Como as Peças NGV2 em Inconel 713LC São Fabricadas para Motores Turbojato e Turbofan de VANTs
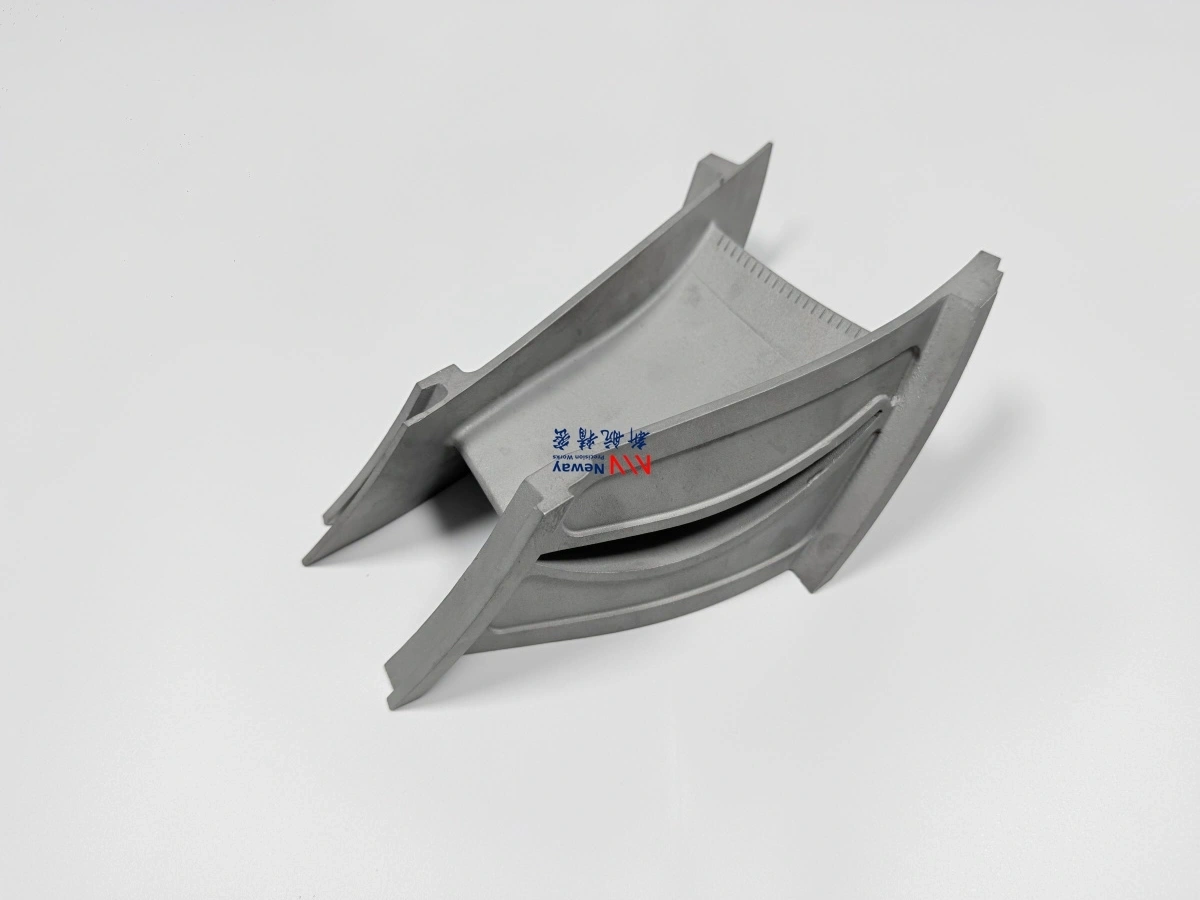
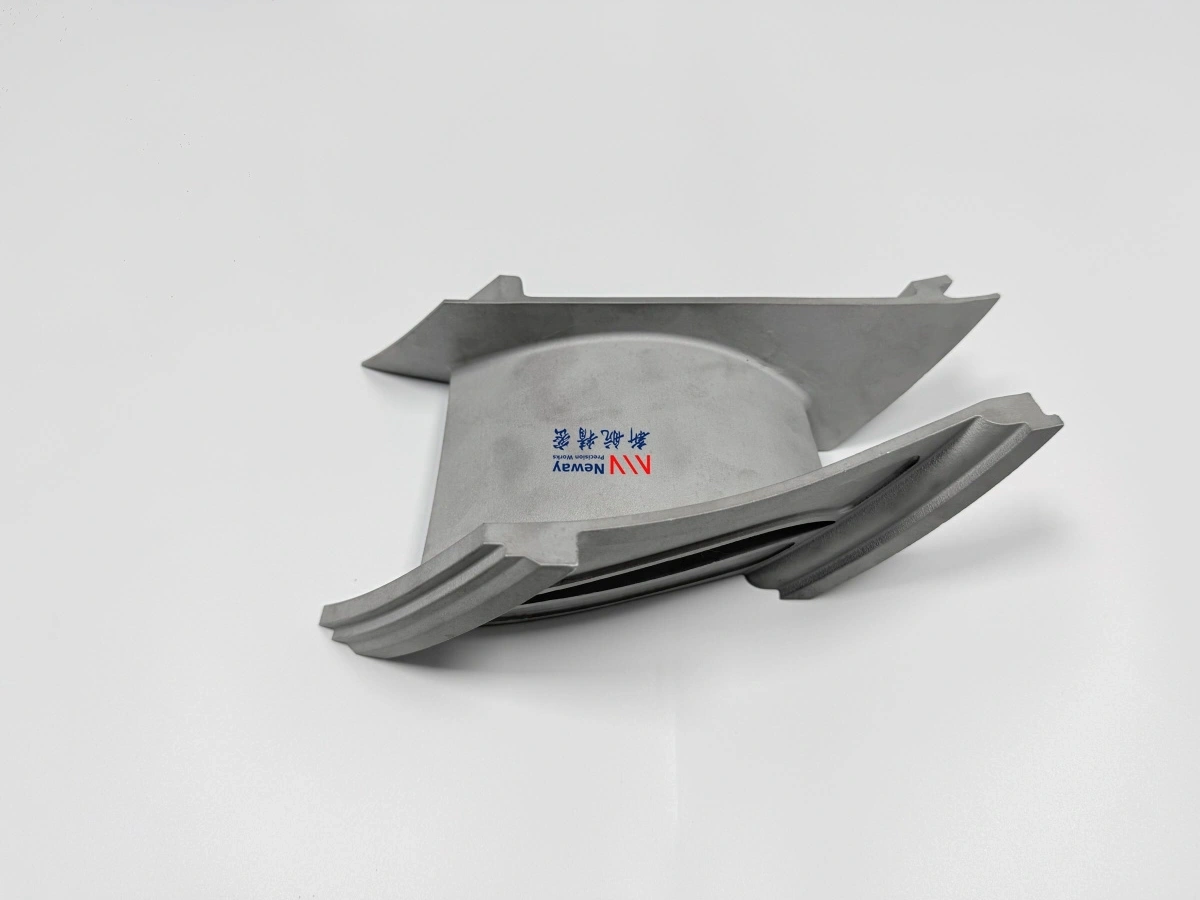
As peças NGV2 em Inconel 713LC são componentes críticos da seção quente utilizados em pequenos motores turbojato para VANTs, turbinas para VCAIs, pequenos turbofans e microturbinas a gás. NGV2 geralmente se refere a uma paleta diretora de bocal de segundo estágio ou paleta diretora de bocal nº 2, dependendo da arquitetura do motor e do sistema de desenho do cliente. Embora a peça seja relativamente pequena comparada às paletas de turbinas a gás de serviço pesado, sua função é altamente importante para a direção do fluxo de gás, eficiência da turbina, distribuição de temperatura e compatibilidade entre estágios.
