アルミニウム合金 AlSi10Mg による 3D プリンティングエンジン部品と積層造形
エンジン部品向け AlSi10Mg 3D プリンティングの概要
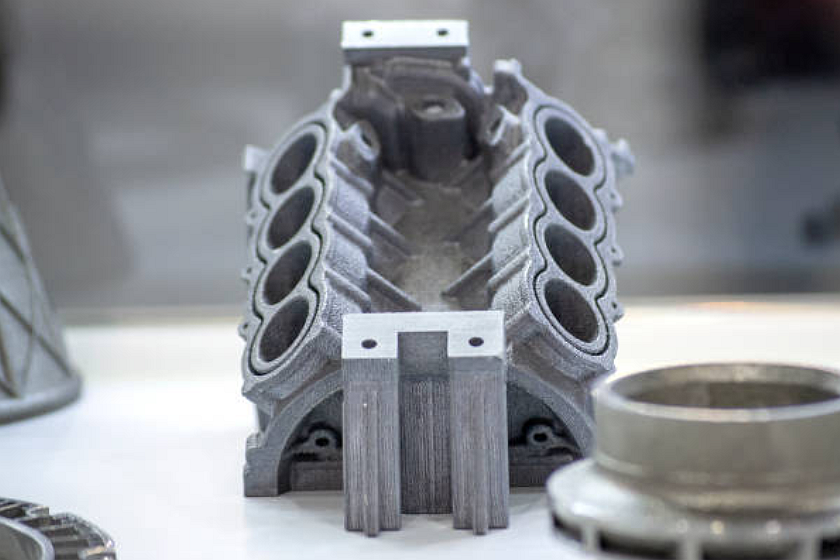
AlSi10Mg は、優れた強度重量比、熱伝導率、耐食性を備えた高性能アルミニウム合金であり、エンジン部品の 3D プリンティングに最適です。積層造形技術により、内部冷却流路、格子状補強構造、高い寸法精度を備えた複雑かつ軽量なエンジン部品の製造が可能になります。
Neway Aerotechでは、熱性能、軽量構造、短いリードタイムが求められる自動車および航空宇宙用カスタムエンジン部品向けに、AlSi10Mg 積層造形サービスを提供しています。
AlSi10Mg 積層造形の概要
材料およびプロセスデータ
パラメータ | 値 |
|---|---|
技術 | |
標準層厚 | 30–50 μm |
密度(HIP 後) | ≥99.5% |
引張強さ | ~320 MPa(造形時)、最大 460 MPa(T6 処理後) |
伸び | 5–10%(熱処理後) |
熱伝導率 | ~160 W/m·K |
使用温度限界 | ~200°C(連続使用) |
AlSi10Mg は、中程度の熱負荷および機械負荷下で動作するエンジン部品において、剛性、軽量構造、造形性の優れたバランスを提供します。
エンジン部品に AlSi10Mg を 3D プリンティングする理由
軽量構造により、エンジンの回転質量と慣性を低減
コンフォーマル流路や格子構造により、優れた内部冷却を実現
優れた後加工性:機械加工、陽極酸化処理、HIP(熱間等方圧加圧)
エンジンハウジング、マニホールド、インペラ、マウントの迅速な試作・改良
AlSi10Mg の代表的なエンジン用途
部品 | 機能説明 |
|---|---|
ターボチャージャーコンプレッサハウジング | 統合マウントを備えた薄肉・内部冷却構造のハウジング |
シリンダーヘッド試作品 | 水冷ジャケットおよび支持リブを備え、HIP 処理後に気密性を確保 |
吸気マニホールド | 統合温度センサーを備えた、流れ最適化された軽量ランナー |
オイルチャンネルカバー | 低重量で複雑な流体配管路を実現 |
電動モーターマウント | 振動減衰機能を備えた放熱性構造ブラケット |
事例研究:AlSi10Mg 3D プリンティングによるターボコンプレッサハウジング
プロジェクト背景
ある自動車スタートアップ企業が、高性能ハイブリッドパワートレイン向けに軽量なアルミニウム製ターボハウジングを必要としていました。目標は部品点数を削減し、流路、フランジ、支持リブを単一の 3D プリンティング部品に統合することでした。
製造ワークフロー
設計:4 つの部品を 1 つの設計に統合し、流路幾何形状と内部補強を最適化
造形:SLM 方式、層厚 50 μm、造形サイズ 210 × 180 × 110 mm
熱処理:強度と延性を向上させるための T6 硬化処理
HIP:微細気孔を封じ込め、耐圧性を向上させるための熱間等方圧加圧(HIP)処理
後加工:フランジ面およびねじ付きボスを±0.02 mm まで仕上げ加工
陽極酸化処理:耐食性保護および外観均一性のため表面処理を実施
検査および検証
CMM(三次元測定機)による検査で、幾何公差が±0.08 mm 以内であることを確認
内部圧力 3.5 bar でリークテストを実施—変形も漏れもなし
X 線検査により、HIP 処理の有効性を検証し、気孔クラスターの不存在を確認
100 時間のダイナモサイクル試験に合格し、亀裂や熱疲労損傷は一切発生せず
結果および性能
3D プリンティングされた AlSi10Mg 製ターボハウジングは、鋳造アルミニウム製の基準品と比較して重量が 27% 軽量化され、さらに 3 つのマウント機能を統合しました。
内部ヒートシンク機能とコンフォーマル水路により、熱性能が 15% 向上しました。
公差およびシール整合性は、試作シリーズ検証における OEM 仕様を上回りました。本設計は、小ロット生産向けの EV 高性能車両への搭載が承認されました。
よくある質問(FAQ)
AlSi10Mg 製エンジン部品にはどのような後処理が必要ですか?
AlSi10Mg 部品は試作用途だけでなく量産にも使用できますか?
エンジン用途において、AlSi10Mg は A356 鋳造合金または 6061 鋳造合金と比較してどうですか?
AlSi10Mg は耐食保護のための陽極酸化処理やコーティングと相容れますか?
エンジンハウジングにおいて、3D プリンティングアルミニウムと CNC 加工の比較でのコストメリットは何ですか?
