ABB: Kundenspezifische Herstellung von Turbinensegmenten der 3. Stufe durch Gießen mit äquiaxialen K...
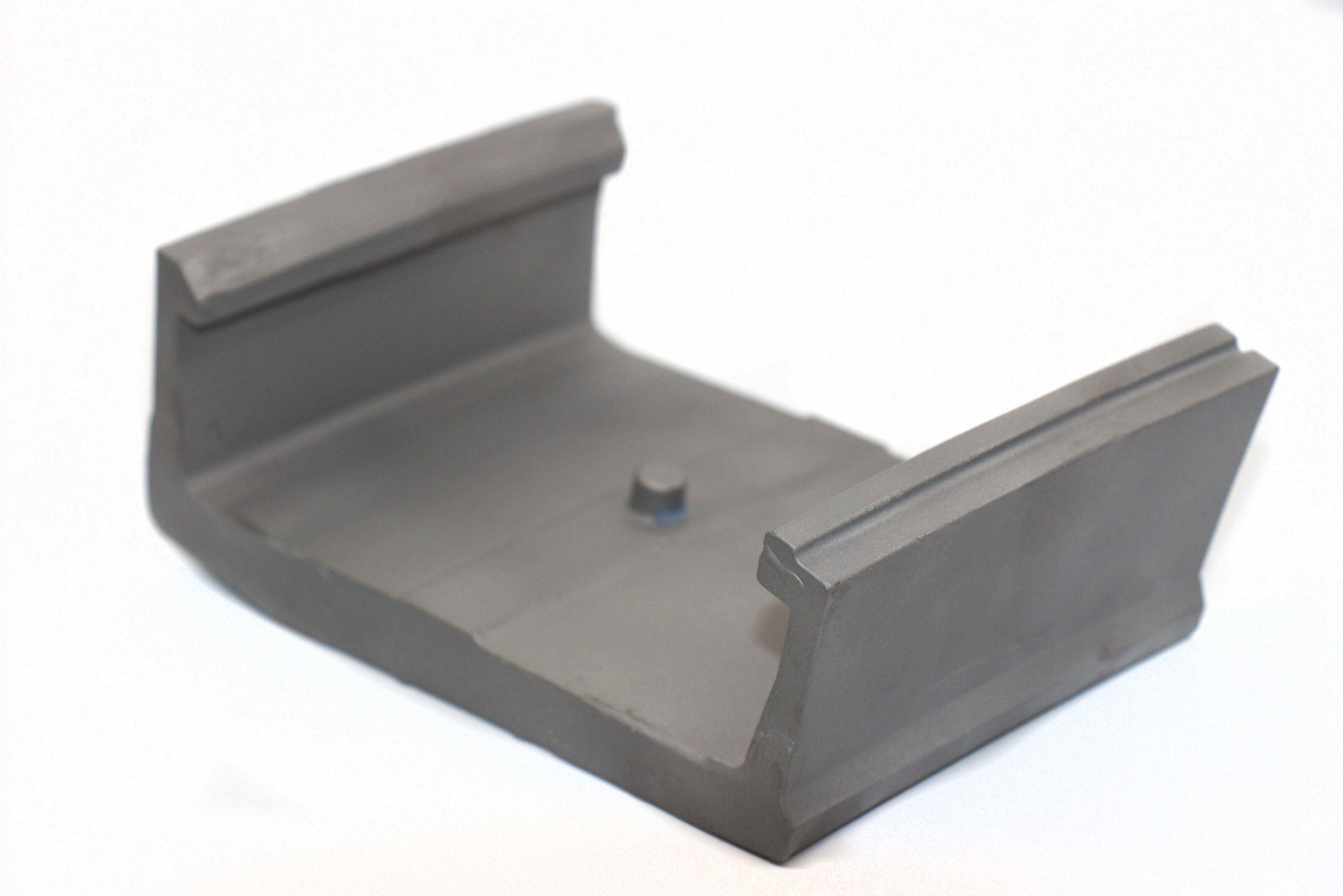
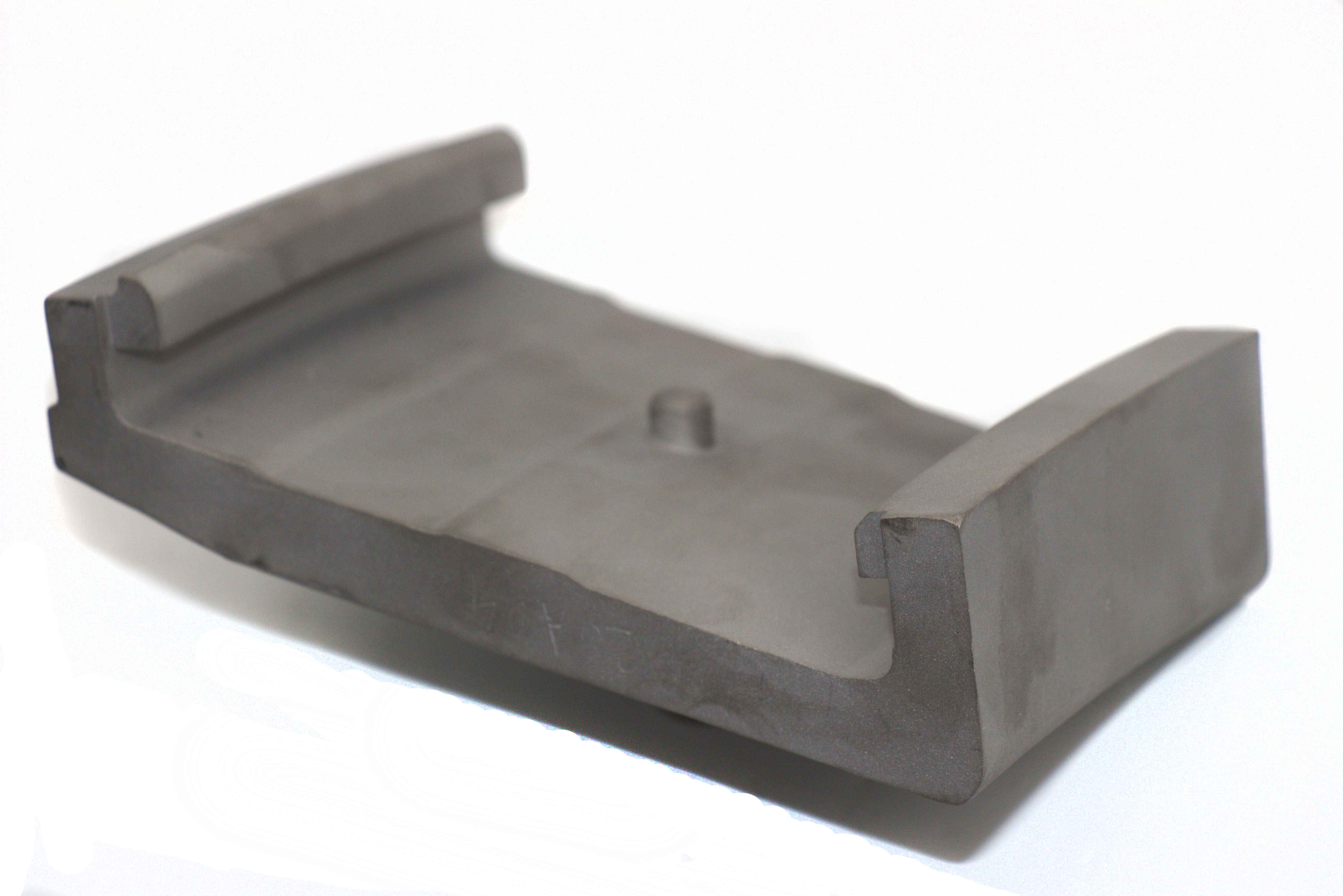
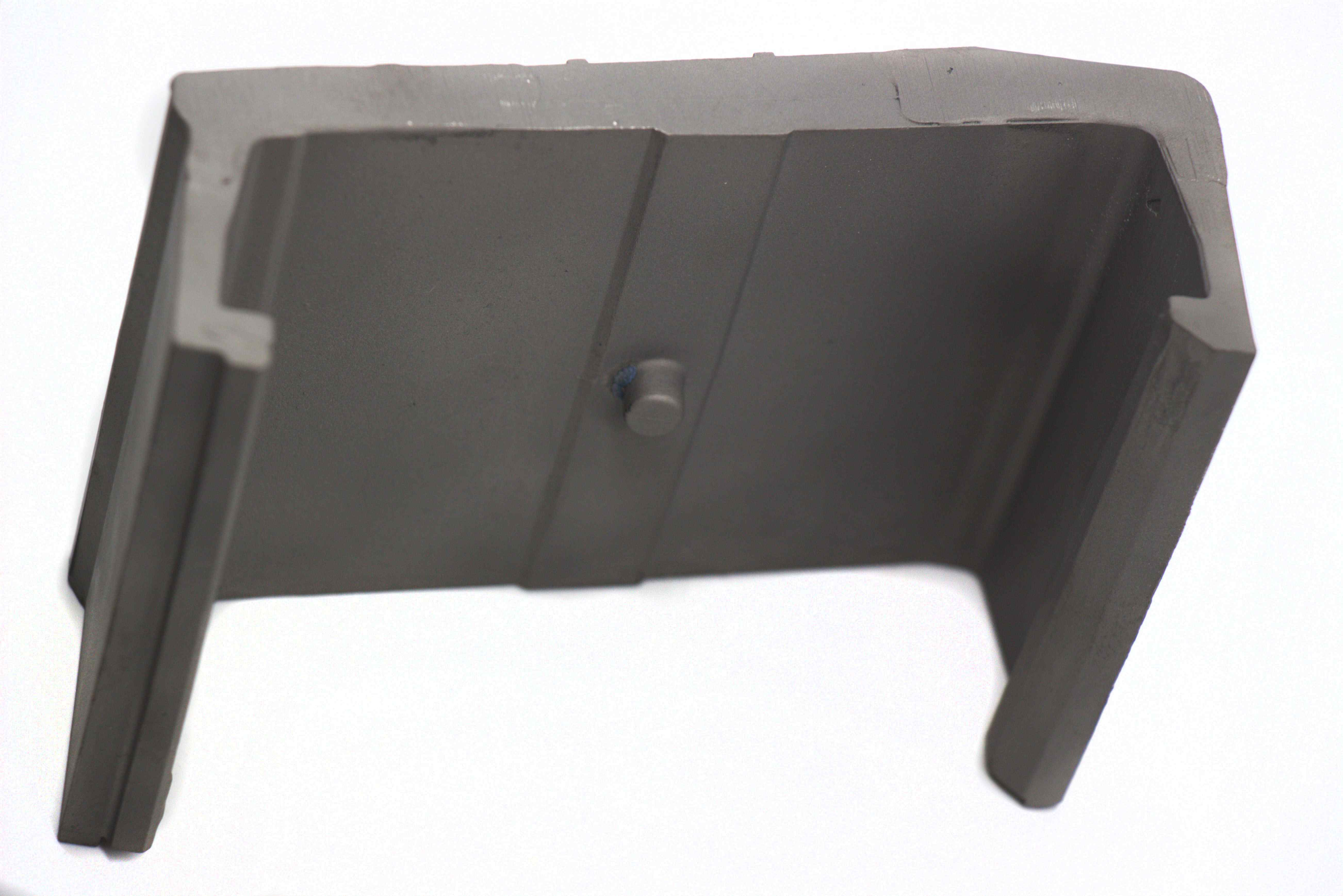
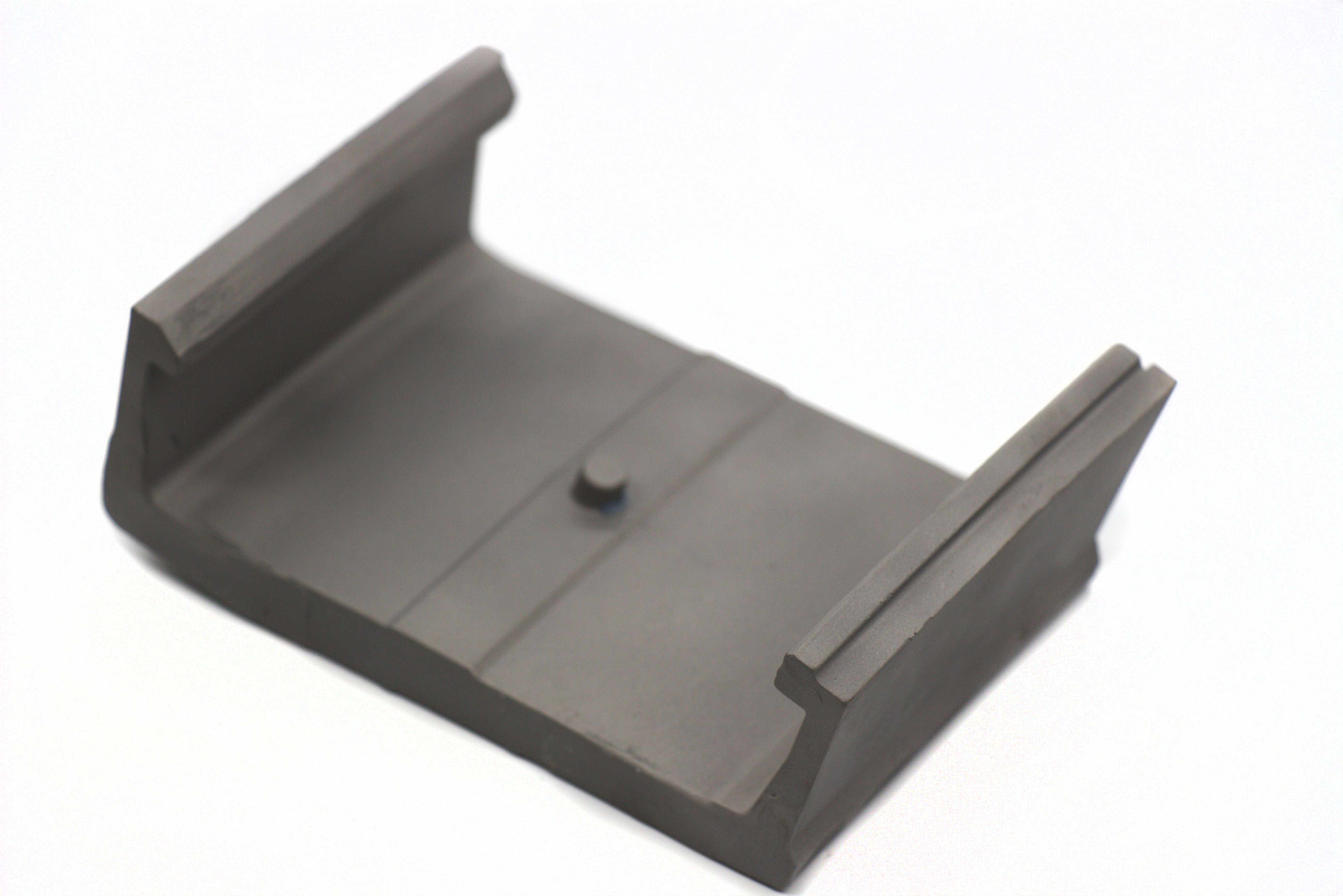
Im globalen Wandel hin zu einer saubereren und effizienteren Stromerzeugung spielen Gasturbinen eine entscheidende Rolle bei der Verbindung erneuerbarer Energien mit einer stabilen Netzversorgung. Zu den technischen Herausforderungen, denen sich führende Hersteller wie ABB stellen müssen, gehört die Verbesserung der Leistung von Komponenten im Heißgasbereich der Turbine. Das Turbinensegment der dritten Stufe, das extremen Temperaturen und mechanischen Belastungen ausgesetzt ist, steht im Mittelpunkt dieser Entwicklung.
Kürzlich hat ABB ein strategisches Programm initiiert, um die Herstellung dieser Segmente unter Einsatz der Technologie des Gießens mit äquiaxialen Kristallen zu lokalisieren und zu optimieren. Dieser Ansatz ermöglicht eine präzise Balance zwischen mechanischer Festigkeit, Widerstandsfähigkeit gegen thermische Ermüdung und Kosteneffizienz – perfekt abgestimmt auf die anspruchsvollen Leistungsanforderungen moderner GuD-Kraftwerke (Gas-und-Dampf-Kombikraftwerke) der nächsten Generation.
