工业燃气轮机维修与更换用燃烧室衬套
NewayAeroTech 支持为工业燃气轮机维修和更换项目定制制造燃烧室衬套。燃烧室衬套(也称为燃烧室衬里或燃气轮机衬套)在燃烧段内运行,暴露于高温火焰、压力波动、冷却空气、振动、氧化、腐蚀以及反复的热循环中。
对于发电厂涡轮机维护团队而言,燃烧室衬套的更换质量直接影响燃烧稳定性、热端部件寿命、排放一致性、停机计划以及设备的长期可靠性。更换用的衬套必须在交付前严格控制材料性能、壁厚、圆度、冷却孔位置、表面状况、涂层准备以及最终检验。
NewayAeroTech 为定制燃烧室衬套、燃烧室衬里、过渡段相关热端部件以及其他高温燃气轮机更换组件提供发电涡轮机维修零件支持。
直接回答:工业燃气轮机定制燃烧室衬套
NewayAeroTech 可根据客户图纸、旧件样品、3D 扫描数据或涡轮机型号信息,为工业燃气轮机维修和更换项目制造定制燃烧室衬套。根据设计不同,制造路线可能包括高温合金成型、特定部件的真空熔模铸造、CNC 加工、冷却孔钻孔、电火花加工 (EDM)、热处理、涂层准备以及最终检验。
我们的制造支持涵盖:
工业燃气轮机定制燃烧室衬套
发电涡轮机更换用燃烧室衬套
燃烧室衬套维修零件
高温燃烧室衬套制造
冷却孔和气膜冷却特征加工
根据客户检验要求交付成品或半成品衬套
我们的目标是提供几何形状受控、材料状态可靠、冷却特征精确、表面质量稳定且具备可追溯检验文档的燃气轮机燃烧室衬套更换件。
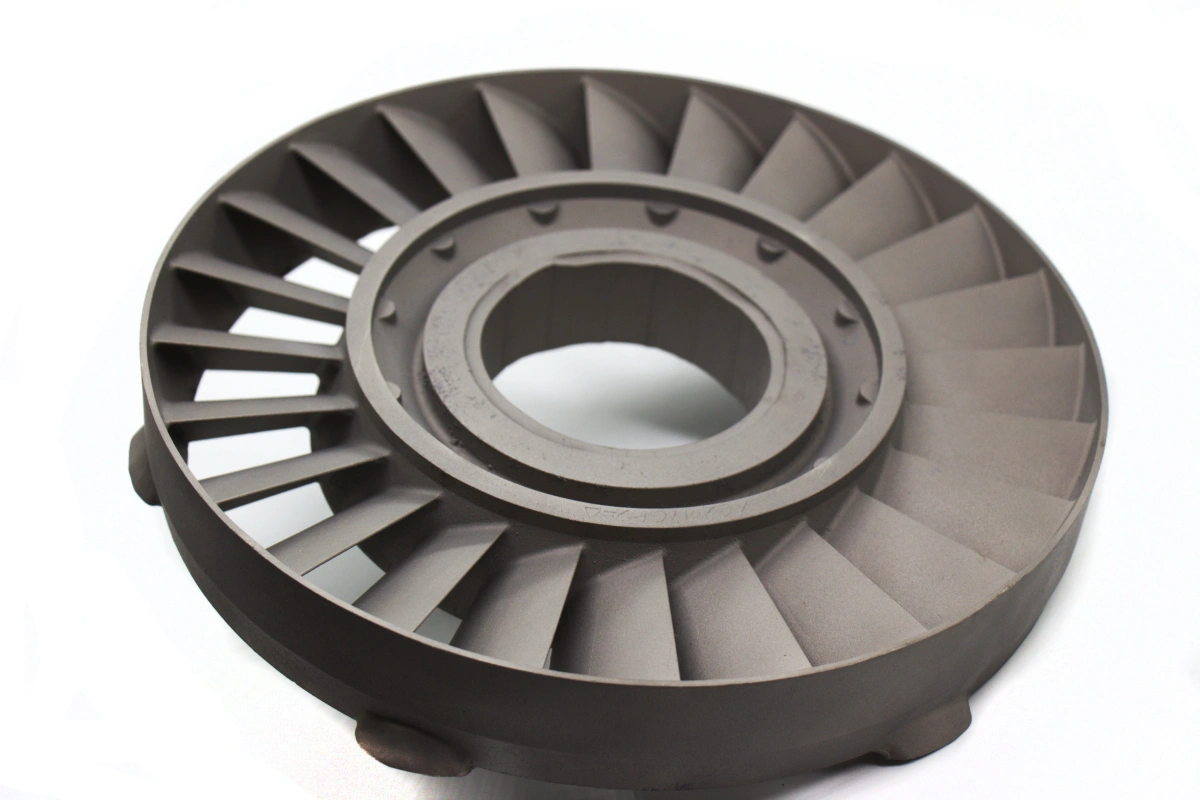
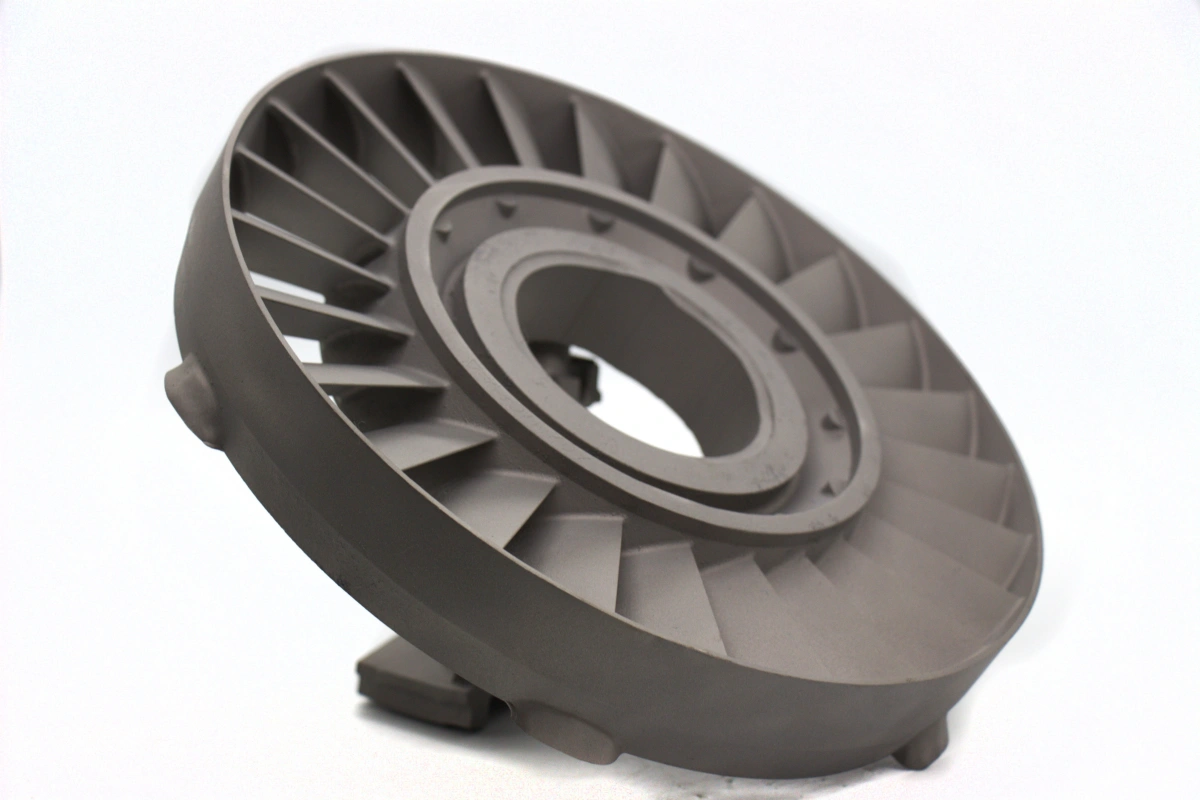
燃气轮机燃烧室衬套的工作条件
燃烧室衬套工作在工业燃气轮机中最严苛的环境之一。它们容纳并引导燃烧过程,同时保护周围结构免受直接火焰和过度热量的影响。衬套还必须允许受控的冷却空气通过孔、槽、百叶窗或气膜冷却特征流过。
典型的工作条件包括:
暴露于高温燃烧气体
反复启停造成的热循环
燃料和燃烧产物引起的氧化和高温腐蚀
冷却空气冲击和气膜冷却流动
压力波动、振动和声载荷
薄壁结构应力和局部变形风险
长期服役间隔内的涂层退化和表面氧化
由于这些条件,燃烧室衬套必须由合适的高温合金制造,并严格控制壁厚、冷却孔几何形状、圆度和表面状况。
为何需要更换燃烧室衬套
燃烧室衬套在涡轮机运行过程中会逐渐退化。即使基体合金合适,长期的热暴露、氧化、振动和冷却孔损坏也会降低衬套的可靠性。在电厂维护期间,磨损或损坏的衬套可能需要维修、翻新或更换。
