用于航空航天涡轮转子部件的高温合金 CNC 加工
随着全球航空航天推进计划对更高推重比和热效率的追求,对精密加工的高温合金涡轮部件的需求持续增长。2024 年,仅航空航天 CNC 加工行业的规模就超过了 53 亿美元,其中涡轮转子占高温合金用量的 32% 以上。
Neway AeroTech在此领域提供关键解决方案。我们对Inconel(因科镍)、Rene(莱内)和Nimonic(尼莫尼克)合金的先进 CNC 加工,使得在转速超过 15,000 rpm 且温度高于 1000°C 的环境下运行的涡轮转子具有卓越的尺寸稳定性、抗疲劳性和性能。
高温合金 CNC 加工的核心技术
Neway AeroTech 的高温合金 CNC 加工结合了精度、热稳定性和刀具寿命优化技术,专为极端应用而设计。
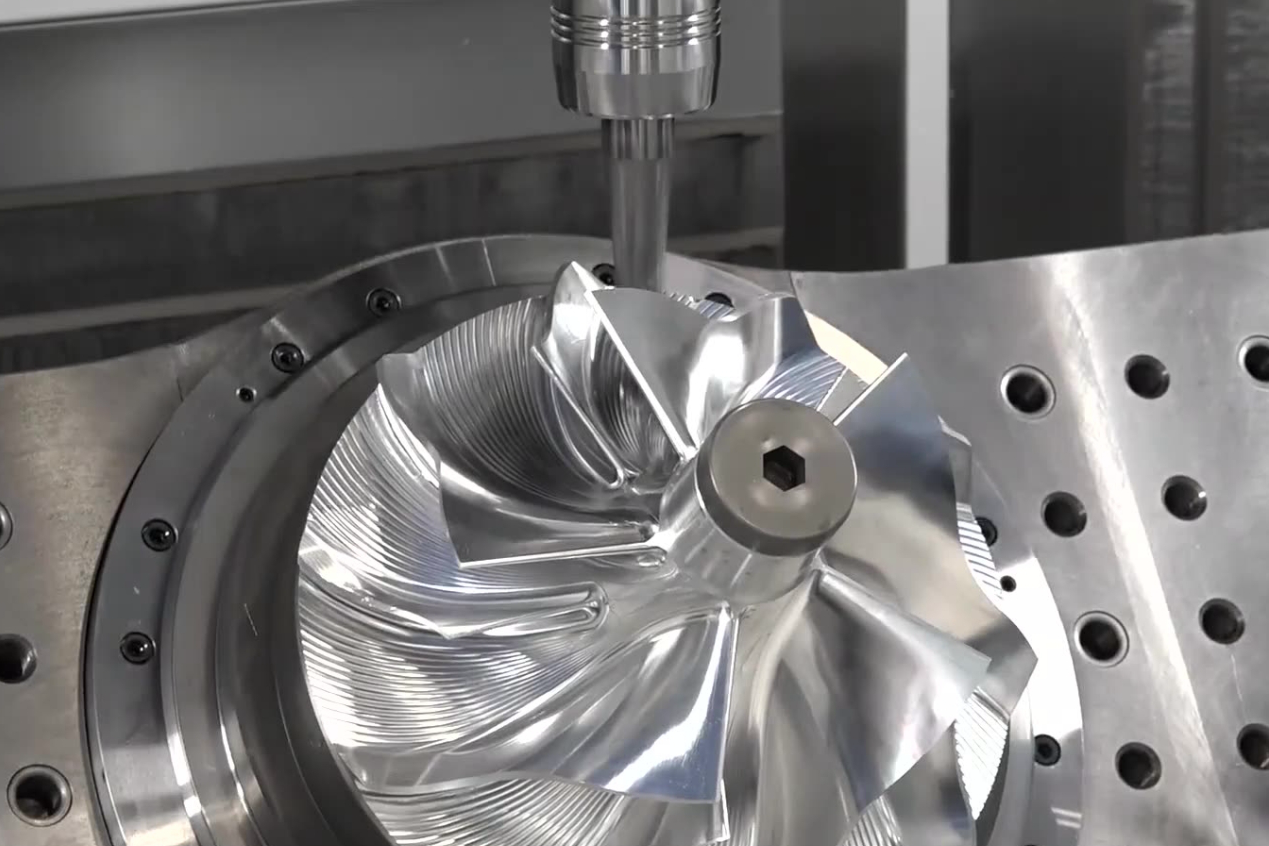
5 轴 CNC 加工可实现对复杂轮廓和深腔高温合金涡轮部件的完全刀具访问。
刀具磨损补偿算法确保在磨蚀性合金接触条件下进行长时间操作时的尺寸重复性。
高压主轴内冷系统可减少热量积聚,提高难加工高温合金材料的切削效率。
后处理 CMM 和 SEM 检测保证符合微米级公差和航空航天级规格。
所有加工操作均符合 AS9100D 和 NADCAP 等航空航天标准,确保一致性精度达到±5 μm 公差。
CNC 加工中的典型高温合金
以下高温合金常用于涡轮转子部件:
合金 | 最高使用温度 (°C) | 抗拉强度 (MPa) | 应用 |
|---|---|---|---|
704 | 1240 | 转子盘、涡轮轮毂 | |
980 | 1450 | 涡轮叶片、转子 | |
920 | 1265 | 压气机转子 | |
1140 | 1000 | 涡轮导向叶片根部 |
每种合金在极端条件下都具有特定的抗蠕变性、疲劳寿命和抗氧化保护优势。
案例研究:涡轮转子部件 CNC 加工
项目背景
一位航空航天推进客户需要为下一代军用涡扇发动机加工 Inconel 718 转子盘。该部件要求轮廓公差在±0.01 mm 以内,同心度小于 0.008 mm。外部几何特征包括倒扣、深腔以及比 ISO H6 更严格的孔对齐公差。
典型涡轮转子部件型号及应用
型号 | 应用 | 材料 | 最大转速 (RPM) | 描述 |
|---|---|---|---|---|
TRD-950 | 喷气发动机高压转子 | Inconel 718 | 18,000 | 精密平衡,多孔轮毂 |
LPT-420 | 低压涡轮盘 | Rene 88 | 12,000 | 去应力处理,轮廓铣削 |