Projekthintergrund und Anforderungen
Das Turbinensegment der dritten Stufe in den neuesten industriellen Gasturbinenmodellen von ABB arbeitet in Umgebungen mit Temperaturen über 1000 °C, ausgesetzt thermischen Wechselbelastungen, Oxidation und korrosiven Verbrennungsnebenprodukten. Neben der mechanischen Integrität sind eine konsistente Maßhaltigkeit und Oberflächenqualität entscheidend für die aerodynamische Effizienz und die Langzeitbeständigkeit.
Das technische Team von ABB benötigte eine maßgeschneiderte Fertigungslösung, die Folgendes liefert:
Gleichmäßige mechanische Eigenschaften über alle Segmente hinweg
Kontrollierte Gefügestruktur für optimierte Leistung bei thermischer Ermüdung
Zuverlässige Maßgenauigkeit und Oberflächengüte für eine konsistente Montage
Kosteneffiziente Produktion, geeignet sowohl für Prototypen als auch für Serienfertigung
Angesichts dieser Ziele wurde das Gießen mit äquiaxialen Kristallen als optimaler Prozess ausgewählt, der Gestaltungsfreiheit, mechanische Leistung und skalierbare Wirtschaftlichkeit in der Fertigung in Einklang bringt.
Material- und Prozessauswahl
Materialauswahl
Für dieses Projekt wurde Inconel 738 als Basislegierung gewählt. Dieses Material bietet eine robuste Kombination aus Zugfestigkeit, Kriechbeständigkeit und Oxidationsleistung bei erhöhten Temperaturen und ist damit ideal für Anwendungen in Turbinensegmenten geeignet. Die Zusammensetzung und die Verarbeitungshistorie von Inconel 738 passen gut zum Gießen mit äquiaxialen Kristallen und gewährleisten ein stabiles Kornwachstum sowie ein einheitliches mechanisches Verhalten.
Detaillierte Materialspezifikationen und Dienstleistungskapazitäten für Inconel 738 können über spezialisierte Legierungslösungen eingesehen werden, wie sie beispielsweise für fortschrittliche Guss-Superlegierungen entwickelt wurden, die im Vakuum-Feingussverfahren eingesetzt werden.
Prozessweg
Der ausgewählte Fertigungsweg ist integriert.
Hochpräzise Herstellung von Wachsmodellen
Fortschrittlicher Schalenbau mit kontrollierter Permeabilität
Vakuum-Feinguss unter optimierten thermischen Gradienten
Maßgeschneiderte Abkühlprofile zur Förderung einer einheitlichen Bildung äquiaxialer Körner
Wärmebehandlung nach dem Guss zur Verfeinerung des Mikrogefüges und Optimierung der Phasenverteilung
Dieser Ansatz nutzt die Flexibilität des Vakuum-Feingusses und bietet sowohl hohe metallurgische Qualität als auch eine feine Merkmalsdefinition. Die präzise Kontrolle der Korngröße und -verteilung ist in diesem Kontext entscheidend, da sie direkt die Fähigkeit des Bauteils beeinflusst, unter thermischen Wechselbelastungen der Rissinitiierung und -ausbreitung zu widerstehen.
Technische Herausforderungen und Lösungen
Geometrische Komplexität und Präzisionskontrolle
Das Turbinensegment der dritten Stufe weist intricate Geometrien auf, einschließlich komplexer Kühlkanäle und Befestigungsschnittstellen. Die Erzielung einer Maßpräzision über diese Merkmale hinweg erforderte integrierte digitale Inspektion und Rückkopplungsschleifen.
Unser Team nutzte KMG-Prüfungen (Koordinatenmessgeräte) und hochauflösendes 3D-Scannen, um die Maßkonformität während des gesamten Produktionsprozesses zu validieren. Dies ermöglichte eine proaktive Anpassung der Werkzeuge und Prozessparameter, wodurch sichergestellt wurde, dass die finale Bauteilgeometrie innerhalb der strengen Toleranzfenster von ABB blieb.