常见的燃烧室衬套失效模式包括:
由反复加热和冷却引起的热疲劳裂纹
面向火焰表面附近的烧蚀或熔损
因氧化、腐蚀或冲蚀导致的壁厚减薄
薄壁变形、椭圆化或圆度丧失
因沉积物、氧化或涂层堆积导致的冷却孔堵塞
冷却孔烧穿或边缘损坏
涂层剥落、掉块或局部涂层缺失
焊接裂纹或局部修复区失效
当这些缺陷超出维修极限时,更换燃烧室衬套有助于恢复燃烧段的可靠性,并降低下游热端部件损坏的风险。
燃烧室衬套的材料选择
燃烧室衬套材料必须能够抵抗高温、氧化、腐蚀、热疲劳以及成型或制造应力。正确的合金选择取决于涡轮机型号、燃料类型、工作温度、冷却设计、涂层系统和原始规格。
燃烧室衬套项目的常见材料选项包括 Haynes 188、Hastelloy X、Inconel 625 和 Inconel 718。这些材料是根据抗氧化性、高温强度、可加工性、耐腐蚀性和热稳定性的不同组合来选择的。
NewayAeroTech 支持Hastelloy 合金真空熔模铸造以及热端部件的高温合金制造,适用于对耐腐蚀性和热稳定性要求较高的场景。对于镍基燃烧和涡轮部件,Inconel 合金真空熔模铸造可支持材料对比和定制零件开发。Nimonic 合金真空熔模铸造也可针对特定的镍基高温应用进行评估。
材料 | 典型强度 | 燃烧室衬套考量 |
|---|---|---|
Haynes 188 | 钴基高温抗氧化性和热稳定性 | 适用于需要钴合金性能的严苛热端环境 |
Hastelloy X | 高温抗氧化性和良好的可加工性 | 常用于燃烧室和高温气流通道结构 |
Inconel 625 | 耐腐蚀和抗氧化性 | 当耐腐蚀性和可制造性至关重要时适用 |
Inconel 718 | 高强度且广泛应用于航空航天 | 可根据温度和设计选择用于结构热端部件 |
对于更换用的燃烧室衬套,材料应尽可能遵循原始图纸或经验证的样品数据。如果考虑替代材料,供应商应审查工作温度、燃料环境、冷却设计、涂层要求和预期使用寿命。
工业燃气轮机燃烧室衬套的制造路线
燃烧室衬套通常是具有许多冷却孔且圆柱或圆锥几何形状受控的薄壁热端部件。其制造路线可能涉及成型、焊接、特定特征的铸造、CNC 加工、孔加工、热处理、涂层准备和检验。
典型路线可能包括:
审查涡轮机型号、衬套图纸、旧件样品或 3D 扫描数据
确认材料牌号、壁厚、冷却孔设计、涂层要求和检验标准
通过成型、制造、特定部件铸造或组合制造路线生产衬套毛坯
加工安装接口、法兰、基准特征和装配表面
