用于电厂维护和热端部件更换的燃气轮机喷嘴
NewayAeroTech 制造用于电厂维护、热端维修和长期备件计划的燃气轮机喷嘴及喷嘴段替换件。这些组件可根据客户图纸、原始样品、3D 扫描数据或涡轮机型号信息进行生产,并通过铸造、CNC 加工、电火花加工 (EDM)、热处理、后处理和检验完成最终制造。
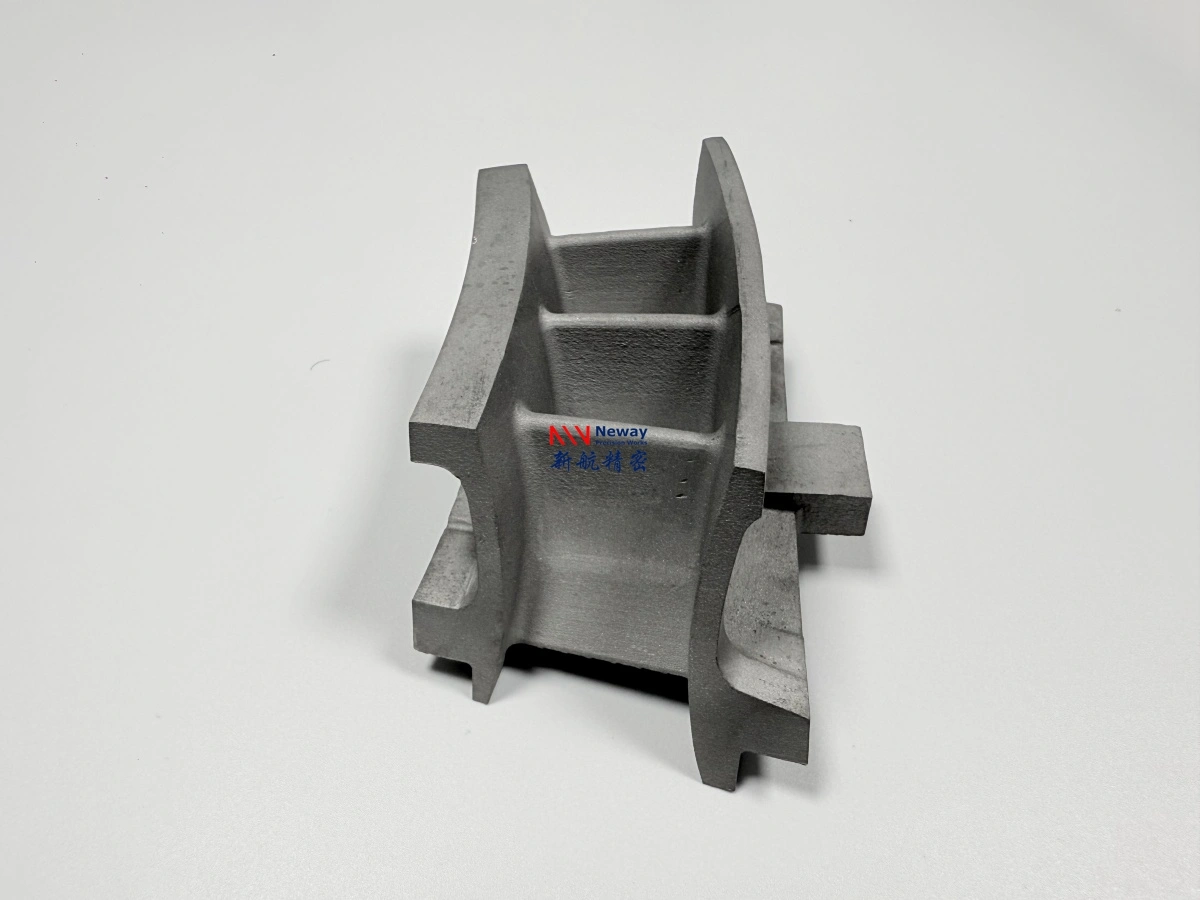
燃气轮机喷嘴是关键的热气流路径组件。它们引导并加速高温气体进入涡轮级,控制流量分布,并支持整体涡轮效率。对于发电用燃气轮机,喷嘴更换质量直接影响热端可靠性、停机计划以及长期维护成本。
NewayAeroTech 支持发电用燃气轮机部件的制造,涵盖喷嘴段、第一级喷嘴、热端喷嘴零件以及定制的高温合金涡轮喷嘴更换项目。
直接回答:用于电厂维护的燃气轮机喷嘴
NewayAeroTech 可为电厂维护和维修项目制造燃气轮机喷嘴、喷嘴段、第一级喷嘴零件以及热气流路径喷嘴替换组件。根据涡轮机型号和零件规格,制造路线可能包括特殊合金铸造、真空熔模铸造、CNC 加工、电火花加工 (EDM)、冷却特征加工、热处理、涂层制备和最终检验。
我们的制造支持涵盖:
用于电厂维护的定制燃气轮机喷嘴
用于发电涡轮机的替换燃气轮机喷嘴
第一级喷嘴和喷嘴段制造
高温合金涡轮喷嘴的铸造与加工
附带检验文档的成品喷嘴维修件
小批量维修件和长期备用喷嘴供应
我们的目标是提供成品的燃气轮机喷嘴零件,确保流道几何形状、喉部面积、安装接口、密封表面、冷却特征、材料一致性以及检验记录均受控。
燃气轮机喷嘴在热端性能中的作用
燃气轮机喷嘴在进入涡轮叶片或下游级之前,负责引导、加速和分配高温燃烧气体。其几何形状控制气体方向、速度、压力分布和局部热负荷。这使得喷嘴段成为热气流路径中最重要的组件之一。
在发电涡轮机中,燃气轮机喷嘴必须执行以下功能:
以正确角度将高温气流导向涡轮转子
通过受控的喷嘴通道加速气体
保持喉部面积和流道一致性
支持涡轮级效率和输出性能
控制局部温度分布并降低热点风险
在热端保持密封和装配稳定性
由于喷嘴几何形状直接影响涡轮性能,替换喷嘴零件必须在流道表面、平台尺寸、密封面、冷却特征和最终装配接口方面进行严格控制。
燃气轮机喷嘴零件的常见损伤
燃气轮机喷嘴在高温气流、氧化、热腐蚀、热循环、振动和压力波动下运行。在长期运行过程中,喷嘴零件会逐渐失去其原始几何形状和表面保护。
常见的喷嘴损伤包括:
热气流路径表面的烧蚀或熔损
