Welche Nachbearbeitungsprozesse sind für 3D-gedruckte Inconel 625-Bauteile essenziell und warum?
Spannungsarmglühen und Lösungsglühen
Der erste kritische Schritt für 3D-gedrucktes Inconel 625 ist das Spannungsarmglühen, um die erheblichen Eigenspannungen zu mindern, die während der raschen Erstarrung im SLM-Prozess eingeschlossen werden. Darauf folgt eine Lösungsglühbehandlung bei 1150-1170°C, die mehrere wesentliche Funktionen erfüllt: Sie rekristallisiert das Nichtgleichgewichtsgefüge, löst spröde intermetallische Phasen (wie Laves- und Delta-Phasen) auf, die aufgrund von Mikroseigerungen entstehen können, und homogenisiert die Elementverteilung im gesamten Material. Diese Behandlung ist entscheidend, um die Duktilität wiederherzustellen und den Korrosionswiderstand zu erreichen, für den Inconel 625 in chemischen Verfahren bekannt ist.
Heißisostatisches Pressen zur Verdichtung
Für Bauteile, die zyklischen Belastungen oder Hochdruckumgebungen ausgesetzt sind, ist Heißisostatisches Pressen (HIP) unverzichtbar. HIP beseitigt innere Porosität, Bindefehler und Mikroporen, die als Spannungskonzentrationspunkte und potenzielle Ausgangsstellen für Ermüdungsrisse wirken. Durch die Behandlung der Teile mit hoher Temperatur und isostatischem Druck erreicht HIP eine nahezu theoretische Dichte und verbessert so die Ermüdungslebensdauer, Bruchzähigkeit und allgemeine strukturelle Integrität von Komponenten für Luft- und Raumfahrt und Öl & Gas erheblich.
