Cómo se fabrican las piezas NGV2 de Inconel 713LC para motores turbojet y turbofan de UAV
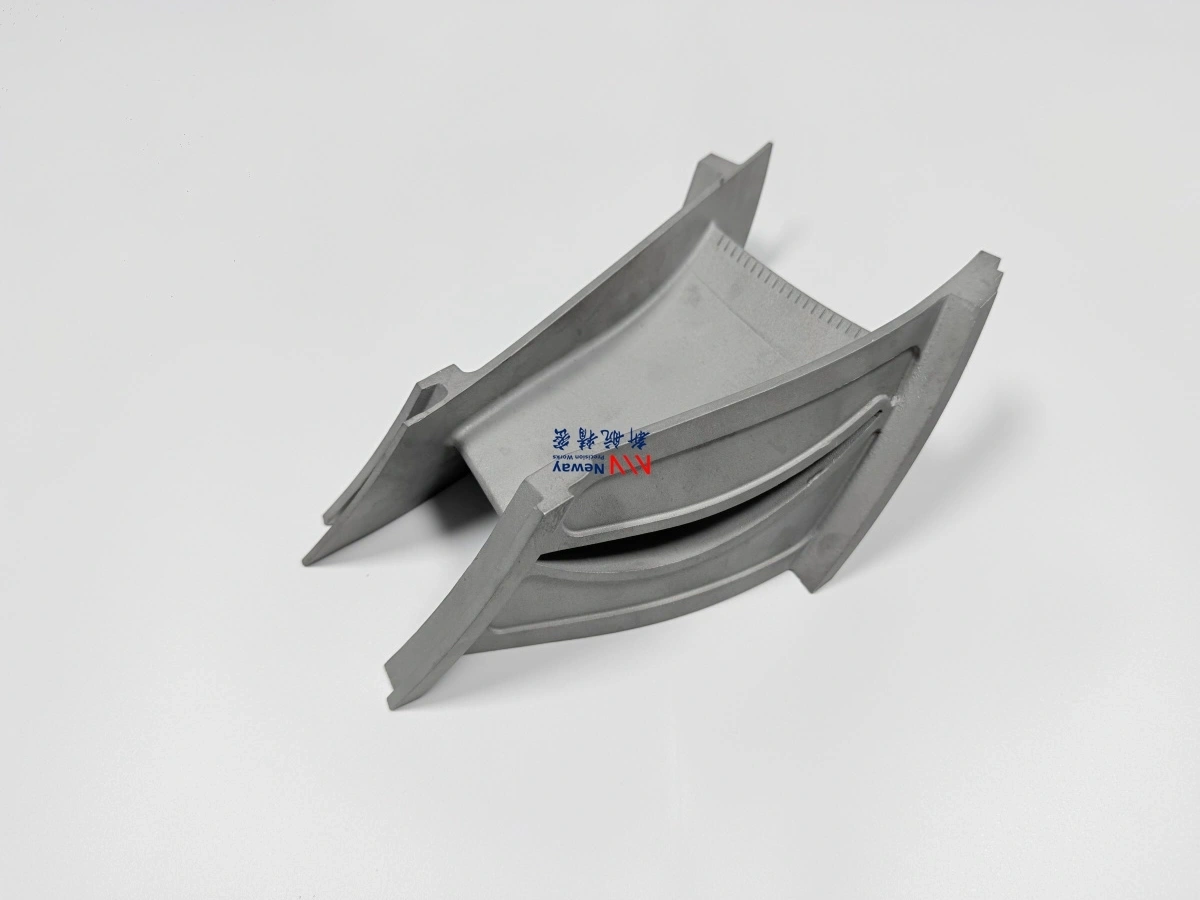
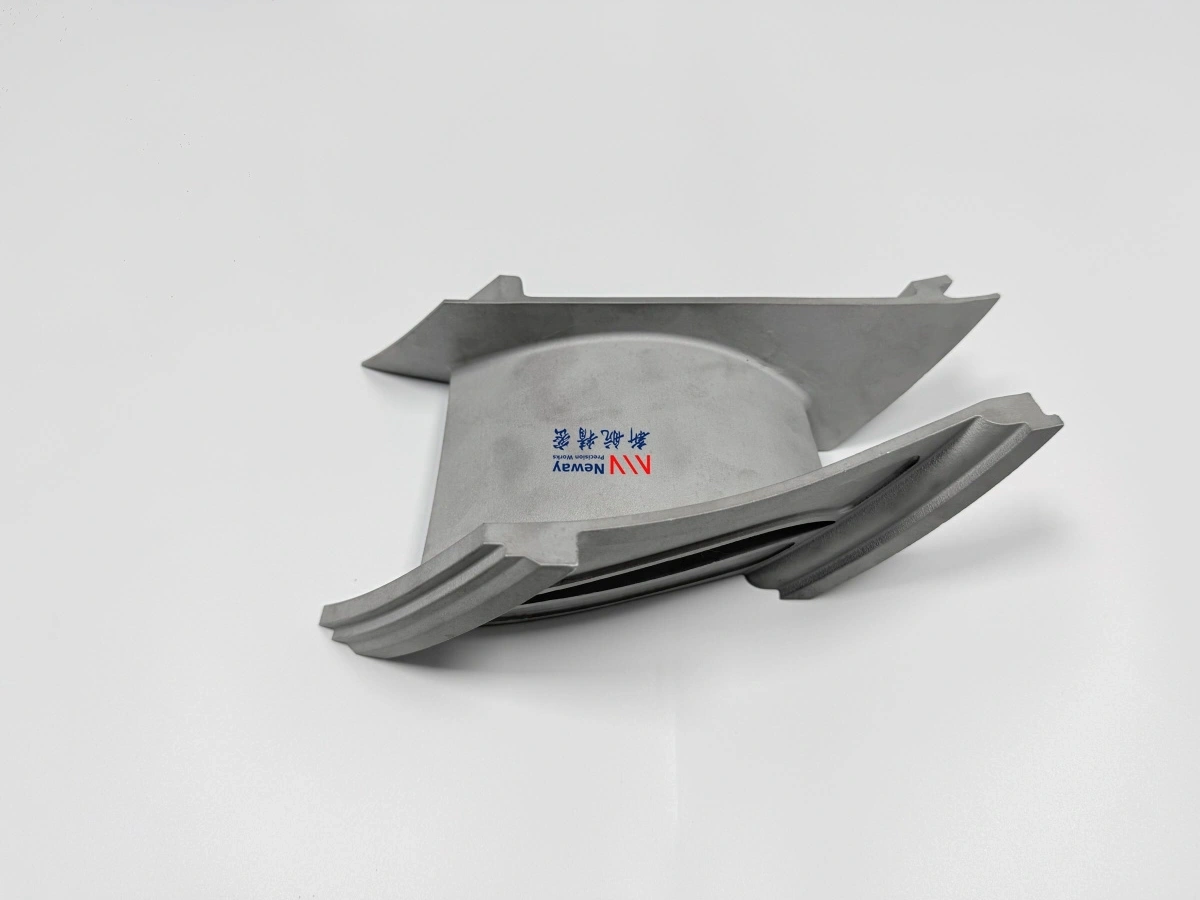
Las piezas NGV2 de Inconel 713LC son componentes críticos de la sección caliente utilizados en pequeños motores turbojet para UAV, turbinas para UCAV, pequeños turbofan y microturbinas de gas. NGV2 suele referirse a un álabe director de tobera de segunda etapa o álabe director de tobera n.º 2, dependiendo de la arquitectura del motor y del sistema de planos del cliente. Aunque la pieza es relativamente pequeña en comparación con los álabes de turbinas de gas de servicio pesado, su función es muy importante para la dirección del flujo de gas, la eficiencia de la turbina, la distribución de temperatura y la adaptación entre etapas.
Para los sistemas de propulsión de UAV y UCAV, las piezas NGV2 están expuestas a gases de combustión a alta temperatura, oxidación, ciclos térmicos, vibraciones y requisitos dimensionales estrictos. Una pequeña desviación en el perfil del perfil aerodinámico, el área de garganta, la posición de la plataforma o la superficie de montaje puede influir en la consistencia del flujo de gas y el rendimiento de la turbina.
