Welche Nachbearbeitung ist für SLM-gedruckte AlSi10Mg-Bauteile erforderlich?
Spannungsarmglühen und Wärmebehandlung
SLM-gedruckte AlSi10Mg-Bauteile erfordern ein sofortiges Spannungsarmglühen bei 300-350°C, um die erheblichen Eigenspannungen abzubauen, die sich während der schnellen thermischen Zyklen des Druckprozesses ansammeln. Dies verhindert Verzug und potenzielle Rissbildung. Für Anwendungen, die optimierte mechanische Eigenschaften erfordern, wird typischerweise eine T6-Wärmebehandlung durchgeführt, die aus einer Lösungsglühung bei 500-540°C gefolgt von schnellem Abschrecken und künstlicher Alterung besteht. Diese Behandlung wandelt die feine, zelluläre Mikrostruktur des druckfrischen AlSi10Mg in eine konventionellere Mikrostruktur mit sphäroidisierten Siliziumpartikeln um, was die Duktilität und Zähigkeit erheblich verbessert, während gute Festigkeitseigenschaften erhalten bleiben.
Heißisostatisches Pressen für kritische Anwendungen
Obwohl weniger verbreitet als bei Superlegierungen, kann Heißisostatisches Pressen (HIP) für AlSi10Mg-Bauteile von Vorteil sein, die für hochintegritätliche Anwendungen in der Luft- und Raumfahrt und der Automobilindustrie bestimmt sind. HIP eliminiert effektiv innere Porosität und gasgefüllte Hohlräume und verbessert so die Ermüdungsbeständigkeit und Bruchzähigkeit. Die Prozessparameter für Aluminiumlegierungen sind speziell darauf ausgelegt, übermäßiges Kornwachstum oder eine Verschlechterung der mechanischen Eigenschaften zu vermeiden, während eine nahezu vollständige Verdichtung erreicht wird.