高温区域的氧化和热腐蚀
由反复启停循环引起的热裂纹
涂层剥落、起皮或局部涂层损失
平台变形或密封表面损坏
由侵蚀、扭曲或沉积物堆积引起的喉部面积变化
冷却孔堵塞、磨损或局部边缘损坏
停机检查期间发现的装配接口磨损
当喷嘴段超出修复极限时,需要更换零件以恢复流道几何形状、热保护、密封性能和涡轮运行可靠性。
适用于热端燃气轮机喷嘴的材料
燃气轮机喷嘴通常由镍基高温合金、钴基高温合金或其他抗氧化高温合金制成。正确的材料选择取决于涡轮机型号、喷嘴级、工作温度、热腐蚀暴露情况、涂层系统和原始规格。
NewayAeroTech 支持用于镍基喷嘴和热端组件的Inconel 合金真空熔模铸造。对于钴基喷嘴材料,当需要耐热腐蚀、耐磨性和钴合金性能时,可评估Stellite 合金真空熔模铸造。针对特定的腐蚀和高温环境,Hastelloy 合金真空熔模铸造也可用于材料对比分析。
材料系列 | 在喷嘴项目中的典型用途 | 选择考量 |
|---|---|---|
镍基高温合金 | 喷嘴段、导向叶片、热端静止部件 | 适用于高温强度、抗氧化性以及铸造热气流路径组件 |
钴基高温合金 | 第一级喷嘴、叶片段、耐热腐蚀组件 | 当优先考虑耐热腐蚀性、热稳定性和静止热端部件的耐用性时使用 |
抗氧化合金 | 暴露于高温气体、涂层系统和热循环的喷嘴零件 | 根据服务温度、气体化学成分、涂层要求和原始设计进行选择 |
对于替换用的燃气轮机喷嘴,材料选择应尽可能遵循原始图纸或经验证的样品数据。如果考虑等效材料,则在报价前应审查工作温度、气体环境、涂层系统和检验验收标准。
高温合金燃气轮机喷嘴的铸造路线
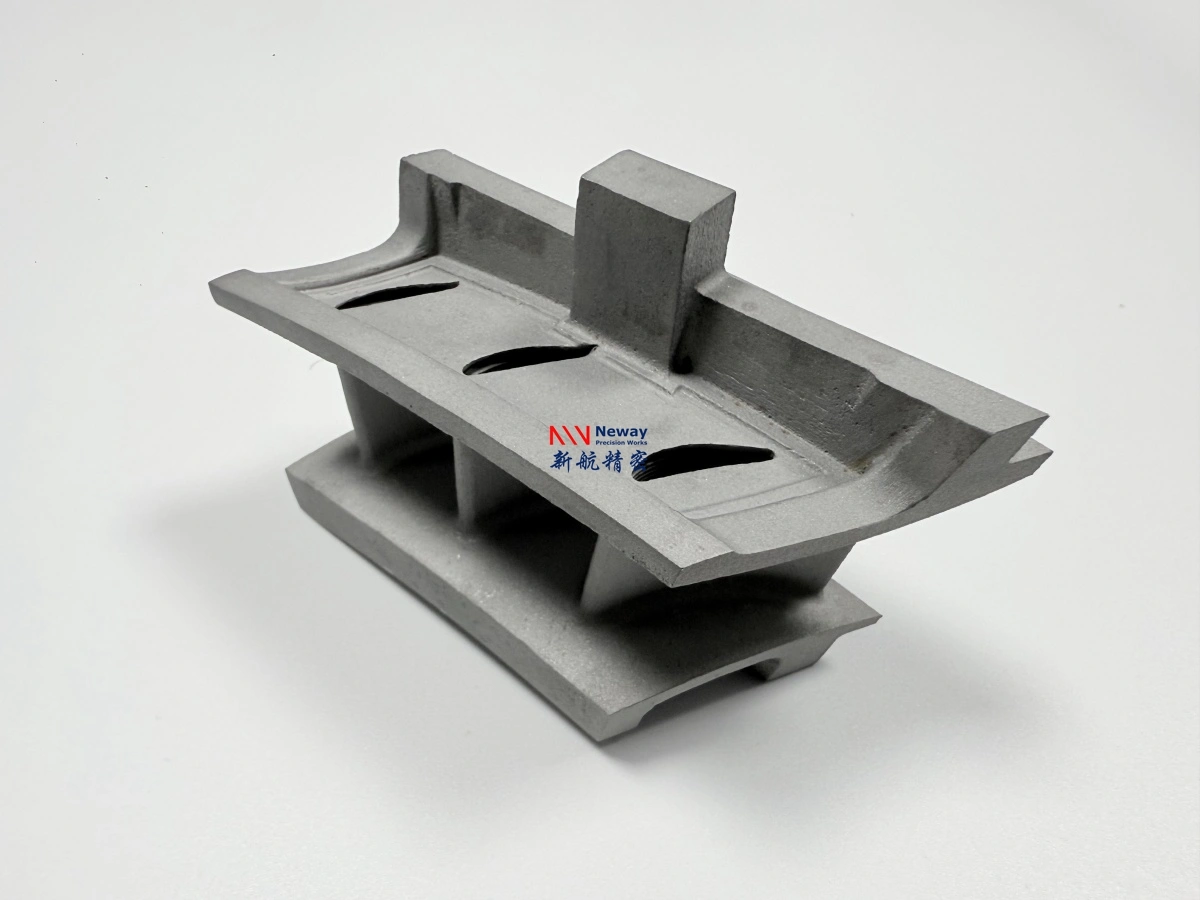
燃气轮机喷嘴通常具有复杂的弯曲流道、平台、肋条、凸台、冷却相关特征、密封边缘和局部安装结构。这些几何形状很难且昂贵地从实心坯料完全加工出来。因此,铸造是许多喷嘴更换项目的实际起点。
用于涡轮喷嘴的特殊合金铸造支持高温合金零件的生产,需同时评估铸造可行性、合金行为、壁厚和下游加工要求。
用于燃气轮机喷嘴的真空熔模铸造可生产具有复杂流道几何形状的近净形喷嘴毛坯。该路线减少了材料浪费,并使 CNC 加工能够专注于精密接口而非整个组件本体。
重要的铸造控制点包括:
流道和平台几何形状的蜡模精度
薄壁和弯曲截面周围的陶瓷壳稳定性
收缩、气孔、裂纹和夹杂物的控制
为密封面、安装表面和基准加工预留余量
对冷却特征或后续 EDM/钻孔操作的支持