Debido a estos requisitos, la fabricación de NGV2 de Inconel 713LC suele planificarse como una ruta controlada que combina la fundición a la cera perdida al vacío y el mecanizado CNC de precisión. La fundición al vacío forma el perfil aerodinámico, la plataforma, la estructura de pared delgada y el cuerpo de superaleación de forma casi neta, mientras que el mecanizado CNC acaba las superficies de instalación, las características de referencia, las caras de sellado y las dimensiones críticas de ensamblaje.
¿Qué es una pieza NGV2 en motores turbojet y turbofan de UAV?
NGV significa álabe director de tobera. En un motor de turbina, los álabes directores de tobera guían el gas caliente desde la cámara de combustión o la etapa de turbina anterior hacia el rotor de la turbina con el ángulo, la velocidad y la distribución de flujo requeridos. NGV2 suele referirse a un álabe director de segunda etapa o a un álabe director de tobera aguas abajo en una disposición de turbina multietapa.
En los pequeños motores turbojet y turbofan para UAV, las piezas NGV2 suelen ser compactas, de pared delgada y geométricamente complejas. Pueden incluir superficies de perfil aerodinámico, plataformas internas y externas, características de montaje, áreas de sellado, ranuras locales y regiones de transición. Estas características deben fabricarse con buena consistencia, ya que el álabe no solo mantiene la forma, sino que controla el comportamiento de la trayectoria del gas.
Para los programas de desarrollo, las piezas NGV2 suelen evaluarse mediante fundición de prototipos, producción de prueba en pequeños lotes y pruebas de motor antes de una adquisición mayor. Esto hace que la selección de la ruta de fabricación sea especialmente importante para los fabricantes de motores de UAV, los equipos de I+D de propulsión y los desarrolladores de la cadena de suministro de UCAV.
Plataformas de motor aplicables
Las piezas NGV2 de Inconel 713LC pueden utilizarse en varias plataformas de motores de turbina compactos donde se requieren un rendimiento a alta temperatura y una geometría de precisión pequeña. Estas aplicaciones pueden incluir propulsión para UAV, motores para UCAV, pequeños motores turbojet, pequeños motores turbofan, unidades de potencia auxiliares, microturbinas de gas y sistemas de turbinas experimentales.
En comparación con las grandes turbinas de gas industriales, los motores de turbina para UAV tienen un tamaño de pieza más pequeño y restricciones de embalaje más estrictas. Sin embargo, el entorno de la sección caliente sigue siendo severo. Las piezas deben resistir altas temperaturas de gas, oxidación, vibraciones, ciclos térmicos de arranque-parada y cargas aerodinámicas mientras mantienen una geometría estable.
NewayAeroTech ofrece fabricación de componentes de superaleaciones para aplicaciones aeroespaciales y de aviación donde se requieren estructuras ligeras, fiabilidad a alta temperatura y fabricación de precisión. Para proyectos de NGV2 de motores de UAV, la planificación de la fabricación debe considerar la etapa de desarrollo del motor, la cantidad de pruebas esperada, la demanda de producción final y los requisitos de inspección.
Función del NGV2 en pequeñas turbinas
La pieza NGV2 guía el gas a alta temperatura hacia el rotor de la turbina con un ángulo y una velocidad controlados. Su función afecta directamente a la eficiencia de la turbina, la carga del rotor, la distribución de temperatura y la adaptación del flujo entre etapas. En los motores compactos de UAV, pequeños cambios en la geometría del álabe pueden tener un efecto notable en el rendimiento.
Las funciones clave del NGV2 incluyen:
Dirigir el gas caliente hacia el rotor de la turbina con el ángulo de flujo requerido
Apoyar la eficiencia de la turbina controlando la velocidad del gas y el área de garganta
Mantener una distribución de flujo estable a través de la etapa de la turbina
Ayudar a proteger los componentes aguas abajo de cargas térmicas desiguales
Apoyar la estabilidad del motor durante la aceleración, el crucero y los ciclos térmicos
Dado que el NGV2 trabaja en la trayectoria del gas caliente, tanto la precisión aerodinámica como el rendimiento del material a alta temperatura son importantes. La superficie del perfil aerodinámico, el borde de ataque, el borde de fuga, el área de garganta y la geometría de la plataforma deben controlarse conjuntamente en lugar de tratarse como características de fabricación separadas.
