Serviço de Impressão 3D SLS para Componentes de Câmara de Combustão em Superliga Aeroespacial
Introdução à Impressão 3D SLS para Componentes de Combustão Aeroespacial
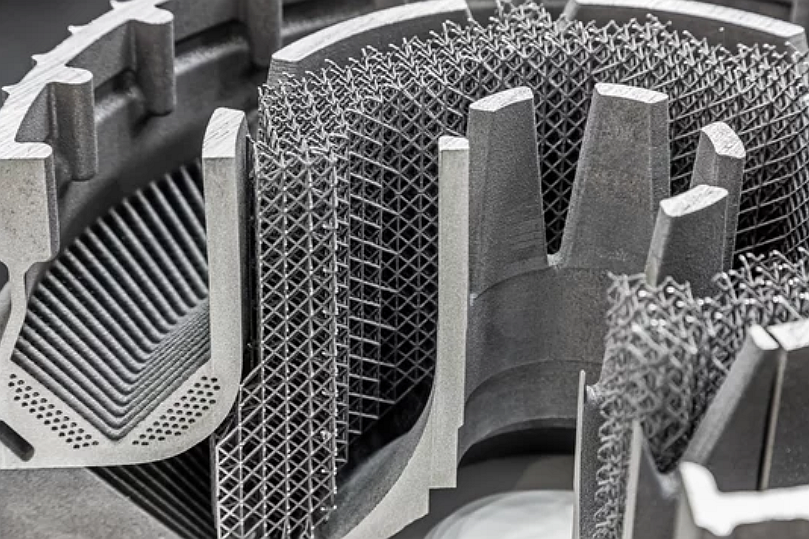
A Sinterização Seletiva a Laser (SLS) é um método confiável para fabricar componentes complexos de câmara de combustão a partir de superligas de grau aeroespacial. Este processo de fusão de pó camada por camada garante densidade uniforme, microestrutura controlada e integridade térmica em geometrias intrincadas sob calor e pressão extremos.
Na Neway Aerotech**, nossos **serviços de impressão 3D SLS suportam a fabricação de peças de combustão em superliga para sistemas de propulsão, motores aeronáuticos e conjuntos de combustão de turbinas.
Visão Geral da Impressão 3D SLS
Capacidades do Processo
Parâmetro | Valor |
|---|---|
Espessura da Camada | 40–60 μm |
Tamanho Mínimo do Recurso | ~0,5 mm |
Tolerância Dimensional | ±0,1 mm por 100 mm |
Temperatura Máxima da Câmara | >1000°C para construções em superliga |
Densidade (após HIP) | ≥99,7% |
O SLS permite a criação de estruturas treliçadas leves, redes de resfriamento internas e perfis de parede complexos em um único ciclo de construção.
Por que SLS para Câmaras de Combustão Aeroespaciais?
A fusão de camadas sem contato preserva a geometria de paredes finas
Suporta a integração de recursos complexos (orifícios de resfriamento, reforços de treliça, portas integradas)
A fusão de pó de alta resolução garante desempenho mecânico em ambientes acima de 1000°C
Totalmente compatível com pós-processamento como HIP, EDM e revestimento
Considerações sobre Materiais
Superligas Comuns para Câmaras de Combustão SLS
Material | Temperatura Máxima (°C) | Resistência @ 800°C (MPa) | Resistência à Oxidação | Caso de Uso da Aplicação |
|---|---|---|---|---|
700–750 | ~970 | Excelente | Revestimentos de combustores aeronáuticos, suportes de bicos de combustível | |
>980 | ~1100 | Superior | Câmaras de combustão de turbina, corpos de swirler | |
>1000 | ~1200 | Excelente | Anéis queimadores, carcaças de ignitores | |
~1175 | ~880 | Excepcional | Paredes de combustão em caminhos de gás oxidante |
Estudo de Caso: Fabricação SLS de Segmento de Revestimento de Combustão em Inconel 939
Contexto do Projeto
Um cliente do setor de aeroespacial e aviação** solicitou um revestimento de combustão de peça única com canais de resfriamento internos impressos em 3D, estabilizadores de treliça e entradas de combustível integradas. O material selecionado foi o **Inconel 939, adequado para temperaturas de operação de 980–1050°C.
Fluxo de Trabalho de Fabricação
Design para Manufatura Aditiva: Passagens de resfriamento integradas de 1 mm, paredes de treliça de 0,7 mm e contorno de câmara otimizado
Construção SLS: Espessura da camada de 50 μm, tempo de construção de 38 horas, tolerância dimensional de ±0,08 mm
Tratamento HIP: 1200°C, 100 MPa por 4 horas para atingir 99,8% de densidade
Acabamento EDM: Erosão por faísca das portas do bico e flanges de vedação com tolerância de ±0,005 mm
Revestimento: Aplicação de revestimento de barreira térmica nas paredes internas
Pós-processamento e Inspeção
Verificação por MMC de todos os recursos funcionais
Inspeção por raios-X não mostrou encolhimento ou aglomerados de poros
Análise por MEV confirmou fusão uniforme dos grãos
Teste ultrassônico por imersão validou a integridade interna
Resultados e Verificação
O segmento final do combustor em Inconel 939 alcançou precisão dimensional dentro de ±0,08 mm e um Ra acabado ≤ 0,6 μm nas zonas de vedação.
Todos os caminhos de resfriamento internos estavam limpos, com variação medida na espessura da parede abaixo de ±,05 mm após o refinamento por EDM.
Os testes de raios-X e ultrassônicos confirmaram densidade >99,8%, sem defeitos subsuperficiais ou delaminação de camadas.
A peça suportou testes de gás quente de alta pressão por 1000 horas sem distorção ou trincas por fadiga.
Perguntas Frequentes
Quais tipos de superligas são mais adequados para peças de combustor impressas em SLS?
Como a porosidade é tratada em componentes de combustão de turbina SLS?
Os canais de resfriamento por filme podem ser impressos diretamente e pós-processados usando EDM?
Qual é a espessura máxima de parede alcançável para hardware de combustão SLS?
Qual pós-tratamento é necessário para a certificação aeroespacial de peças SLS?
