Fundição de Cristais Equiaxiais de Peças de Turbina IN713LC
Introdução
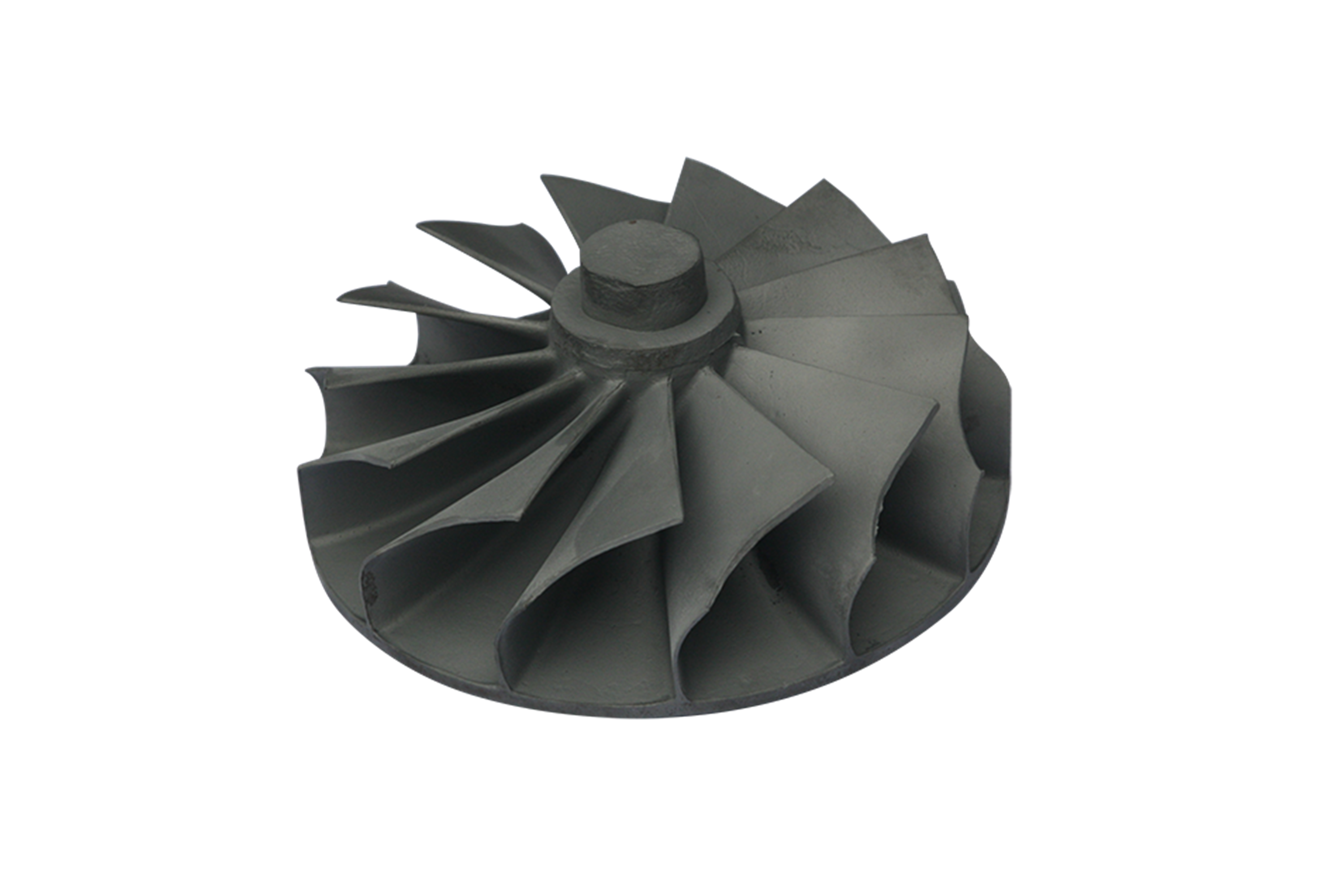
A fundição de cristais equiaxiais da superliga à base de níquel IN713LC é amplamente empregada na fabricação de componentes de turbina de alto desempenho para aplicações exigentes nos setores de aeroespacial e geração de energia. Renomada por sua excepcional estabilidade em altas temperaturas, as peças de IN713LC operam consistentemente em temperaturas de até 982°C (1800°F), oferecendo resistências à tração superiores a 1034 MPa.