针对内部缺陷和关键截面的检验规划
喷嘴组件的 CNC 加工
铸造创造了近净形的喷嘴毛坯,但控制装配、密封和尺寸重复性的表面及特征仍需 CNC 加工。燃气轮机喷嘴段通常包括需要精确加工的平台面、密封面、定位孔、安装接口和基准区域。
NewayAeroTech 提供用于喷嘴组件的高温合金 CNC 加工,包括用于热端维修件的镍基和钴基高温合金。
典型的加工喷嘴特征包括:
安装面和装配接口
密封面和接触表面
定位孔、槽和局部固定特征
平台边缘和受控边界表面
用于三坐标测量机 (CMM) 和流道检验的基准面
需要平面度、平行度或轮廓控制的局部区域
加工基准规划非常重要,因为喷嘴零件必须在涡轮机匣内正确配合,并与相邻的热气流路径组件对齐。如果基准策略和功能表面未协调一致,零件即使通过局部加工检验,也可能在装配时失败。
电火花加工 (EDM) 和冷却特征加工
某些燃气轮机喷嘴零件包含孔、槽、冷却通道、气膜冷却特征或局部气流通道。这些特征可能难以通过传统加工产生,特别是在硬质镍基或钴基高温合金中。
对于冷却相关特征,当设计包含深、窄或与气流相关的孔时,可评估用于冷却特征的高温合金深孔钻削。电火花加工 (EDM) 也可用于小孔、窄槽、尖锐局部边界和刀具访问受限的特征。
特征加工应控制:
冷却孔直径、位置和角度
槽宽和局部边缘几何形状
气流通道清洁度和堵塞风险
电火花加工后的重铸层或热影响表面状况
涂层前或最终检验前的去毛刺和清洁
与最终涂层厚度和遮蔽要求的兼容性
冷却特征和流道细节应在报价前确认,因为它们会显著影响制造成本、交货期、检验方法和最终性能。
热端喷嘴的后处理和涂层制备
燃气轮机喷嘴在最终交付前可能需要热处理、应力消除、表面制备、涂层制备、清洁、抛光或其他后处理。正确的后处理路线取决于合金牌号、铸造方法、图纸要求、涂层系统和客户验收标准。
NewayAeroTech 支持用于热端喷嘴的高温合金后处理,将铸造、加工、表面状态控制和最终检验整合到一条制造路线中。
后处理可能包括:
用于材料状态和微观组织控制的热处理
加工或电火花加工后所需的应力消除
表面清洁和氧化物去除
为抗氧化或热障涂层系统进行的涂层制备
孔、槽和密封表面周围的去毛刺和边缘精加工
交付前的最终表面审查
如果需要涂层,应在最终加工完成前定义涂层余量和遮蔽区域。否则,涂层堆积可能会影响最终间隙、孔径、密封表面或装配配合。
燃气轮机喷嘴更换的关键控制点