Oberflächenbearbeitung und Zerspanung
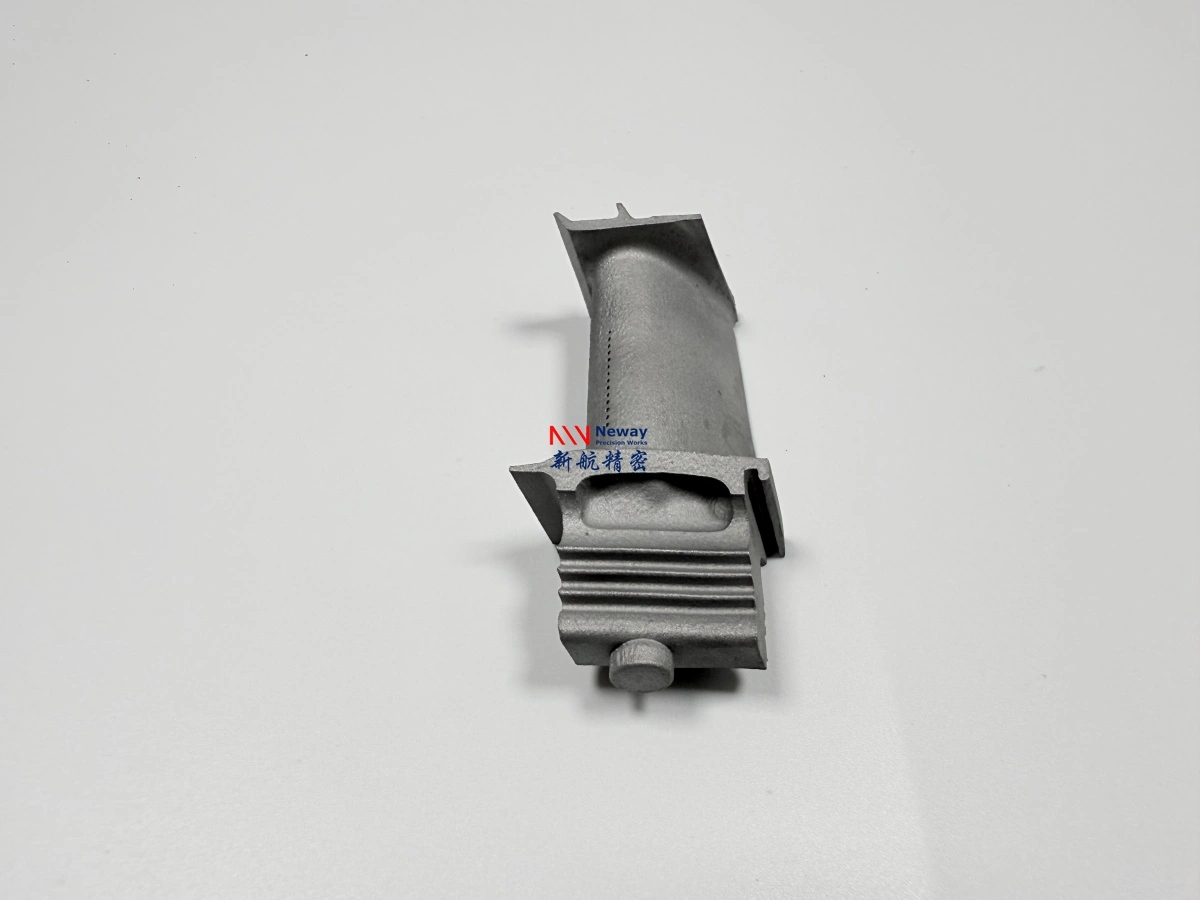
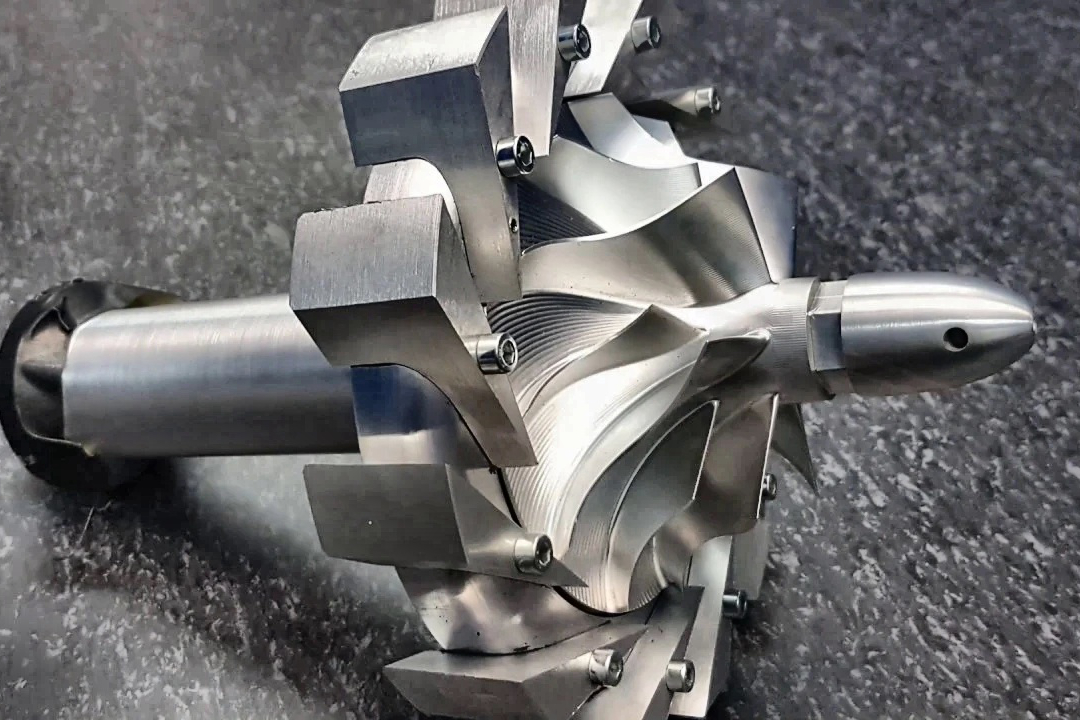
Die gedruckte Oberfläche von Inconel 625-Bauteilen enthält teilweise aufgeschmolzene Pulverpartikel und weist eine hohe Oberflächenrauheit auf, was die Ermüdungsfestigkeit drastisch verringert und Ausgangsstellen für Korrosion bietet. Für die allgemeine Oberflächenverbesserung werden abrasive Verfahren wie Vibrationsentgraten oder Strahlen eingesetzt. Für kritische Dichtflächen, Passflächen und Gewinde ist jedoch Präzisions-CNC-Bearbeitung unerlässlich, um die erforderlichen Maßtoleranzen und Oberflächengüte zu erreichen. Diese Bearbeitung erfolgt nach den Wärmebehandlungen, um Maßstabilität zu gewährleisten.
Qualitätsvalidierung und Leistungsverifizierung
Umfassende Materialprüfung und -analyse validiert die Wirksamkeit aller Nachbearbeitungsschritte. Dazu gehören Gefügeuntersuchungen zur Bestätigung einer ordnungsgemäßen Rekristallisation und der Abwesenheit schädlicher Phasen, mechanische Tests zur Überprüfung, ob die Zug- und Ermüdungseigenschaften den Spezifikationen entsprechen, und zerstörungsfreie Prüfungen, um die innere Fehlerfreiheit sicherzustellen. Für korrosionskritische Anwendungen bestätigen Tests nach ASTM G48-Normen, dass der Lochfraß- und Spaltkorrosionswiderstand des Materials durch die richtige Wärmebehandlung vollständig wiederhergestellt wurde.