A Neway AeroTech é especializada em fundição avançada de cristais equiaxiais de superliga, aproveitando a tecnologia de fusão por indução a vácuo para produzir componentes de turbina com tamanhos de grão uniformes entre 0,5 e 2 mm. Este controle meticuloso garante excelente resistência à fadiga, propriedades mecânicas otimizadas e confiabilidade excepcional sob severas condições de tensão térmica e mecânica.
Tecnologia Central da Fundição de Cristais Equiaxiais IN713LC
Injeção do Modelo de Cera: Modelos de cera de alta precisão são injetados em moldes de alumínio, replicando com precisão a geometria do componente da turbina dentro de uma precisão de ±0,05 mm.
Formação da Casca Cerâmica: Os modelos são revestidos várias vezes com suspensão cerâmica e estucado refratário, construindo cascas robustas com aproximadamente 6–8 mm de espessura.
Remoção da Cera (Dewaxing): Os moldes de casca passam por dewaxing em autoclave a 150°C, removendo efetivamente os modelos de cera sem comprometer a integridade estrutural do molde ou a precisão dimensional.
Queima da Casca: As cascas cerâmicas são queimadas a aproximadamente 1000°C, aumentando a resistência mecânica e eliminando completamente a umidade residual e impurezas orgânicas.
Fusão por Indução a Vácuo: Os lingotes da liga IN713LC passam por fusão por indução a vácuo em torno de 1450°C, garantindo composição química precisa e eliminando defeitos relacionados a gases.
Solidificação de Cristais Equiaxiais: A liga fundida preenche as cascas pré-aquecidas em taxas controladas; o resfriamento rápido e uniforme produz cristais equiaxiais (tamanho de grão de 0,5–2 mm).
Remoção da Casca (Knockout): Após o resfriamento à temperatura ambiente, os moldes cerâmicos são removidos mecanicamente através de jateamento de água de alta pressão e técnicas suaves de vibração abrasiva.
Tratamentos Pós-Fundição: Os componentes passam por tratamentos térmicos controlados, HIP a 1150°C e pressão de 150 MPa, aumentando a integridade mecânica e eliminando a porosidade residual.
Características do Material IN713LC
IN713LC é uma liga à base de níquel endurecível por precipitação, otimizada para resistência em altas temperaturas e resistência à corrosão. As principais propriedades do material incluem:
Temperatura Máxima de Operação: até 982°C (1800°F)
Resistência à Tração: ≥1034 MPa (150 ksi) à temperatura ambiente
Limite de Escoamento: ≥862 MPa (125 ksi) à temperatura ambiente
Alongamento: ≥5%
Resistência ao Fluência: Resistência superior à ruptura por fluência excedendo 200 MPa após 1000 horas a 760°C
Resistência à Oxidação: Resistência excepcional sob exposição prolongada em temperaturas elevadas
Essas características tornam o IN713LC ideal para aplicações de turbina em motores aeroespaciais e turbinas a gás industriais.
Estudo de Caso: Fundição de Cristais Equiaxiais de Peças de Turbina
Contexto do Projeto
A Neway AeroTech recentemente fez uma parceria com um fabricante líder de turbinas para fornecer componentes de turbina de fundição de precisão utilizando fundição de cristais equiaxiais de IN713LC. O cliente exigia desempenho confiável sob condições operacionais extremas em motores de aviação de alto empuxo e turbinas a gás industriais, demandando adesão aos rigorosos padrões de qualidade AS9100 e NADCAP.
Modelos Comuns de Turbina
Modelos típicos de turbina que empregam IN713LC incluem:
Série Pratt & Whitney PT6: Motores turboélice amplamente utilizados que alimentam aeronaves regionais, helicópteros, aeronaves agrícolas e plataformas de aviação geral.
General Electric (GE) LM2500: Turbinas a gás industriais comumente aplicadas para propulsão marítima, instalações de geração de energia e estações de bombeamento de petróleo e gás em todo o mundo.