燃气轮机喷嘴是热气流路径控制组件,因此关键质量点与几何形状和服务环境都密切相关。替换喷嘴零件必须保持正确的气流、配合、密封和材料性能。
关键控制点包括:
喉部面积和气流通道一致性
流道轮廓、前缘、后缘和局部过渡表面
安装面和装配接口
密封面、接触表面和边界间隙
定位孔、槽和局部固定特征
冷却孔、气流通道和局部通道清洁度
材料化学成分、热处理状态和铸造致密性
当需要热障涂层 (TBC) 或抗氧化涂层时的涂层制备质量
对于磨损样品的更换,必须将服役损伤与原始设计意图区分开来。烧蚀边缘、磨损的密封面、堵塞的冷却孔、涂层损失和热变形不应直接复制到替换喷嘴模型中。
成品燃气轮机喷嘴零件的检验
检验对于燃气轮机喷嘴替换件至关重要,因为组件必须满足材料、铸造、加工、流道和表面质量要求。完整的生产检验计划应在生产开始前确认。
检验项目 | 检查内容 | 重要性 |
|---|---|---|
X 射线或 CT | 内部气孔、缩松、夹杂物、隐蔽铸造缺陷 | 验证热端服役的铸造致密性 |
荧光渗透检测 (FPI) | 表面裂纹和开放性缺陷 | 在涂层、装配或交付前识别裂纹风险 |
CMM 检验 | 安装面、密封表面、基准特征、平台尺寸 | 确认装配配合和尺寸重复性 |
流道检验 | 喉部面积、喷嘴通道轮廓、前后缘几何形状 | 支持气流控制和涡轮效率 |
材料验证 | 化学成分、合金牌号、材料证书 | 确认喷嘴使用了指定的高温合金 |
表面质量 | 加工痕迹、涂层制备表面、边缘损伤、孔堵塞 | 降低热气流路径失效和涂层风险 |
X 射线、FPI、CMM、材料报告、涂层检验和流道测量等检验要求应在询价 (RFQ) 阶段定义。这可避免生产开始后的成本和交货期不确定性。
喷嘴段的逆向工程支持
许多电厂维护项目始于使用过的喷嘴段、不完整的图纸或 3D 扫描数据。在这些情况下,逆向工程必须识别原始功能几何形状,而不是复制受损的服役表面。
NewayAeroTech 可基于以下内容审查燃气轮机喷嘴更换项目:
原始图纸和 3D CAD 文件
使用过的喷嘴段样品
3D 扫描数据和重建模型
旧零件的材料分析
显示氧化、烧蚀、裂纹或涂层损失的照片
涡轮机型号、喷嘴级和运行条件
对于逆向工程的喷嘴零件,应仔细审查喉部面积、流道轮廓、密封表面、冷却特征和装配接口。这些特征决定了替换喷嘴是否能在涡轮机中正常工作。
供应商在电厂喷嘴维修项目中的价值
合格的燃气轮机喷嘴供应商应提供的不仅仅是铸造能力。供应商应了解热气流路径功能、材料选择、铸造路线、加工基准、冷却特征加工、涂层制备和检验规划。