Kornuniformität und Fehlerminimierung
Das Gießen mit äquiaxialen Kristallen erfordert eine sorgfältige Kontrolle der Erstarrungsdynamik. Um Variationen der Korngröße zu minimieren und unerwünschte Seigerungen oder Porosität zu vermeiden, haben unsere Ingenieure Folgendes feinabgestimmt:
Vorwärmtemperaturen der Formen
Überhitzung beim Gießen
Kontrollierte Abkühlraten innerhalb der Gusskammer
Die Prozessbegleitende Überprüfung durch Röntgeninspektion und metallografische Mikroskopie lieferte eine umfassende Bewertung der inneren Qualität. Etwaige Abweichungen wurden schnell diagnostiziert und durch iterative Prozessverfeinerung behoben.
Integration mit Wärmedämmschichten
Die Grenzfläche zwischen der Basislegierung und der aufgetragenen Wärmedämmschicht (TBC) spielt eine entscheidende Rolle für die Lebensdauer des Bauteils. Bei diesem Projekt stellte die enge Zusammenarbeit zwischen Guss- und Beschichtungsingenieuren sicher, dass die Oberflächenchemie und Rauheitsprofile vollständig kompatibel mit den proprietären TBC-Systemen von ABB waren, was eine dauerhafte Haftung ermöglichte und Spannungen durch thermische Fehlanpassung minimierte.
Vorläufige Ergebnisse und Qualitätskennzahlen
Erste Produktionsläufe zeigten eine hervorragende Übereinstimmung mit den technischen Spezifikationen von ABB. Die wichtigsten Ergebnisse sind nachfolgend zusammengefasst:
Leistungsparameter | Zielwert | Tatsächliches Ergebnis | ABB-Standard |
|---|---|---|---|
Korngrößenbereich (μm) | 50–150 | 60–140 | ≤150 |
Innere Fehler (Röntgen-Level) | ≤Level 2 | Level 1–2 | Level 2 |
Oberflächenrauheit Ra (μm) | ≤3,2 | 2,8–3,1 | ≤3,2 |
Zugfestigkeit bei 1000 °C (MPa) | ≥850 | 870–890 | ≥850 |
Thermische Ermüdungszyklen | ≥3000 | >3200 | ≥3000 |
Oxidationsbeständigkeit (1050 °C/1000 h) | Bestanden | Bestanden | Bestanden |
Diese Ergebnisse bestätigen die Robustheit des Prozesses und seine Eignung für die Umsetzung im großen Maßstab. ABB hat sich höchst zufrieden mit der Konsistenz und Qualität der gelieferten Segmente gezeigt.
Integration in die Großserienproduktion
Aufbauend auf der erfolgreichen Validierungsphase der Prototypen ging das Projekt in die skalierte Fertigung über, um den operativen Anforderungen von ABB für kommende Gasturbinenmodelle gerecht zu werden.
Das Prozessdesign legte besonderen Wert auf:
Stabile Ausbeute über Produktionschargen hinweg
Automatisierte Datenerfassung zur Prozessüberwachung
Robuste Qualitätssicherungs-Workflows, die Echtzeit-Inspektionsdaten integrieren
Es wurden fortschrittliche Praktiken im Werkzeug- und Formenmanagement eingesetzt, um eine einheitliche Formleistung über längere Produktionskampagnen hinweg sicherzustellen. Die Materialien der Formscha len und die Vorwärmzyklen wurden präzise gesteuert, um die Gusskonsistenz zu erhalten. Die automatisierte Verfolgung thermischer Profile während der Vakuumgusszyklen reduzierte zudem die Prozessvariabilität.
Qualitätssicherung und finale Verifizierung
Jede Produktionscharge durchlief einen umfassenden mehrstufigen Inspektionsprozess, der Folgendes beinhaltete:
Maßliche Verifizierung mittels Koordinatenmessgeräten (KMG)
Zerstörungsfreie Prüfung mit Röntgeninspektion und Ultraschallverfahren
Mikrostrukturbewertung durch metallografische Mikroskopie und Rasterelektronenmikroskopie
Mechanische Prüfungen, einschließlich Zugprüfungen bei erhöhten Temperaturen
Dieser rigorose Validierungsrahmen stellte sicher, dass jedes gelieferte Turbinensegment die hohen Standards von ABB für kritische Komponenten im Heißgasbereich erfüllte.