Para sistemas de propulsão de VANTs e VCAIs, as peças NGV2 são expostas a gases de combustão de alta temperatura, oxidação, ciclos térmicos, vibração e requisitos dimensionais rigorosos. Um pequeno desvio no perfil do aerofólio, área da garganta, posição da plataforma ou superfície de montagem pode influenciar a consistência do fluxo de gás e o desempenho da turbina.
Devido a esses requisitos, a fabricação de NGV2 em Inconel 713LC é geralmente planejada como um roteiro controlado que combina fundição de precisão a vácuo e usinagem CNC de alta precisão. A fundição a vácuo forma o aerofólio, a plataforma, a estrutura de parede fina e o corpo de superliga com geometria próxima à final, enquanto a usinagem CNC acaba as superfícies de instalação, elementos de referência, faces de vedação e dimensões críticas de montagem.
O Que É uma Peça NGV2 em Motores Turbojato e Turbofan de VANTs?
NGV significa paleta diretora de bocal (nozzle guide vane). Em um motor a turbina, as paletas diretoras de bocal orientam o gás quente da câmara de combustão ou do estágio anterior da turbina em direção ao rotor da turbina no ângulo, velocidade e distribuição de fluxo requeridos. NGV2 geralmente se refere a uma paleta diretora de segundo estágio ou a uma paleta diretora de bocal a jusante em um arranjo de turbina multiestágio.
Em pequenos motores turbojato e turbofan para VANTs, as peças NGV2 são tipicamente compactas, de parede fina e geometricamente complexas. Elas podem incluir superfícies de aerofólio, plataformas internas e externas, recursos de montagem, áreas de vedação, ranhuras locais e regiões de transição. Esses recursos devem ser fabricados com boa consistência, pois a paleta não apenas mantém a forma; ela controla o comportamento do caminho do gás.
Para programas de desenvolvimento, as peças NGV2 são frequentemente avaliadas através de fundição de protótipos, produção experimental em pequenos lotes e testes de motor antes de uma aquisição maior. Isso torna a seleção do roteiro de fabricação especialmente importante para fabricantes de motores de VANTs, equipes de P&D de propulsão e desenvolvedores da cadeia de suprimentos de VCAIs.
Plataformas de Motor Aplicáveis
As peças NGV2 em Inconel 713LC podem ser utilizadas em várias plataformas de motores de turbina compactos onde são necessários desempenho em alta temperatura e geometria de pequena precisão. Essas aplicações podem incluir propulsão de VANTs, motores de VCAI, pequenos motores turbojato, pequenos motores turbofan, unidades de potência auxiliares, microturbinas a gás e sistemas de turbina experimentais.
Comparados com grandes turbinas a gás industriais, os motores de turbina para VANTs possuem tamanho de peça menor e restrições de embalagem mais rigorosas. No entanto, o ambiente da seção quente ainda é severo. As peças devem resistir a altas temperaturas de gás, oxidação, vibração, ciclos térmicos de liga-desliga e carga aerodinâmica, mantendo simultaneamente a geometria estável.
A NewayAeroTech oferece suporte à fabricação de componentes em superligas para aplicações de Aeroespacial e Aviação, onde são necessárias estrutura leve, confiabilidade em alta temperatura e fabricação de precisão. Para projetos de NGV2 de motores de VANTs, o planejamento da fabricação deve considerar o estágio de desenvolvimento do motor, a quantidade esperada de testes, a demanda de produção final e os requisitos de inspeção.
Função do NGV2 em Pequenos Motores a Turbina
A peça NGV2 orienta o gás de alta temperatura para o rotor da turbina em um ângulo e velocidade controlados. Sua função afeta diretamente a eficiência da turbina, a carga do rotor, a distribuição de temperatura e a compatibilidade de fluxo entre estágios. Em motores compactos de VANTs, pequenas mudanças na geometria da paleta podem ter um efeito notável no desempenho.