加工冷却孔、稀释孔、槽或气流特征
在需要的地方进行热处理或应力消除
为涂层、清洗、抛光或客户指定的后处理准备表面
检验孔位、壁厚、圆度、表面裂纹、焊缝和最终尺寸
准备供客户审查和交付的质量文件
NewayAeroTech 支持燃烧室衬套的高温合金后处理,将热处理、表面控制、涂层准备、清洗和检验整合到实用的制造工作流程中。
燃烧部件的铸造和成型选项
并非每个燃烧室衬套都是完全铸造的。许多衬套是薄壁成型和制造的结构。然而,根据几何形状和材料,特定的燃烧部件、衬套段、凸台、安装特征、过渡区域、支架或复杂的流道特征可能受益于铸造工艺。
燃烧部件的真空熔模铸造可支持复杂的高温合金形状,其中近净成形铸造可减少加工浪费并提供更大的设计自由度。对于定制维修零件,铸造可与加工、焊接、成型或后处理相结合,具体取决于衬套设计。
在评估铸造或成型时,工程师应审查:
壁厚和薄壁稳定性
燃烧气体暴露表面
冷却孔和稀释孔位置
安装环、法兰、支架和局部凸台
可焊性和焊后热处理要求
涂层准备和最终检验的可及性
最佳路线取决于原始衬套设计。对于更换项目,制造方法应保留功能,而不仅仅是复制外观。
燃烧部件的 CNC 加工
CNC 加工对于控制装配、密封和对准的燃烧室衬套特征是必不可少的。即使衬套主体是成型或制造的,安装面、法兰区域、基准表面、凸台和接口特征可能仍需精密加工。
NewayAeroTech 提供燃烧部件的高温合金 CNC 加工,包括用于涡轮热端维修零件的镍基和钴基高温合金。
典型的加工区域包括:
安装法兰和装配接口
用于检验和配合的基准表面
密封表面和接触面
凸台、支架和局部连接特征
槽、窗口或受控边界边缘
需要最终圆度、平面度或位置控制的区域
必须仔细规划加工,因为燃烧室衬套通常是薄壁结构。过大的切削力、糟糕的夹具设计或不正确的基准选择可能导致变形或装配不匹配。
燃烧室衬套的冷却孔控制
冷却孔对燃烧室衬套的性能至关重要。它们允许冷却空气保护衬套壁、塑造燃烧过程并减少局部过热。如果冷却孔被堵塞、位置错误、尺寸过大、尺寸过小或边缘烧损,衬套的使用寿命可能会缩短。
用于冷却孔的高温合金深孔钻削可支持需要长孔或难加工气流孔的特定燃烧部件。当孔较小、有角度、对薄壁敏感或难以通过常规钻孔加工时,也可使用电火花加工 (EDM) 进行孔加工。
冷却孔控制应关注:
孔径和公差
孔位和图案一致性
孔角和气流方向
边缘质量和去毛刺
因沉积物、涂层或加工残留物引起的堵塞
孔周围的壁厚和烧穿风险
