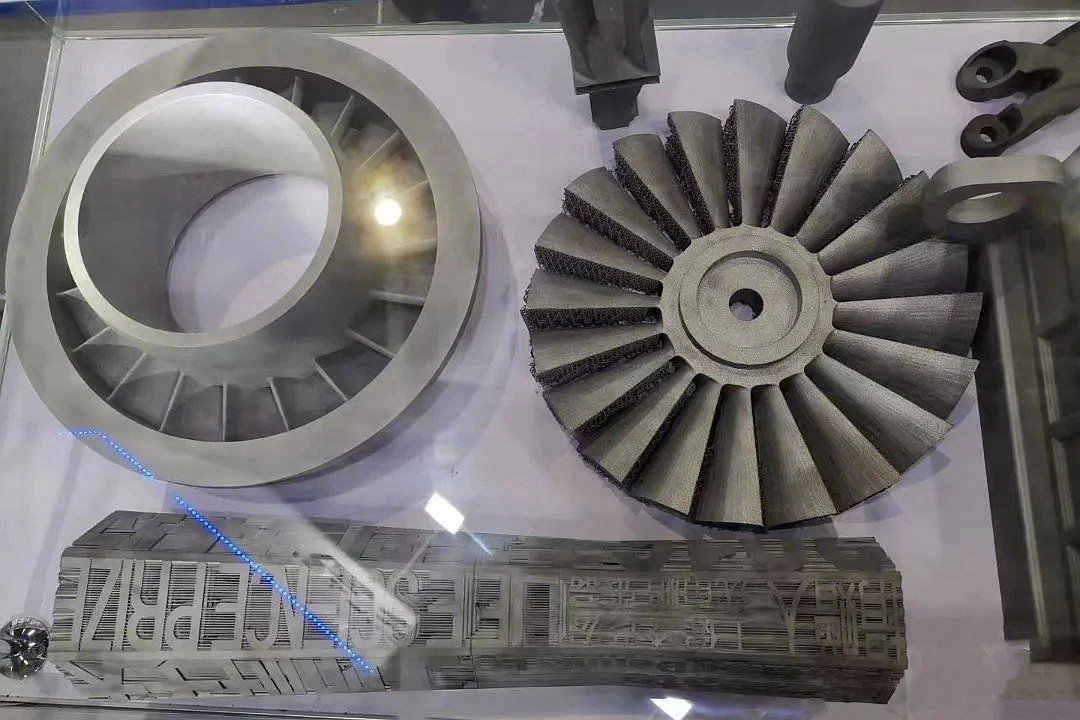
Hastelloy X 高温合金 3D 打印定制涡轮轮组件
Hastelloy X 涡轮轮 3D 打印简介
Hastelloy X 是一种镍 - 铬 - 铁 - 钼高温合金,专为在高温下提供卓越的强度、抗氧化性和热稳定性而设计。它广泛用于燃烧区涡轮部件,其中耐热性和疲劳性能至关重要。
在Neway Aerotech,我们的Hastelloy X 增材制造服务利用选择性激光熔化(SLM)技术,生产具有优化气流几何形状、内部冷却通道和近净成形效率的定制涡轮轮组件。
涡轮组件的增材制造工艺
Hastelloy X 的 SLM 工艺能力
参数 | 数值 | 描述 |
|---|---|---|
层厚 | 30–50 μm | 支持精细轮廓和叶片边缘 |
表面粗糙度(成型态) | Ra 8–15 μm | 后处理可改善流动性能和疲劳寿命 |
构建体积 | 最大 250 × 250 × 300 mm | 适用于单级涡轮轮设计 |
特征精度 | ±0.05 mm | 确保轮廓公差和翼型保真度 |
后处理 | 热等静压 (HIP) + 时效,CNC 精加工 | 疲劳性能和尺寸性能所必需 |
为何 Hastelloy X 是涡轮轮的理想材料
性能 | 数值 | 功能优势 |
|---|---|---|
工作温度 | 高达 1175°C | 非常适用于面向燃烧的涡轮段 |
抗氧化性 | 稳定至 1150°C | 在热循环过程中保持表面完整性 |
抗拉强度 | 1000°C 时 >750 MPa | 在涡轮负载条件下保持强度 |
热疲劳抗性 | 高 | 承受反复点火/停机循环 |
可焊性 | 在 SLM 中表现优异 | 允许修复和复杂构建而不开裂 |
材料与后处理策略
粉末:气雾化Hastelloy X,D50 = 35 µm,球形形貌。
打印:在氩气室中进行 SLM 打印,层厚 40 μm,以实现精确的叶片几何形状。
热处理:1160°C / 100 MPa 条件下热等静压 (HIP) 4 小时;760°C 时效以稳定晶界。
机加工:进行CNC 精加工,以确保孔同心度、平衡表面和轮毂接口。
案例研究:用于发电的 3D 打印 Hastelloy X 涡轮叶轮
项目背景
一家电力涡轮原始设备制造商 (OEM) 需要一个定制涡轮叶轮,用于高效微型涡轮项目。该零件需要具有高温蠕变抗性、严格的叶片公差以及传统铸造无法实现的集成冷却孔。
制造工作流程
设计:STL 文件包含 17 个带有内部通道的翼型;最大外径 120 mm;壁厚 1.5 mm。
打印:使用 350 W 激光器以 40 μm 层厚进行 SLM 打印;惰性气体室中氧气含量 < 100 ppm。
后处理:
进行热等静压 (HIP) 和时效处理以提高强度。
流道抛光至 Ra ≤ 4 μm。
三坐标测量机 (CMM) 检测和X 射线检测确保了尺寸和内部质量。
动平衡:成品轮按照 ISO 1940 G2.5 标准进行平衡。
结果与验证
3D 打印的 Hastelloy X 涡轮轮通过了 1100°C 和 60,000 rpm 条件下的 1000 小时热疲劳测试。翼型偏差低于±0.02 mm,内部冷却通道显示出均匀的截面流动。该组件的性能超过了 250 kW 微型涡轮的使用基准。
常见问题解答 (FAQs)
SLM 制造的 Hastelloy X 涡轮轮的热疲劳性能如何?
3D 打印如何改善叶轮中冷却通道的集成?
打印 Hastelloy X 组件后需要何种热处理?
Hastelloy X 可用于旋转和静止涡轮组件吗?
定制 3D 打印涡轮轮的典型交货期是多少?