As principais funções do NGV2 incluem:
Direcionar o gás quente para o rotor da turbina no ângulo de fluxo requerido
Suportar a eficiência da turbina controlando a velocidade do gás e a área da garganta
Manter uma distribuição de fluxo estável através do estágio da turbina
Ajudar a proteger os componentes a jusante contra cargas térmicas desiguais
Suportar a estabilidade do motor durante aceleração, cruzeiro e ciclos térmicos
Como o NGV2 opera no caminho do gás quente, tanto a precisão aerodinâmica quanto o desempenho do material em alta temperatura são importantes. A superfície do aerofólio, borda de ataque, borda de fuga, área da garganta e geometria da plataforma devem ser controladas em conjunto, em vez de tratadas como recursos de fabricação separados.
Por Que o Inconel 713LC É Usado para Peças NGV2
O Inconel 713LC, também escrito como IN713LC, é uma superliga de fundição à base de níquel comumente utilizada para componentes de turbina de alta temperatura, hardware de bocais e peças fundidas da seção quente. Oferece um equilíbrio útil de resistência em alta temperatura, resistência à oxidação, adequação para fundição e estabilidade de desempenho para componentes de pequenos motores a turbina.
Para peças NGV2, o Inconel 713LC é selecionado porque o componente deve suportar a exposição a gases quentes enquanto mantém a forma do aerofólio e a geometria da plataforma estáveis. O material também deve ser adequado para fundição a vácuo, pois as paletas diretoras de bocal frequentemente incluem paredes finas, aerofólios curvos, bordas de fuga estreitas e transições de plataforma que são difíceis de usinar completamente a partir de tarugos sólidos.
A NewayAeroTech fornece fabricação de ligas Inconel para peças de alta temperatura onde a qualidade da fundição, a precisão da usinagem e o controle de inspeção devem ser avaliados em conjunto. Para projetos mais amplos de seção quente de turbinas, as Superligas são comumente usadas quando são necessárias resistência, resistência à oxidação, resistência ao fluência e estabilidade térmica.
Roteiro de Fundição de Precisão a Vácuo para NGV2 em IN713LC
A fundição de precisão a vácuo é o roteiro de fabricação primário para muitas peças NGV2 em Inconel 713LC, pois pode formar geometrias complexas próximas à final com muito menos desperdício de material do que a usinagem CNC completa. Isso é especialmente importante para pequenas paletas de turbina com superfícies de aerofólio curvas, bordas finas e recursos de plataforma.
As Fundições de Precisão a Vácuo permitem que o corpo da paleta, o contorno do aerofólio, a plataforma e os recursos estruturais locais sejam produzidos como um blank fundido antes do acabamento de precisão. Para superligas à base de níquel, o ambiente de vácuo também ajuda a controlar a oxidação e suporta um processamento mais estável de ligas de alta temperatura.
Para a fundição de NGV2 em IN713LC, o planejamento do processo deve focar em:
Precisão do padrão de cera e consistência da superfície do aerofólio
Estabilidade da carcaça cerâmica em torno de áreas de parede fina e bordas
Controle de retração, porosidade, trincas e deformação
Qualidade da fundição da borda de ataque e borda de fuga
Planicidade da plataforma, zonas de transição e recursos locais de nervuras ou saliências
Sobremetal para usinagem nas superfícies de instalação e de referência
Para pequenas paletas diretoras de turbina estáticas, a Fundição de Cristal Equiaxial é frequentemente um roteiro prático quando a peça não requer solidificação direcional ou estrutura de monocristal. Ela suporta componentes fundidos da seção quente onde a geometria, a estabilidade do material e a usinagem pós-fundição devem ser equilibradas.
Por Que a Usinagem CNC Completa Geralmente Não É o Melhor Roteiro
Para alguns protótipos iniciais, a usinagem CNC a partir de tarugo pode parecer mais rápida porque evita ferramentais de fundição. No entanto, para peças NGV2 em Inconel 713LC, a usinagem CNC completa geralmente não é o roteiro de produção preferido quando a geometria inclui curvas de aerofólio, bordas de fuga finas, plataformas complexas e superfícies do caminho do gás.