Betriebsleistung und Kundenfeedback
Nach der Qualifizierung wurden die kundenspezifisch gegossenen Turbinensegmente der dritten Stufe in die Prototyp-Turbinen von ABB zur Feldbewertung integriert. Aus dem kombinierten Betrieb in GuD-Kraftwerken gewonnene reale Betriebsdaten hoben mehrere wichtige Leistungsvorteile hervor:
Stabile mechanische Integrität unter hohen thermischen Gradienten
Minimale Maßänderungen nach langen Betriebsstunden
Konsistente TBC-Haftung ohne berichtete Delamination
Keine Anzeichen vorzeitiger Rissbildung oder oxidationsbedingter Degradation
Das Ingenieurteam von ABB berichtete von messbaren Steigerungen sowohl der thermischen Effizienz als auch der Lebensdauer der Komponenten, was das übergeordnete Ziel unterstützt, die Stromgestehungskosten (LCOE) für ihre fortschrittlichen Gasturbinenplattformen zu senken.
Prozessinnovationen und zukünftige Entwicklung
Der Erfolg dieses Projekts unterstrich die Vielseitigkeit und Reife des Gießens mit äquiaxialen Kristallen als Lösung für Hochleistungs-Turbinenkomponenten. Mit Blick auf die Zukunft werden mehrere Innovationspfade aktiv erforscht:
Integration des heißisostatischen Pressens (HIP), um Dichte und Ermüdungsbeständigkeit weiter zu verbessern
Anwendung KI-gesteuerter Prozesssteuerungsalgorithmen zur Optimierung der Uniformität der Kornstruktur
Kombination von Gussverfahren mit 3D-Druck für die hybride Fertigung noch komplexerer Geometrien
Gemeinsame Entwicklung von Hochtemperaturlegierungen der nächsten Generation, wie fortschrittliche Rene-Legierungen für zukünftige Gasturbinendesigns
Industrieller Kontext und breitere Auswirkungen
Dieses Projekt veranschaulicht, wie fortschrittliche Fertigung es OEMs von Gasturbinen ermöglicht, auf die sich wandelnde Energielandschaft zu reagieren. In einer Ära volatiler Kraftstoffmärkte und Dekarbonisierungsziele bleibt die Maximierung der Effizienz und Zuverlässigkeit von thermischen Erzeugungsanlagen eine globale Priorität.
Darüber hinaus hilft die Lokalisierung der Produktion von Komponenten für den Heißgasbereich von Turbinen, angetrieben durch Partnerschaften mit Spezialisten für Präzisionsguss, Lieferkettenrisiken zu mindern und regionale Fertigungsökosysteme zu fördern.
Durch gemeinsame Ingenieurbemühungen setzen ABB und seine Fertigungspartner neue Maßstäbe für Qualität und Innovation in der Gasturbinenindustrie. Die hier gewonnenen Erkenntnisse werden die Entwicklung noch fortschrittlicherer Lösungen informieren, während sich der Sektor weiterentwickelt.
Fazit
Die kundenspezifische Herstellung der Turbinensegmente der dritten Stufe von ABB durch Gießen mit äquiaxialen Kristallen demonstriert, wie ein disziplinierter, kollaborativer Ingenieursansatz erhebliche Leistungsgewinne bei kritischen Komponenten freisetzen kann.
Durch die Kombination einer präzisen Materialauswahl, fortschrittlicher Prozesssteuerung und rigoroser Qualitätssicherung lieferte dieses Projekt Komponenten, die die anspruchsvollen Betriebsanforderungen moderner Gasturbinen erfüllen und übertreffen.
Da sich die Energiemärkte in Richtung höherer Effizienz und geringerer Emissionen entwickeln, werden solche Innovationen in der Komponentenfertigung weiterhin von vitaler Bedeutung sein, um die nächste Generation von Stromerzeugungstechnologien zu ermöglichen.
Häufig gestellte Fragen (FAQs)
Was sind die Hauptvorteile des Einsatzes des Gießens mit äquiaxialen Kristallen für Turbinensegmente?
Warum hat sich ABB für Inconel 738 für das Turbinensegment der 3. Stufe entschieden?
Wie verbessert der Vakuum-Feinguss die Bauteilqualität in der Turbinenfertigung?
Welche Inspektionsmethoden werden verwendet, um fehlerfreie Turbinensegmente sicherzustellen?
Welche zukünftigen Innovationen werden für die Herstellung von Turbinensegmenten erforscht?