Por qué se utiliza Inconel 713LC para piezas NGV2
Inconel 713LC, también escrito como IN713LC, es una superaleación de fundición a base de níquel comúnmente utilizada para componentes de turbinas de alta temperatura, hardware de toberas y piezas fundidas de sección caliente. Ofrece un equilibrio útil de resistencia a alta temperatura, resistencia a la oxidación, idoneidad para la fundición y estabilidad de rendimiento para componentes de pequeños motores de turbina.
Para las piezas NGV2, se selecciona Inconel 713LC porque el componente debe soportar la exposición a gases calientes mientras mantiene estable la forma del perfil aerodinámico y la geometría de la plataforma. El material también debe ser adecuado para la fundición al vacío, ya que los álabes directores de tobera suelen incluir paredes delgadas, perfiles aerodinámicos curvos, bordes de fuga estrechos y transiciones de plataforma que son difíciles de mecanizar completamente a partir de stock sólido.
NewayAeroTech proporciona fabricación de aleaciones Inconel para piezas de alta temperatura donde la calidad de la fundición, la precisión del mecanizado y el control de la inspección deben evaluarse conjuntamente. Para proyectos más amplios de sección caliente de turbinas, las superaleaciones se utilizan comúnmente cuando se requieren resistencia, resistencia a la oxidación, resistencia a la fluencia y estabilidad térmica.
Ruta de fundición a la cera perdida al vacío para NGV2 de IN713LC
La fundición a la cera perdida al vacío es la ruta de fabricación principal para muchas piezas NGV2 de Inconel 713LC, ya que puede formar geometrías complejas de forma casi neta con mucho menos desperdicio de material que el mecanizado CNC completo. Esto es especialmente importante para los pequeños álabes de turbina con superficies de perfil aerodinámico curvas, bordes delgados y características de plataforma.
Las fundiciones a la cera perdida al vacío permiten producir el cuerpo del álabe, el contorno del perfil aerodinámico, la plataforma y las características estructurales locales como una pieza bruta fundida antes del acabado de precisión. Para las superaleaciones a base de níquel, el entorno de vacío también ayuda a controlar la oxidación y apoya un procesamiento más estable de aleaciones de alta temperatura.
Para la fundición de NGV2 de IN713LC, la planificación del proceso debe centrarse en:
Precisión del modelo de cera y consistencia de la superficie del perfil aerodinámico
Estabilidad de la carcera cerámica alrededor de las áreas de pared delgada y bordes
Control de contracción, porosidad, grietas y deformación
Calidad de la fundición del borde de ataque y del borde de fuga
Planitud de la plataforma, zonas de transición y características locales de nervios o salientes
Margen de mecanizado para las superficies de instalación y de referencia
Para los pequeños álabes directores de turbina estáticos, la fundición de cristal equiaxial es a menudo una ruta práctica cuando la pieza no requiere solidificación direccional o estructura de monocristal. Admite componentes fundidos de sección caliente donde debe equilibrarse la geometría, la estabilidad del material y el mecanizado posterior a la fundición.
Por qué el mecanizado CNC completo no suele ser la mejor ruta
Para algunos prototipos iniciales, el mecanizado CNC a partir de tarugo puede parecer más rápido porque evita las herramientas de fundición. Sin embargo, para las piezas NGV2 de Inconel 713LC, el mecanizado CNC completo no suele ser la ruta de producción preferida cuando la geometría incluye curvas de perfil aerodinámico, bordes de fuga delgados, plataformas complejas y superficies de trayectoria de gas.
