Soluções de Fresagem e Torneamento CNC em Superligas para Turbocompressores Automotivos
Soluções de Usinagem de Alta Temperatura para Componentes Precisos de Turbocompressores
Os turbocompressores automotivos operam sob estresse térmico e mecânico extremo, exigindo componentes fabricados com precisão feitos de superligas de alto desempenho. Desde impulsores e carcaças de turbina até flanges de escape e rodas de compressor, estas peças devem suportar temperaturas acima de 1000°C e velocidades rotacionais superiores a 100.000 rpm — exigindo soluções ultra-precisas de fresagem e torneamento CNC.
A Neway AeroTech oferece usinagem CNC avançada para peças de turbocompressores feitas de Inconel 625, Rene 41, Hastelloy X e outras superligas fundidas ou forjadas, adaptadas para sistemas movidos a combustão.
Tecnologias Principais para Usinagem CNC de Turbocompressores em Superligas
A usinagem de componentes de turbocompressores exige estabilidade, repetibilidade e processamento de alta velocidade em geometrias 3D complexas e peças simetricamente rotativas.
Fresagem CNC de 5 eixos para rodas de turbina, impulsores e superfícies de fluxo curvas
Torneamento CNC de alta precisão para furos de eixos, carcaças e flanges com excentricidade ≤ 0,005 mm
Ferramentas com refrigeração interna para usinar ligas resistentes ao calor em altas RPM
Centros integrados de fresagem e torneamento para operações em uma única fixação e redução do tempo de ciclo
Todas as peças atendem às normas ISO/TS 16949 e IATF 16949 para fabricação automotiva.
Superligas Comumente Utilizadas em Componentes de Turbocompressores Automotivos
Liga | Temp. Máx. (°C) | Limite de Escoamento (MPa) | Aplicações Comuns |
|---|---|---|---|
980 | 827 | Colectores de escape, rodas de turbina | |
980 | 950 | Impulsores, discos de turbocompressor | |
1175 | 790 | Carcaças de turbocompressor, anéis de bocal | |
920 | 1265 | Guias de válvula, palhetas de turbo |
Estas ligas resistem à fluência térmica, oxidação e fadiga sob condições de combustão cíclica.
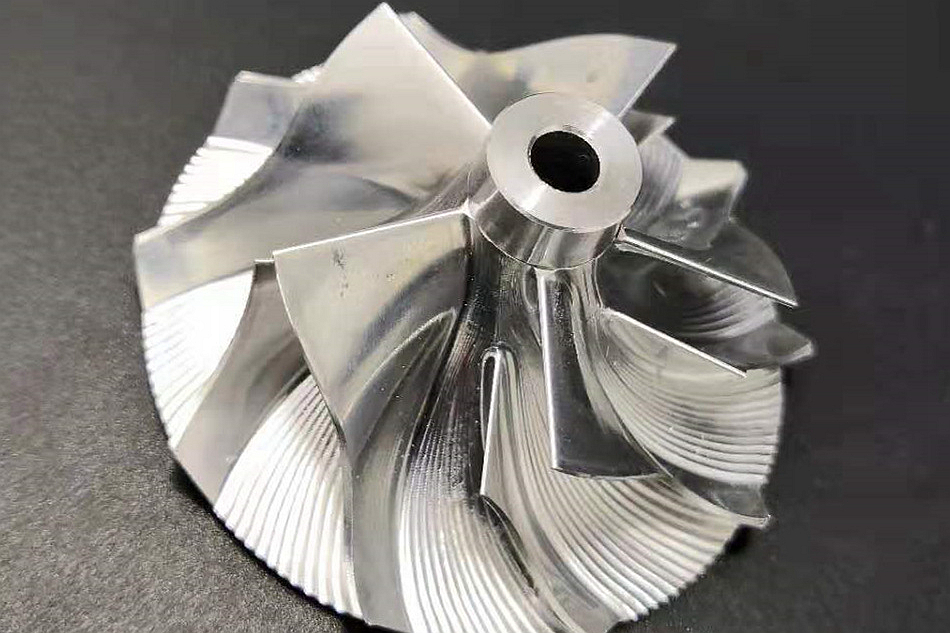
Estudo de Caso: Fresagem e Torneamento CNC de Impulsores de Turbo em Inconel 625
Contexto do Projeto
Um fornecedor automotivo Tier 1 solicitou a usinagem CNC de impulsores em Inconel 625 com 12 palhetas torcidas, 6 mm de diâmetro e um furo axial de 20 mm. Tolerâncias requeridas: ±0,006 mm, Ra ≤ 0,4 μm nas superfícies das palhetas e excentricidade ≤ 0,01 mm na interface de acoplamento do eixo.