CPT-180 | 压气机转子 | Nimonic 90 | 16,000 | 轻量化整体叶盘式设计 |
这些零件是各类航空平台发动机模块不可或缺的部分,例如F 级燃气轮机、先进无人机和超音速喷气机。
涡轮转子部件 CNC 加工的挑战
由于合金硬度超过 40 HRC 且边缘几何形状要求苛刻,刀具磨损超过 0.05 毫米/小时。
在高速钢表面以超过 150 米/分钟的切削速度连续运行超过 2 小时期间,热变形超过 0.02 毫米。
低于 8 μm 的孔与轴对齐公差需要超精密探测和多步骤刀具路径校正方法。
粗加工后必须消除高达 450 MPa 的残余应力,以防止精加工过程中发生翘曲。
深度超过 8 倍直径的腔体内的切屑排出需要优化的槽型几何形状和超过 80 bar 的冷却液压力。
涡轮转子部件 CNC 加工解决方案
使用液氮在 -196°C 下进行低温加工,将刀具磨损降低了 25%,并显著改善了表面完整性。
采用摆线铣削的自适应粗加工刀具路径最大限度地减少了刀具压力,并在多个腔体轮廓上将循环时间缩短了约 18%。
带有 3D 扫描的机内探测确保了孔对齐精度在 6 μm 以内,并将人工检测干预减少了 60%。
在 1030°C 和 100 MPa 条件下进行的热等静压 (HIP)处理,在最终精加工前消除了 98% 的内部孔隙。
GDMS 合金验证确认了加工前元素一致性在±0.03 wt% 以内,以确保在 1000°C 工作温度下的机械性能。
结果与验证
制造:转子盘在5 轴加工中心上进行加工,实现了±5 μm 的尺寸精度和 0.007 mm 的圆度,保持了 18,000 rpm 运行速度的平衡,同心度 TIR 低于 0.006 mm。
精加工:使用金刚石精加工刀具,控制进给量为 0.02 毫米/转,优化主轴转速为 1800 rpm,将表面粗糙度降低至 Ra 0.4 μm,显著提高了疲劳寿命。
后处理:在 1030°C 和 100 MPa 条件下进行 4 小时的HIP 处理,消除了空隙并恢复了各向同性晶粒结构,确保在 980°C 服务温度下保持机械强度。
测试:CMM 检测确认 100% 符合公差要求;X 射线、SEM 和GDMS 分析验证了材料均匀性,疲劳测试显示其使用寿命比客户的基准要求长 1.5 倍。
常见问题解答 (FAQs)
CNC 加工的涡轮转子通常能达到什么样的公差?
如何处理厚截面高温合金部件中的残余应力?
航空航天转子部件供应商需要哪些认证?
你们能否加工单晶和等轴晶高温合金部件?
如何确保关键转子盘的孔与轮毂的同心度?
