用于超级合金航空叶片的等离子热障涂层
引言
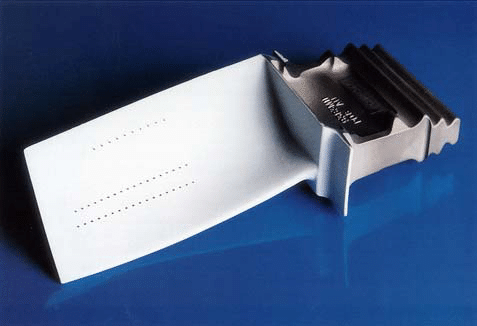
在现代喷气发动机中,涡轮叶片在极端环境下运行,表面温度可能超过1100°C。即使是先进的镍基超级合金,如Rene 80、CMSX-4和PWA 1484,也需要防止氧化、热疲劳和热腐蚀。等离子喷涂热障涂层在这些超级合金叶片上提供了关键的隔热层,延长了其寿命并提高了整体发动机效率。
在我们的工厂,我们专门为航空航天级涡轮叶片应用等离子喷涂热障涂层,确保涂层附着力、厚度控制和隔热性能符合航空航天和原始设备制造商规范。
什么是等离子喷涂热障涂层?
等离子喷涂热障涂层是一种使用大气等离子喷涂或真空等离子喷涂应用的多层陶瓷涂层系统。它通常包括:
粘结层(例如,MCrAlY或PtAl):促进附着力并保护基材免受氧化和热腐蚀。
面层(通常为7–8 wt% 氧化钇稳定氧化锆 – YSZ):提供低热导率,并使下方的超级合金免受极端热量影响。
在等离子喷涂过程中,熔融颗粒被喷射到叶片表面,形成能够抵抗剥落和热应力的层状微观结构。
超级合金航空叶片的主要优势
优势 | 描述 |
|---|---|
隔热 | 将金属表面温度降低100–200°C,保护基材。 |
抗氧化性 | 限制氧气扩散,防止高温下表面氧化皮形成。 |
蠕变与疲劳寿命 | 降低热应力,提高叶片抗疲劳性和失效时间。 |
燃油效率 | 实现更高的涡轮进口温度,从而提高发动机效率。 |
减少维护 | 延长大修间隔并降低叶片更换率。 |
适用于热障涂层应用的超级合金基材
我们将等离子热障涂层应用于多种单晶和定向凝固超级合金,包括:
CMSX-4 – 用于商用和军用发动机的第一级高压涡轮叶片。
PWA 1484 – 用于热段涡轮叶片和导向叶片。
Rene 80 – 通常应用于喷嘴导向叶片和工业涡轮叶片。
Rene N5和N6 – 用于相稳定性和热保护至关重要的单晶叶片。
每种合金都需要精确的表面处理、粘结层选择和热循环验证。
涂层工艺概述
1. 表面处理
叶片经过脱脂、喷砂和清洁,以去除氧化物并促进粘结层附着。
2. 粘结层应用
通过超音速火焰喷涂或等离子喷涂施加MCrAlY(NiCoCrAlY或CoNiCrAlY)层。它在基材和陶瓷之间形成抗氧化界面。
3. 面层应用
通过大气等离子喷涂施加7–8% YSZ层,实现150–300 μm的典型厚度,并控制孔隙率以缓解热应变。
4. 涂层后处理
可选的热处理或密封工艺可用于提高抗剥落性或满足原始设备制造商规范。
质量保证与测试
我们执行全面的检查和鉴定测试,以确保涂层性能和寿命,包括:
涂层厚度测量(±10 μm)
附着力测试(ASTM C633)
热冲击与循环测试(高达1100°C)
微观结构与孔隙率分析(扫描电镜,图像分析)
粘结层-面层界面检查
所有涂层均符合航空航天涂层规范,如GE C50TF26、Pratt & Whitney PWA 36945和Rolls-Royce RPS 661。
结果与性能
金属表面温度降低:高达200°C
承受的热疲劳循环次数:在1150°C下>1000次
抗剥落性:500小时热循环后覆盖率>95%
粘结强度:≥30 MPa(ASTM C633)
这些结果确保了在长期运行周期中对热障涂层完整性的高度信心。
常见问题解答
哪些合金与喷气发动机叶片的等离子喷涂热障涂层兼容?
涡轮叶片应用的陶瓷面层厚度应为多少?
等离子热障涂层能承受多大的热循环极限?
超级合金叶片翻新后能否重新应用热障涂层?
哪些测试方法可以验证涂层附着力和热性能?