Modelos e Aplicações Típicos de Componentes de Turbocompressores
Componente | Material | Precisão | Indústria |
|---|---|---|---|
Impulsor do Compressor | Rene 41 | ±0,005 mm | |
Disco da Turbina de Escape | Inconel 625 | ±0,006 mm | |
Carcaça do Mancal | Hastelloy X | ±0,010 mm | |
Adaptador de Flange de Turbo | Nimonic 90 | ±0,008 mm |
Todas as peças são validadas quanto ao equilíbrio de massa, resistência à fadiga térmica e precisão rotacional.
Desafios da Usinagem CNC para Peças de Turbocompressores em Superligas
Manter excentricidade de ±0,005 mm em eixos torneados e interfaces de montagem
Usinar acabamentos Ra ≤ 0,4 μm em contornos curvos de palhetas
Desgaste de ferramentas e carga térmica durante o desbaste de ligas duras como Rene e Nimonic
Manter espessura de parede ≤ 1,0 mm em áreas de fluxo de alta velocidade
Eficiência do tempo de ciclo preservando a integridade dimensional na produção em lote
Soluções de Usinagem de Precisão para Componentes de Turbocompressores
Centros de fresagem + torneamento reduzem a manipulação de peças e preservam a concentricidade entre furo e flange
Estratégias CAM baseadas em CFD garantem geometria de fluxo otimizada nos perfis de impulsor e difusor
Monitoramento de desgaste de ferramentas com feedback para manter ±0,006 mm em diâmetros críticos
Ferramentas de metal duro com refrigeração para ligas com dureza superior a 40 HRC com taxas de avanço de até 40 mm/min
Tratamento térmico pós-usinagem para alívio de tensões residuais e estabilização da dureza superficial
Resultados e Verificação
Métodos de Fabricação
As peças foram produzidas a partir de fundições a vácuo e pré-usinadas usando tornos CNC. O acabamento final em máquinas de 5 eixos entregou tolerâncias de perfil inferiores a ±0,006 mm e raios de borda inferiores a 0,2 mm.
Acabamento de Precisão
O acabamento superficial Ra ≤ 0,4 μm foi alcançado usando acabamento de contorno com fresas de barril. As faces de montagem foram torneadas planas dentro de 0,01 mm TIR.
Pós-processamento
A HIP e a passivação opcional garantiram integridade estrutural e resistência à corrosão. Componentes sujeitos a ciclos térmicos extremos receberam revestimentos TBC conforme especificado.
Inspeção
A MCC (Máquina de Medição por Coordenadas) confirmou o alinhamento do furo e a geometria do perfil. O Raio-X verificou a qualidade interna da fundição. O MEV (Microscópio Eletrônico de Varredura) verificou a integridade da microestrutura após a usinagem.
Perguntas Frequentes (FAQs)
Quais tolerâncias vocês podem alcançar para componentes rotativos de turbocompressores?
Vocês podem usinar peças de Inconel e Rene em uma única fixação?
Como vocês garantem o equilíbrio térmico e a concentricidade em impulsores de turbo?
Qual acabamento superficial é necessário nos perfis das palhetas?
Vocês oferecem usinagem em lote para peças de turbocompressores em escala de produção?