Hay varias razones:
IN713LC es una superaleación a base de níquel difícil de mecanizar
Las superficies del perfil aerodinámico requieren mucho tiempo de mecanizado y trayectorias de herramienta complejas
Los bordes de ataque y de fuga delgados son sensibles a la fuerza de corte y a la vibración
La eliminación de material desde stock sólido puede ser ineficiente y costosa
Las transiciones de plataforma y las superficies curvas aumentan la complejidad del utillaje
La geometría crítica para el flujo de aire aún puede requerir inspección del perfil después del mecanizado
Por esta razón, la fundición al vacío se suele utilizar para crear la pieza bruta del álabe de forma casi neta, mientras que el mecanizado CNC se reserva para las características de precisión que no pueden depender únicamente de la tolerancia de fundición.
Ruta de mecanizado CNC para la precisión del álabe de turbina
Después de la fundición, el mecanizado CNC se utiliza para acabar las interfaces funcionales de la pieza NGV2. La fundición crea el cuerpo aerodinámico, pero el mecanizado CNC controla las superficies que determinan la posición de ensamblaje, el sellado, la alineación de la etapa y la repetibilidad.
El mecanizado CNC de superaleaciones es importante para las piezas NGV2 de IN713LC porque las aleaciones de níquel de alta temperatura requieren utillaje estable, parámetros de corte controlados, sujeción robusta e inspección cuidadosa. La ruta de mecanizado debe evitar el corte innecesario en las áreas delgadas del perfil aerodinámico mientras garantiza la precisión en las características de instalación y de referencia.
Las áreas típicas mecanizadas por CNC pueden incluir:
Caras de montaje y superficies de contacto de la plataforma
Superficies de referencia utilizadas para la inspección y la alineación del ensamblaje
Caras de sellado y superficies de límite controladas
Agujeros de posicionamiento, ranuras o características de fijación
Regiones locales con espesor controlado
Características de interfaz que afectan al ajuste con el hardware adyacente del motor
Para los pequeños álabes de turbina, el diseño del utillaje es muy importante. La pieza debe sujetarse firmemente sin deformar las secciones delgadas ni dañar las superficies fundidas del perfil aerodinámico. La planificación de las referencias también debe coincidir con el plano, el método de inspección y el requisito de ensamblaje final.
Control del perfil aerodinámico y del área de garganta
La característica más importante de una pieza NGV2 no es solo su tamaño externo. El contorno del perfil aerodinámico y el área de garganta influyen directamente en el flujo de gas, el ángulo de entrada de la turbina, la distribución de presión y la eficiencia del motor. Para los motores turbojet y turbofan de UAV, la consistencia del flujo entre los álabes es especialmente importante porque el motor es compacto y la etapa de la turbina es sensible a los cambios geométricos locales.
El control del perfil aerodinámico y del área de garganta debe incluir:
Inspección del perfil del borde de ataque y del borde de fuga
Control del contorno del lado de presión y del lado de succión del perfil aerodinámico
Consistencia del área de garganta en todo el conjunto de álabes
Control de la transición de la plataforma al perfil aerodinámico
Verificación del ángulo del álabe y la alineación de la trayectoria del gas
Control de la condición de la superficie en las regiones de flujo de gas
Si el área de garganta es demasiado pequeña, pueden producirse restricciones de flujo y sobrecalentamiento local. Si es demasiado grande, la eficiencia de la turbina y la adaptación entre etapas pueden verse afectadas. Por lo tanto, la ruta de fundición, la referencia CNC y la inspección final deben planificarse en torno a la geometría crítica para el flujo de aire.
Inspección antes de la entrega
La inspección es esencial para las piezas NGV2 de IN713LC porque el componente combina geometría de fundición compleja, mecanizado de precisión, requisitos de material de alta temperatura y sensibilidad al rendimiento aerodinámico. La inspección debe verificar tanto el sustrato fundido como el componente mecanizado final.
NewayAeroTech ofrece ensayos y análisis de materiales de superaleaciones para proyectos donde se requieren verificación de materiales, control de defectos de fundición, inspección dimensional y evaluación de riesgos de fallo.