Existem várias razões:
O IN713LC é uma superliga à base de níquel difícil de usinar
As superfícies do aerofólio requerem longo tempo de usinagem e caminhos de ferramenta complexos
As bordas de ataque e de fuga finas são sensíveis à força de corte e à vibração
As transições de plataforma e superfícies curvas aumentam a complexidade da fixação
A geometria crítica para o fluxo de ar ainda pode exigir inspeção de perfil após a usinagem
A remoção de material de tarugos sólidos pode ser ineficiente e cara
Por essa razão, a fundição a vácuo é geralmente usada para criar o blank da paleta com geometria próxima à final, enquanto a usinagem CNC é reservada para recursos de precisão que não podem depender apenas da tolerância de fundição.
Roteiro de Usinagem CNC para Precisão da Paleta de Turbina
Após a fundição, a usinagem CNC é usada para acabar nas interfaces funcionais da peça NGV2. A fundição cria o corpo aerodinâmico, mas a usinagem CNC controla as superfícies que determinam a posição de montagem, vedação, alinhamento do estágio e repetibilidade.
A Usinagem CNC de Superligas é importante para peças NGV2 em IN713LC porque as ligas de níquel de alta temperatura requerem ferramentais estáveis, parâmetros de corte controlados, fixação robusta e inspeção cuidadosa. O roteiro de usinagem deve evitar cortes desnecessários em áreas finas do aerofólio, garantindo simultaneamente a precisão nos recursos de instalação e de referência.
As áreas típicas usinadas em CNC podem incluir:
Faces de montagem e superfícies de contato da plataforma
Superfícies de referência usadas para inspeção e alinhamento de montagem
Faces de vedação e superfícies de contorno controlado
Furos de posicionamento, ranhuras ou recursos de fixação
Regiões locais com espessura controlada
Recursos de interface que afetam o ajuste com o hardware adjacente do motor
Para pequenas paletas de turbina, o design da fixação é muito importante. A peça deve ser segurada com segurança sem deformar seções finas ou danificar as superfícies do aerofólio fundido. O planejamento dos elementos de referência também deve corresponder ao desenho, ao método de inspeção e ao requisito de montagem final.
Controle do Aerofólio e da Área da Garganta
O recurso mais importante de uma peça NGV2 não é apenas seu tamanho externo. O contorno do aerofólio e a área da garganta influenciam diretamente o fluxo de gás, o ângulo de entrada da turbina, a distribuição de pressão e a eficiência do motor. Para motores turbojato e turbofan de VANTs, a consistência do fluxo entre as paletas é especialmente importante porque o motor é compacto e o estágio da turbina é sensível a mudanças geométricas locais.
O controle do aerofólio e da área da garganta deve incluir:
Inspeção do perfil da borda de ataque e borda de fuga
Controle do contorno do lado de pressão e lado de sucção do aerofólio
Consistência da área da garganta em todo o conjunto de paletas
Controle da transição da plataforma para o aerofólio
Verificação do ângulo da paleta e alinhamento do caminho do gás
Controle das condições da superfície nas regiões de fluxo de gás
Se a área da garganta for muito pequena, podem ocorrer restrição de fluxo e superaquecimento local. Se for muito grande, a eficiência da turbina e a compatibilidade entre estágios podem ser afetadas. Portanto, o roteiro de fundição, a referência CNC e a inspeção final devem ser todos planejados em torno da geometria crítica para o fluxo de ar.
Inspeção Antes da Entrega
A inspeção é essencial para peças NGV2 em IN713LC, pois o componente combina geometria complexa de fundição, usinagem de precisão, requisitos de material de alta temperatura e sensibilidade de desempenho aerodinâmico. A inspeção deve verificar tanto o substrato fundido quanto o componente usinado final.
A NewayAeroTech oferece suporte a Testes e Análise de Materiais de Superligas para projetos onde são necessárias verificação de material, controle de defeitos de fundição, inspeção dimensional e avaliação de risco de falha.