NewayAeroTech 通过提供以下支持来协助电厂喷嘴维修和更换项目:
高温合金和钴合金材料审查
特殊合金铸造和真空熔模铸造选项
针对密封面、安装表面和基准特征的 CNC 加工
针对冷却和气流特征的电火花加工 (EDM) 和深孔钻削评估
热处理、涂层制备和后处理支持
X 射线、FPI、CMM、材料验证和流道检验规划
原型、小批量维修件和长期备用喷嘴制造
这种集成路线有助于减少铸造、加工、涂层和检验供应商之间的沟通差距。当电厂停机时间表要求可预测的交付和清晰的检验文档时,这一点尤为宝贵。
燃气轮机喷嘴替换件的询价 (RFQ) 清单
为了准确报价燃气轮机喷嘴和喷嘴段替换件,客户应提供技术图纸和服务信息。这有助于供应商评估铸造工装、材料选择、加工路线、检验成本和制造风险。
完整的询价单应包括:
涡轮机型号、喷嘴级、零件号和修订版本
2D 图纸和 3D CAD 文件(如有)
如需逆向工程,提供使用过的喷嘴样品、照片或 3D 扫描数据
所需材料牌号,如镍基、钴基或客户指定的高温合金
铸造路线要求,如特殊合金铸造或真空熔模铸造
热处理、涂层、热障涂层 (TBC) 或后处理要求
流道轮廓、喉部面积、冷却孔、密封表面和安装接口要求
检验要求,如 X 射线、CT、FPI、CMM、材料报告、涂层报告或流道检验
原型、维修批次或长期备件计划的数量
交货计划、停机时间、包装和文档要求
如果项目基于损坏或磨损的样品,客户应标记烧蚀区域、磨损的密封面、堵塞的冷却孔、缺失的涂层、裂纹区域和功能表面。这有助于避免逆向工程错误并提高替换零件的可靠性。
结论
用于电厂维护和热端部件更换的燃气轮机喷嘴需要受控的高温合金铸造、CNC 加工、电火花加工 (EDM) 或钻削、热处理、涂层制备和最终检验。这些组件引导并加速高温气流,因此必须仔细管理喉部面积、流道轮廓、密封表面、冷却特征、材料一致性和表面质量。
NewayAeroTech 支持基于图纸、旧喷嘴段、3D 扫描数据或涡轮机型号信息的燃气轮机喷嘴更换制造。我们的能力包括特殊合金铸造、真空熔模铸造、高温合金 CNC 加工、冷却特征加工、后处理、X 射线、FPI、CMM、材料验证以及成品喷嘴交付。
如需燃气轮机喷嘴维修件报价,请发送涡轮机型号、喷嘴级、零件号、2D 图纸、3D 文件、样品照片、材料要求、涂层要求、检验标准、数量和交货目标。我们的工程团队可以为您的电厂维护项目审查最合适的制造路线。