Rolls-Royce RB211: Um motor turbofan de alto bypass extensivamente usado na aviação comercial, notavelmente alimentando os modelos de aeronaves Boeing 747 e 757.
Honeywell TPE331: Motores turboélice preferidos em aeronaves de transporte regional, treinadores militares, aeronaves agrícolas e aplicações especializadas de drones de vigilância e reconhecimento.
Seleção e Características Estruturais de Peças Típicas de Turbina
Os componentes de turbina selecionados incluíam pás, palhetas e segmentos de bocal. Características estruturais críticas consideradas:
Geometrias aerodinâmicas complexas otimizadas através de análise CFD
Passagens de resfriamento internas para mitigar altos gradientes térmicos
Configurações de parede fina (com espessura tão baixa quanto 0,8 mm) para otimização de peso
Tolerâncias dimensionais precisas dentro de ±0,05 mm, verificadas usando CMM
Solução de Fabricação de Componentes de Turbina
Preparação da Fundição: Modelos de cera precisos e moldes cerâmicos produzidos, mantendo a precisão dimensional dentro dos padrões da indústria aeroespacial de tolerâncias de ±0,05 mm consistentemente.
Fundição a Vácuo: Fusão por indução a vácuo a 1450°C sob vácuo controlado (≤10^-3 Pa) garante fusão livre de contaminação para estabilidade ideal da composição química.
Solidificação Controlada: A liga fundida solidifica dentro de moldes pré-aquecidos em taxas de resfriamento controladas para produzir estruturas de grão uniformes com média entre 0,5–2 mm.
Prensagem Isostática a Quente (HIP): Componentes submetidos a HIP a 1150°C e 150 MPa, reduzindo efetivamente a porosidade interna e aumentando a integridade mecânica e estrutural.
Tratamento Térmico: Tratamento térmico realizado a 1200°C por 2 horas, resfriamento rápido ao ar, seguido por envelhecimento a 850°C por 16 horas.
Usinagem CNC de Precisão: Usinagem CNC de alta precisão é realizada para alcançar perfis aerodinâmicos complexos e dimensões críticas com tolerâncias de precisão de ±0,02 mm.
Usinagem por Descarga Elétrica (EDM): EDM é empregado para criar com precisão passagens de resfriamento internas intrincadas e características de parede fina tão estreitas quanto 0,8 mm de espessura com precisão.
Acabamento de Superfície e Inspeção: Acabamento de superfície combinado com inspeções dimensionais rigorosas (CMM), ensaios não destrutivos (Raio-X, ultrassônico), garantindo conformidade com os padrões AS9100.
Principais Desafios de Fabricação de Peças de Liga de Alta Temperatura
Manter o controle preciso do tamanho de grão (<2 mm) e uniformidade
Minimizar defeitos microestruturais, como micro-retração e precipitação de carbonetos
Garantir propriedades mecânicas consistentes em geometrias complexas
Precisão dimensional dentro de especificações aeroespaciais rigorosas
Resultados e Verificação
A uniformidade do tamanho de grão é consistentemente mantida dentro da faixa alvo de 0,5–2 mm, garantindo resistência à fadiga ideal e estabilidade mecânica.
Inspeções não destrutivas de raio-X e ultrassônicas detectaram zero defeitos internos críticos, confirmando a integridade do componente e a conformidade com os padrões aeroespaciais.
Testes de resistência à tração confirmaram desempenho acima de 1034 MPa à temperatura ambiente, validando a confiabilidade sob severas tensões e temperaturas operacionais.
Testes de fadiga excederam o alvo de 100.000 ciclos sob condições operacionais simuladas, demonstrando durabilidade aprimorada e capacidades de vida útil estendida.
Perguntas Frequentes
Quais vantagens específicas o IN713LC oferece em aplicações de turbina de alta temperatura?
Quais são os controles de qualidade críticos implementados durante a fundição de cristais equiaxiais?
Quais indústrias utilizam principalmente peças de turbina fundidas de cristais equiaxiais de IN713LC?
Quais tolerâncias dimensionais você pode alcançar com componentes de turbina IN713LC?
Quais métodos de teste garantem a confiabilidade mecânica em peças de turbina de liga de alta temperatura?