Elemento de inspección | Qué comprobar | Por qué es importante |
|---|---|---|
FPI (Inspección por líquidos penetrantes) | Grietas superficiales, defectos de fundición, defectos en los bordes | Ayuda a detectar defectos que rompen la superficie antes de las pruebas del motor o la entrega |
Rayos X o TC | Porosidad interna, contracción, inclusiones, defectos ocultos | Verifica la calidad interna de la fundición para el servicio en sección caliente |
Inspección CMM | Superficies de referencia, características de montaje, dimensiones de la plataforma | Confirma el ajuste del ensamblaje y la repetibilidad dimensional |
Comprobación del perfil aerodinámico | Borde de ataque, borde de fuga, lado de presión, lado de succión | Controla la geometría aerodinámica y la eficiencia de la etapa |
Comprobación del área de garganta | Apertura del canal de flujo de gas y consistencia entre álabes | Apoya el flujo estable de la turbina y la adaptación entre etapas |
Verificación del material | Certificado de material, composición, registros de tratamiento térmico si es necesario | Confirma que la pieza cumple con el requisito especificado de IN713LC |
Desafíos de fabricación para piezas NGV2 de Inconel 713LC
Aunque las piezas NGV2 para motores de UAV son pequeñas, su riesgo de fabricación puede ser alto. Un tamaño pequeño no significa una producción simple. La pieza combina geometría de perfil aerodinámico delgado, fundición de aleación de alta temperatura, mecanizado de precisión de la plataforma y requisitos de inspección sensibles al flujo de aire.
Los desafíos comunes de fabricación incluyen:
Mantener la consistencia del perfil aerodinámico después de la contracción por fundición
Prevenir la deformación o el daño del borde de fuga delgado
Controlar la porosidad, las grietas y los defectos internos en pequeñas secciones fundidas
Alinear la referencia de fundición con la referencia de mecanizado CNC
Mantener la consistencia del área de garganta en todo un conjunto de álabes
Evitar el sobre-mecanizado de superficies aerodinámicas
Proporcionar datos de inspección que apoyen el desarrollo del motor y la cualificación del proveedor
Estos desafíos explican por qué el proveedor debe entender tanto la fabricación como la función de la turbina. La pieza no debe tratarse solo como una fundición o solo como un componente mecanizado. Debe evaluarse como una parte funcional de la trayectoria de gas de la sección caliente.
Lista de verificación de RFQ para piezas NGV2 personalizadas de motores de turbina para UAV
Para presupuestar con precisión las piezas NGV2 de Inconel 713LC, los clientes deben proporcionar información técnica completa. Esto permite al proveedor evaluar las herramientas de fundición, el margen de mecanizado, el coste de inspección, el tiempo de entrega y el riesgo de fabricación.
Una RFQ completa debe incluir:
Tipo de motor, como turbojet para UAV, motor de turbina para UCAV, pequeño turbofan o microturbina de gas
Nombre de la pieza, número de pieza, número de etapa y nivel de revisión
Archivo CAD 3D en formato STEP, X_T u otro formato editable
Plano 2D con tolerancias, referencias de datum y dimensiones críticas
Especificación del material para Inconel 713LC / IN713LC
Cantidad requerida para prototipo, lote de prueba y producción futura
Requisitos del perfil aerodinámico y del área de garganta
Requisitos de tratamiento térmico, recubrimiento o acabado superficial si corresponde
Requisitos de inspección como FPI, rayos X, TC, CMM, informe de perfil o ensayo de materiales
Calendario de pruebas del motor, objetivo de entrega y requisitos de documentación
Si el proyecto se basa en una pieza antigua o en datos de ingeniería inversa, el cliente también debe proporcionar el estado de la muestra, la precisión del escaneo, notas sobre las áreas desgastadas y las superficies funcionales que deben conservarse. Para los álabes directores de turbina, la ingeniería inversa debe definir la línea base aerodinámica, no solo la forma externa.
Preguntas frecuentes
¿Cuál es la función de un álabe director de tobera de etapa 2 en pequeños motores aeroespaciales?
¿Por qué se utiliza Inconel 713LC para componentes NGV2 de motores de UAV?
¿Cómo se fabrican las piezas NGV2 de Inconel 713LC mediante fundición al vacío y mecanizado CNC?
¿Qué debe inspeccionarse antes de entregar piezas NGV2 de Inconel 713LC para motores de UAV?