Item de Inspeção | O Que Verificar | Por Que É Importante |
|---|---|---|
Líquidos Penetrantes (FPI) | Trincas superficiais, defeitos de fundição, defeitos de borda | Ajuda a detectar defeitos que rompem a superfície antes dos testes do motor ou da entrega |
Raios-X ou TC | Porosidade interna, retração, inclusões, defeitos ocultos | Verifica a qualidade interna da fundição para serviço na seção quente |
Inspeção por MMC | Superfícies de referência, recursos de montagem, dimensões da plataforma | Confirma o ajuste de montagem e a repetibilidade dimensional |
Verificação do perfil do aerofólio | Borda de ataque, borda de fuga, lado de pressão, lado de sucção | Controla a geometria aerodinâmica e a eficiência do estágio |
Verificação da área da garganta | Abertura do canal de fluxo de gás e consistência entre paletas | Suporta fluxo estável da turbina e compatibilidade entre estágios |
Verificação do material | Certificado de material, composição, registros de tratamento térmico, se necessário | Confirma que a peça atende ao requisito especificado de IN713LC |
Desafios de Fabricação para Peças NGV2 em Inconel 713LC
Embora as peças NGV2 para motores de VANTs sejam pequenas, seu risco de fabricação pode ser alto. Tamanho pequeno não significa produção simples. A peça combina geometria de aerofólio de parede fina, fundição de liga de alta temperatura, usinagem de precisão da plataforma e requisitos de inspeção sensíveis ao fluxo de ar.
Os desafios comuns de fabricação incluem:
Manter a consistência do aerofólio após a retração da fundição
Prevenir deformação ou dano na borda de fuga fina
Controlar porosidade, trincas e defeitos internos em pequenas seções fundidas
Alinhar a referência de fundição com a referência de usinagem CNC
Manter a consistência da área da garganta em todo um conjunto de paletas
Evitar usinagem excessiva de superfícies aerodinâmicas
Fornecer dados de inspeção que suportem o desenvolvimento do motor e a qualificação de fornecedores
Esses desafios explicam por que o fornecedor deve entender tanto a fabricação quanto a função da turbina. A peça não deve ser tratada apenas como uma fundição ou apenas como um componente usinado. Ela deve ser avaliada como uma parte funcional do caminho do gás na seção quente.
Lista de Verificação de RFQ para Peças NGV2 Personalizadas de Motores de Turbina para VANTs
Para cotar peças NGV2 em Inconel 713LC com precisão, os clientes devem fornecer informações técnicas completas. Isso permite que o fornecedor avalie o ferramental de fundição, o sobremetal para usinagem, o custo de inspeção, o prazo de entrega e o risco de fabricação.
Um RFQ completo deve incluir:
Tipo de motor, como turbojato para VANT, motor de turbina para VCAI, pequeno turbofan ou microturbina a gás
Nome da peça, número da peça, número do estágio e nível de revisão
Arquivo CAD 3D em STEP, X_T ou outro formato editável
Desenho 2D com tolerâncias, referências de elementos de referência e dimensões críticas
Especificação de material para Inconel 713LC / IN713LC
Quantidade necessária para protótipo, lote de teste e produção futura
Requisitos de perfil do aerofólio e área da garganta
Requisitos de tratamento térmico, revestimento ou acabamento superficial, se aplicável
Requisitos de inspeção, como FPI, Raios-X, TC, MMC, relatório de perfil ou testes de material
Cronograma de testes do motor, meta de entrega e requisitos de documentação
Se o projeto for baseado em uma peça antiga ou dados de engenharia reversa, o cliente também deve fornecer a condição da amostra, precisão da digitalização, notas sobre áreas desgastadas e superfícies funcionais que devem ser preservadas. Para paletas diretoras de turbina, a engenharia reversa deve definir a linha de base aerodinâmica, não apenas a forma externa.
Perguntas Frequentes (FAQ)
Qual É a Função de uma Paleta Diretora de Bocal de Estágio 2 em Pequenos Motores Aeroespaciais?
Por Que o Inconel 713LC É Usado para Componentes NGV2 de Motores de VANTs?
Como as Peças NGV2 em Inconel 713LC São Fabricadas por Fundição a Vácuo e Usinagem CNC?
O Que Deve Ser Inspecionado Antes da Entrega de Peças NGV2 em Inconel 713LC para Motores de VANTs?