冷却孔特征应在交付前进行检验,因为它们直接影响气膜冷却、壁温和燃烧室衬套的耐久性。
燃烧室衬套的表面和涂层准备
燃烧室衬套在进行抗氧化涂层、热障涂层或客户指定的保护处理之前可能需要表面准备。涂层前的表面质量会影响涂层附着力、厚度一致性和服役可靠性。
表面和涂层准备可能包括:
去除氧化皮、油污和加工污染物
去除冷却孔、槽和薄壁边缘的毛刺
清洁衬套内部和外部表面
根据涂层要求控制粗糙度
在需要时对安装特征、密封表面或孔进行遮蔽
在涂层前检查裂纹、凹坑和表面缺陷
如果在制造过程中未考虑涂层厚度,可能会影响冷却孔、密封特征或装配间隙。因此,应在设计和询价阶段审查涂层余量和遮蔽方案。
燃气轮机燃烧室衬套的检验
检验对于燃烧室衬套至关重要,因为该零件结合了薄壁结构、冷却孔、高温合金材料、表面状况和装配要求。检验计划应验证衬套几何形状以及控制冷却和服役可靠性的特征。
检验项目 | 检查内容 | 重要性 |
|---|---|---|
冷却孔 | 孔位、直径、角度、堵塞情况、边缘质量 | 控制冷却空气分布和衬套壁温 |
壁厚 | 薄壁一致性、局部减薄、成型或加工区域 | 防止薄弱区、烧穿和变形风险 |
圆度和形状 | 圆度、椭圆度、法兰对齐、装配几何形状 | 确保在燃烧段中正确配合 |
FPI (荧光渗透检测) | 表面裂纹、热疲劳裂纹、开口缺陷 | 有助于在交付或涂层前识别裂纹风险 |
焊缝检验 | 焊接裂纹、咬边、未熔合、局部变形 | 支持制造型衬套组件的结构可靠性 |
涂层前表面 | 清洁度、粗糙度、氧化物去除、遮蔽区域 | 支持涂层附着力和热防护性能 |
检验要求在报价前应予以确认。冷却孔测量、壁厚检查、圆度检验、FPI、焊缝检验、涂层准备审查和材料报告都会影响成本和交货期。
燃烧室衬套更换的逆向工程支持
许多燃烧室衬套更换项目始于旧件、损坏样品、不完整的图纸或 3D 扫描数据。在这种情况下,逆向工程必须将原始设计与服役损伤区分开来。
NewayAeroTech 可基于以下内容审查项目:
原始图纸和 3D CAD 文件
旧的燃烧室衬套样品
3D 扫描数据和重建模型
显示裂纹、烧蚀、涂层缺失或冷却孔损坏的照片
旧件的材料分析
涡轮机型号、燃烧系统类型和工作条件
对于逆向工程的燃烧室衬套,应仔细审查冷却孔、壁厚、圆度、安装接口和磨损区域。旧的衬套可能存在热变形、氧化损耗、孔堵塞和涂层损坏,这些不应复制到新的更换件中。
工业燃气轮机衬套维修的供应商价值