Stützstrukturentfernung und Oberflächenbearbeitung
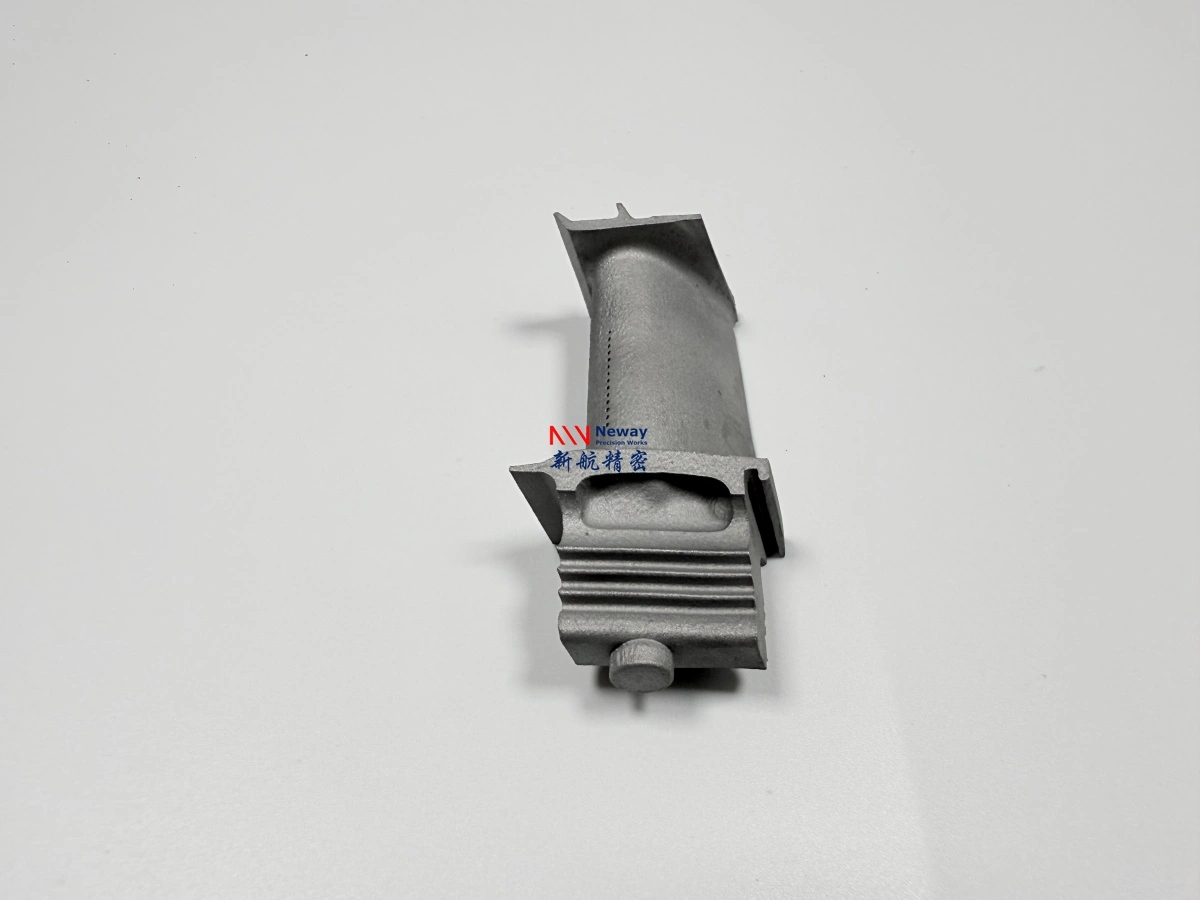
Die Entfernung von Stützstrukturen ist ein kritischer erster Schritt in der mechanischen Nachbearbeitung und wird typischerweise mit Schneidwerkzeugen oder Bandsägen durchgeführt. Die druckfrische Oberfläche von SLM-AlSi10Mg enthält teilweise aufgeschmolzene Pulverpartikel und weist eine hohe Oberflächenrauheit auf, die als Spannungskonzentratoren wirken. Strahlen mit Glasperlen oder Aluminiumoxid wird häufig verwendet, um allgemeine Oberflächen zu reinigen und zu glätten. Für Bauteile, die eine überlegene Oberflächenqualität erfordern, wie z.B. für Anwendungen in der Luft- und Raumfahrt, können Vibrationsentgraten oder Fließpolieren eingesetzt werden, um niedrigere Rauheitswerte zu erreichen und das Risiko der Ermüdungsrissbildung zu verringern.
Präzisionsbearbeitung und Validierung
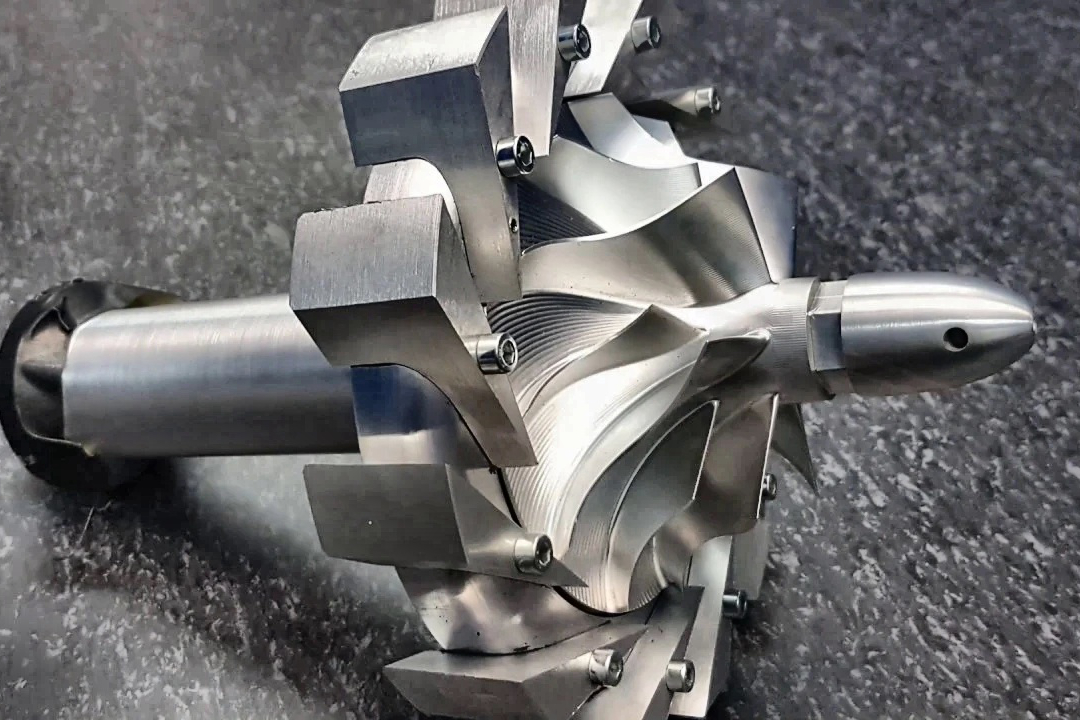
Funktionsflächen, Passflächen und Gewindemerkmale erfordern Präzisions-CNC-Bearbeitung, um Maßgenauigkeit und korrekten Sitz zu erreichen. Diese Bearbeitung wird optimalerweise nach der Wärmebehandlung durchgeführt, um Maßstabilität zu gewährleisten. Die abschließende Validierung umfasst Materialprüfung und -analyse zur Überprüfung der mechanischen Eigenschaften, Maßprüfung und für kritische Bauteile zerstörungsfreie Prüfungen wie Eindringprüfung oder Röntgen-Computertomographie zur Erkennung innerer Fehler.