्शन कास्टिंग्स और मशीन किए गए सुपरएलॉय पार्ट्स। |
एक्स-रे / CT रिपोर्ट | आंतरिक दोष निरीक्षण परिणामों को दस्तावेज़ करता है। | उच्च-विश्वसनीयता NGV2 कास्टिंग्स या ग्राहक-निर्दिष्ट परियोजनाएं। |
सामग्री रिपोर्ट | मिश्र धातु रसायन और सामग्री ट्रेसबिलिटी की पुष्टि करता है। | Inconel 713LC सामग्री-नियंत्रित परियोजनाएं। |
हीट ट्रीटमेंट रिकॉर्ड | तापीय प्रसंस्करण मार्ग और बैच ट्रेसबिलिटी की पुष्टि करता है। | नियंत्रित सामग्री स्थिति की आवश्यकता वाले पार्ट्स। |
COC | सहमत विनिर्देशों और खरीद आवश्यकताओं के अनुरूप होने की पुष्टि करता है। | अंतिम शिपमेंट और ग्राहक गुणवत्ता दस्तावेज़ीकरण। |
10. निरीक्षित NGV2 पार्ट्स का ऑर्डर देने से पहले खरीदारों को क्या परिभाषित करना चाहिए?
निरीक्षित Inconel 713LC NGV2 पार्ट्स का ऑर्डर देने से पहले, खरीदारों को सामग्री मानक, हीट ट्रीटमेंट स्थिति, ड्राइंग सहनशीलता, एयरफॉइल प्रोफाइल आवश्यकताएं, थ्रोट क्षेत्र सीमाएं, NDT आवश्यकताएं, आयामी निरीक्षण दायरा, दस्तावेज़ीकरण पैकेज, मात्रा और इंजन परीक्षण उद्देश्य को परिभाषित करना चाहिए। यह उत्पादन शुरू होने से पहले आपूर्तिकर्ता को सही निरीक्षण मार्ग की योजना बनाने में मदद करता है।
खरीदार आवश्यकता | अनुशंसित इनपुट | यह क्यों महत्वपूर्ण है |
|---|---|---|
सामग्री आवश्यकता | Inconel 713LC, IN713LC, ग्राहक मानक या अनुमोदित समकक्ष। | मिश्र धातु सत्यापन और सामग्री रिपोर्ट आवश्यकताओं को परिभाषित करता है। |
ड्राइंग सहनशीलता | महत्वपूर्ण आयाम, सामान्य सहनशीलता, डेटम, GD&T और निरीक्षण नोट्स। | आयामी निरीक्षण और स्वीकृति मानदंड को परिभाषित करता है। |
एयरफॉइल और थ्रोट क्षेत्र | प्रोफाइल सहनशीलता, पास चौड़ाई, वेन कोण, थ्रोट क्षेत्र और CAD तुलना आवश्यकता। | टरबाइन प्रवाह प्रदर्शन और स्टेज मिलान को नियंत्रित करता है। |
NDT आवश्यकताएं | FPI, एक्स-रे, CT, स्वीकृति स्तर और रिपोर्ट प्रारूप। | सतह और आंतरिक दोष स्वीकृति को नियंत्रित करता है। |
दस्तावेज़ीकरण पैकेज | FAI, CMM रिपोर्ट, 3D स्कैन रिपोर्ट, सामग्री रिपोर्ट, हीट ट्रीटमेंट रिकॉर्ड, NDT रिपोर्ट और COC। | ग्राहक गुणवत्ता समीक्षा और ट्रेसबिलिटी का समर्थन करता है। |
आवेदन चरण | फिट चेक, इंजन परीक्षण, प्रोटोटाइप सत्यापन, फर्स्ट आर्टिकल या बार-बार उत्पादन। | निरीक्षण दायरे, लागत और डिलीवरी समय को संतुलित करने में मदद करता है। |
11. सारांश
ड्रोन इंजनों के लिए Inconel 713LC NGV2 पार्ट्स की डिलीवरी से पहले, आपूर्तिकर्ता को सामग्री सत्यापन, हीट ट्रीटमेंट स्थिति, आंतरिक कास्टिंग दोष, सतह दरारें, एयरफॉइल प्रोफाइल, थ्रोट क्षेत्र, प्लेटफ़ॉर्म आयाम, छिद्र, सीलिंग फेस, माउंटिंग डेटम, EDM विशेषताएं और अंतिम दस्तावेज़ीकरण का निरीक्षण करना चाहिए। ये नियंत्रण यह पुष्टि करने में मदद करते हैं कि NGV2 पार्ट्स टरबाइन हॉट-सेक्शन असेंबली, इंजन परीक्षण और बार-बार विनिर्माण के लिए उपयुक्त हैं।
एक विश्वसनीय एयरोस्पेस टरबाइन वेन निरीक्षण आपूर्तिकर्ता को सामग्री परीक्षण, वैक्यूम इन्वेस्टमेंट कास्टिंग निरीक्षण, FPI, एक्स-रे या CT, CMM माप, 3D स्कैनिंग, CNC फीचर निरीक्षण, EDM फीचर समीक्षा, हीट ट्रीटमेंट रिकॉर्ड जांच और पूर्ण डिलीवरी दस्तावेज़ीकरण को जोड़ना चाहिए। खरीदारों को उत्पादन से पहले निरीक्षण आवश्यकताओं को परिभाषित करना चाहिए ताकि अंतिम Inconel 713LC NGV2 पार्ट्स वायुगतिक और असेंबली-महत्वपूर्ण आवश्यकताओं दोनों को पूरा करें।