合格的燃烧室衬套供应商应理解材料、热暴露、冷却孔设计、薄壁制造、后处理和检验之间的完整关系。供应商不应将衬套视为简单的钣金外壳或简单的机加工零件。
NewayAeroTech 通过提供以下支持来协助燃烧室衬套维修和更换项目:
高温合金材料审查
成型、铸造、加工和组合制造路线评估
用于安装和密封接口的 CNC 加工
用于冷却和气流特征的深孔钻削或 EDM 审查
热处理、清洗、涂层准备和后处理支持
冷却孔、壁厚、圆度、FPI、焊缝和表面检验规划
原型、小批量维修零件和长期备用衬套制造
这种集成方法有助于减少成型、加工、涂层和检验供应商之间的沟通差距,特别是在维修项目具有紧张的电厂停机时间表时。
燃烧室衬套更换的询价单 (RFQ) 检查清单
为了准确报价燃烧室衬套,客户应提供技术图纸和运行信息。这有助于供应商评估材料选择、制造路线、冷却孔加工、检验成本和交付风险。
完整的询价单应包括:
涡轮机型号、燃烧室衬套类型、零件号和修订版本
2D 图纸和 3D CAD 文件(如有)
如果需要逆向工程,提供旧衬套样品、照片或 3D 扫描数据
所需材料牌号,如 Haynes 188、Hastelloy X、Inconel 625 或 Inconel 718
壁厚、圆度、法兰和装配接口要求
冷却孔直径、位置、角度、图案和检验要求
热处理、焊接、涂层或表面准备要求
检验要求,如 FPI、焊缝检验、CMM、壁厚报告、孔报告、材料报告或涂层准备审查
原型、维修批次或长期备件计划的数量
交货时间表、停机时间、包装和文件要求
如果项目基于损坏的衬套,客户应指明裂纹区域、烧损区、涂层缺失、堵塞的冷却孔、修复过的焊缝和功能安装表面。这有助于防止逆向工程错误,并支持更可靠的更换制造。
结论
用于工业燃气轮机维修和更换的燃烧室衬套需要严格控制高温合金材料、薄壁几何形状、冷却孔特征、表面状况、涂层准备和检验。这些组件在高温燃烧环境中运行,热循环、氧化、振动、冷却气流和涂层退化都会影响其使用寿命。
NewayAeroTech 支持根据图纸、旧件、3D 扫描数据或涡轮机型号信息定制制造燃烧室衬套。我们的能力包括高温合金成型路线审查、特定燃烧部件的真空熔模铸造、高温合金 CNC 加工、用于冷却特征的深孔钻削或 EDM、后处理、FPI、壁厚检验、圆度检查、焊缝审查和最终文件编制。
如需燃烧室衬套维修零件报价,请发送涡轮机型号、衬套零件号、2D 图纸、3D 文件、样品照片、材料要求、冷却孔细节、涂层要求、检验标准、数量和交货目标。我们的工程团队可以为您的工业燃气轮机维修项目审查最合适的制造路线。
